



細長條連桿零件材料熱處理及孔精加工過程研究 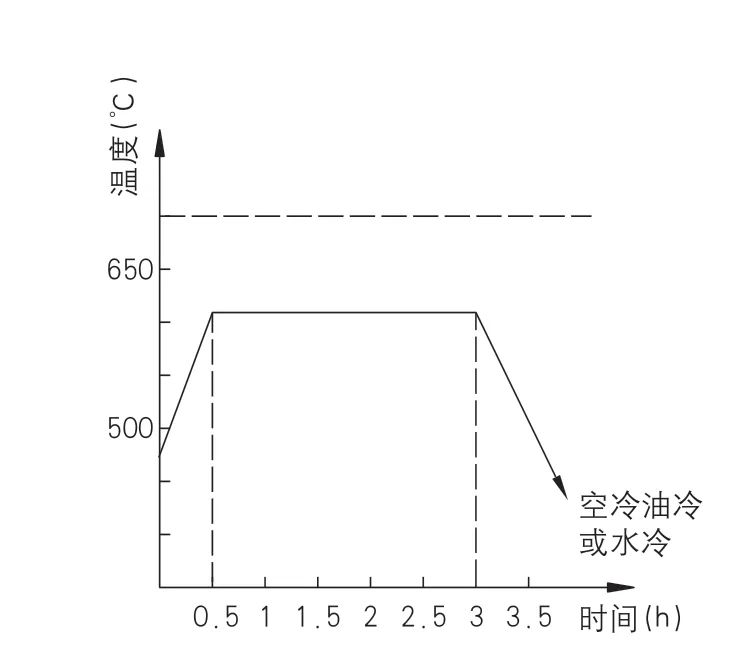
圖3 某零件熱處理前示意圖圖4 某零件熱處理后示意圖若零件扭曲嚴重,校平后零件的平面度與直線度與熱處理前相差過大,難以恢復熱處理前零件平面狀態,只有通過在加工熱處理工序前增加更多余量的方式來加工,以滿足圖紙尺寸公差要求,嚴重影響生產效率。因此,可在熱處理工序中進行人為干預控制零件外形狀態,以減小零件高溫過程中變形。
2845
金屬加工前沿 ??? 3年前
汽車用熱成型鋼板的加工工藝 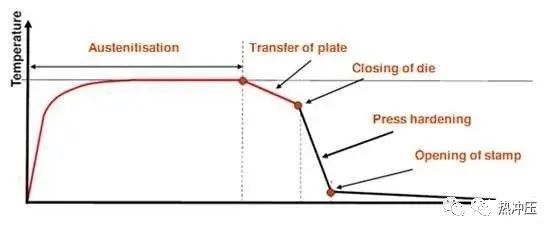
金相組織奧氏體化 初始硼鋼的金相組織是鐵素體和珠光體,我們從上圖可以看出來熱成型過程中Austenization階段先加溫至930-950℃再保溫使得板料內部組織完全奧氏體化,奧氏體組織的塑性非常好,強度低,非常適合沖壓加工。 3.
4663
金屬加工前沿 ??? 2年前
半導體加工中的材料熱仿真方法 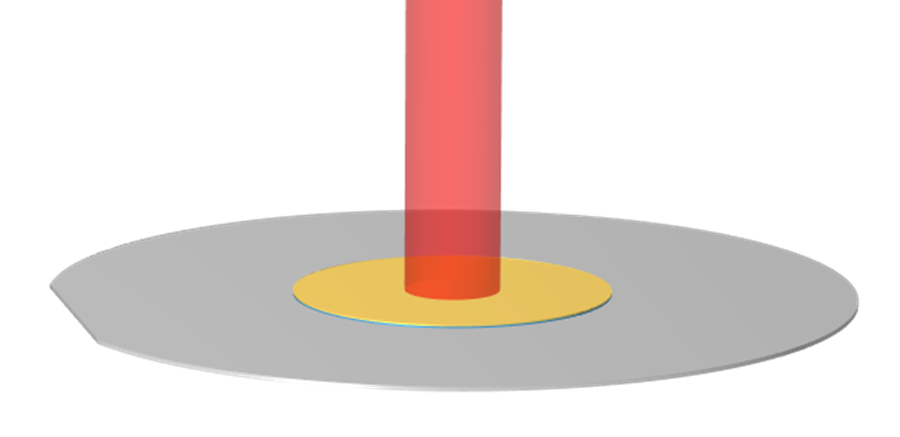
這種建模方法適用于半導體加工領域或準直光入射到半透明材料的任何情況。 本文來自: COMSOL 博客
3541 7 1
我是小能 ??? 3年前
COMSOL激光加工熱流耦合模擬主要步驟介紹 
要在COMSOL中進行激光加工熔池的模擬,您可以使用COMSOL Multiphysics軟件,并結合Level Set方法來建模液體/固體相變。以下是一般步驟:準備模型: 打開COMSOL Multiphysics軟件,創建一個新模型。選擇物理場: 在模型創建界面中,選擇適當的物理場。對于激光加工熔池的模擬,您可能需要選擇熱傳導、流體流動和相變等物理場。
3753 16 2
Comsol塵飛 ??? 2年前
一種具有高阻尼,柔軟和可再加工的熱界面材料 
03圖文導讀圖1.模擬皮膚組織的TIMs設計原理。圖2. TIMs的阻尼性能和減震性能。圖3.TIMs的高阻尼機理。圖4. TIMs的力學性能和力學性能。圖5. TIMs的實際散熱性能和可加工性。
2243
熱管理博覽會 ??? 2年前
半導體加工中的快速熱處理分析 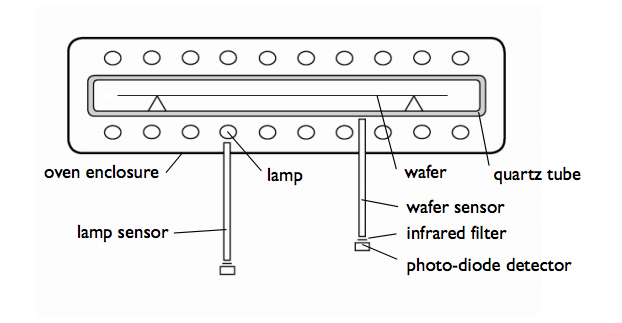
但在進行這一步之前,與廉價的熱電偶相比,需要使用仿真來確定紅外傳感器是否是快速熱退火配置的更合適的選擇,這也是我們在這里討論的重點。在快速熱退火配置中分析傳感器的性能和溫度分布 根據上圖所顯示的,快速熱退火在許多應用中經常使用雙面加熱。在這些設置中,紅外燈被放置在硅晶圓的上方和下方。對于本文討論的快速熱退火教程,我們選擇建立一個單面加熱裝置的模型。
3244 5 2
我是小能 ??? 3年前
擬訂下圖所示零件加工工藝方案,選擇刀具并編制加工程序?
擬訂下圖所示零件加工工藝方案,選擇刀具并編制加工程序?
3692 1
;/?!… ??? 3年前
德國OptrisPI08M紅外熱像儀用于3D打印、激光加工和增材制造 
PI08M熱像儀的核心優勢在于其0.78–0.82μm的短波光譜響應范圍。 高發射率匹配: 在短波范圍內,絕大多數金屬材料的發射率顯著高于長波范圍,這使得PI08M能夠更可靠地捕捉金屬表面的真實溫度。 抑制激光干擾: 在NIR(近紅外)和CO2激光加工環境中,短波設計能有效避開激光波長的干擾,確保熱圖像的純凈度,為工藝分析提供準確依據。
1086
用戶_156343 ??? 1月前
PMMA材料熱加工仿真 
本案例基于熱-流-力多物理場耦合相關理論,仿真模擬了一PMMA結構的加熱過程及熱加工變形過程。仿真結果如圖所示: 溫度場 變形場感興趣的朋友,歡迎交流模型!
1989
C乘風破浪 ??? 2年前
多種換熱器工作原理圖不容錯過,值得收藏! 
三、各式工作原理圖套管式換熱器焦化廠蓄熱室浮頭式換熱器沉浸蛇管換熱板式換熱器具有補償圈的換熱器板翅式換熱器夾套換熱器U型管式換熱器列管換熱器部件螺旋板式換熱器列管式換熱器噴淋式換熱器氣體冷卻塔
2709
化工交流 ??? 4年前
淺談:加工余量對加工精度的影響! 
受熱后工件彎曲變形圖如圖2所示。這時如繼續加工,將凸出部分加工直至成品,待冷卻至常溫后零件在應力作用下又會產生反向變形,造成形位誤差而影響質量。常溫后工件彎曲變形圖如圖3所示。直徑方向膨脹后其增大部分會被切除,待工件冷卻后則產生圓柱度和尺寸誤差。精密絲桿磨削時,工件的熱變形還會引起螺距的誤差。
2517
模具設計UG編程教學 ??? 3年前
模具熱處理變形與開裂的預防措施 
圖8所示是一半圓形模具,由于形狀不對稱,淬火時會產生顯著的扭曲變形。如在淬火前加工成整體的圓環,等熱處理后再用鋸片砂輪將其切成兩件,則不但降低成本,還可以減少變形。圖8 半圓形模具 2、根據特點預留加工余量 熱處理時難免會有變形,如能掌握其變形特點,合理地預留加工余量,不但可簡化熱處理操作,還能減少隨后的機械加工,特別是磨削加工的工作量。
4026 2 1
FMMM ??? 3年前
基于DEFORM-3D對300M切削燒傷進行分析及加工過程改善 附DEFORM3D_v10.2下載 
在加工中容易產生熱變形,因而一些精密尺寸和形狀不易保證。從300M的材料特性和加工特性來看,此材料在加工過程中極易產生大量的切削熱,過多的切削熱會導致工件出現燒傷現象。
3270 1 1
你是我的神 ??? 4年前
熱沖壓成形模具設計要點 
模具冷卻管道的設計是熱沖壓模具設計的核心問題,冷卻管道的設計質量直接影響的到模具的冷卻效率、冷卻均勻性和平衡性。冷卻管道的設計主要包括管道位置參數的確定以及管道直徑和數目的確定。圖8為熱沖壓模具分段鑲塊冷卻水道示意圖。冷卻水道的加工方式取決于鑲塊表面形狀和鉆孔工藝性。
3443 1
金屬加工前沿 ??? 3年前
模具設計:模仁優化,頂出系統分析,模具加工圖講解! 

模具設計:模仁優化,頂出系統分析,模具加工圖講解!本視頻全部根據工廠實戰經驗錄制,貼近工作實際,學習咨詢,草圖,軟件,工程圖或者你想要多系統學習資料可以加老師VX:KKLS1206免費領取
1598
騎豬的豬販子 ??? 5年前
網架設計之SFCAD第五節加工圖上 
第五節,針對軟件出圖注意事項、網架圍護加工圖的出圖等
10
高工 ??? 7年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
加工時,不宜采用一個型腔一個型腔的次序加工方法,這樣容易造成零件受力不均勻而產生變形。采用分層多次加工,每一層盡量同時加工到所有的型腔,然后再加工下一個層次,使零件均勻受力,減小變形。圖43、恰當選擇切削用量通過改變切削用量來減少切削力、切削熱。在切削用量的三要素中,背吃刀量對切削力的影響很大。
2252
UG編程模具設計實戰 ??? 3年前
兩機葉片丨中科院寧波材料所:激光極端制造助力航空發動機氣膜孔高質量加工 
試驗一再表明,該工藝的水冷卻效應(帶走熱量累積,減小熱損傷)是顯著的,使用納秒激光,就有望實現接近零熱影響的孔加工。 圖5. 水射流輔助激光燒蝕機理 通過干式激光和水助激光加工的試驗對比情況,可以從一定程度上了解水助激光在加工質量方面展現的特定優勢。圖6(左和右)是分別采用納秒激光進行的干式激光和水助激光針對孔加工的效果對比圖。
3248 5
aero-engine ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
若按圖中虛線所示一次性加工成形,平面度誤差可高達14mm,若按圖中實線進行預加工,自然時效一段時間后再加工成形為所需要的零件,則平面度誤差可以減小到3mm。 圖2 圖2為某型號穿蓋器零件,局部最小厚度僅為3mm,加工前的毛坯厚度為20mm。
2505
模具設計UG編程教學 ??? 3年前
重復熱處理及防護層對CrNiMoV鋼鍛件組織性能的影響 
按照制坯→模鍛→熱處理→粗加工的工藝路線生產盤鍛件,粗加工后在鍛件上切取試環進行力學性能測試,用于重復熱處理的鍛件實物如圖1所示,在半件鍛件全表面噴涂某T系列防護涂層,涂層厚度0.1~0.3mm,并在鍛件上劃線區分噴涂區域和未噴涂區域。
2393
FMMM ??? 4年前
20條/頁 
 237
237 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
