



SYSWELD(Visual Environment)多層多道焊仿真教程 

1.介紹了如何通過(guò)Hypermesh導(dǎo)出SYSWELD(Visual Environment)所需網(wǎng)格類(lèi)型;2.講述了Visual Environment的Visual Mesh、Visual Weld、Visual Viewer三大模塊的詳細(xì)設(shè)置和操作過(guò)程,建立多層多道焊仿真模型。
875 3
xj2330 ??? 2年前
MSC.Marc多層多道焊-焊接模擬-逐步激活 
MSC.Marc多層多道焊-焊接模擬,講解細(xì)致,step-by-step。跟隨該視頻能夠快速掌握焊接模擬的全部流程。詳詢(xún)Q1224294049.三層四道焊接,前兩道為MIG,后兩道埋弧焊蓋面定位焊接(焊接點(diǎn)固)雙橢球熱源,生死單元法詳細(xì)的后處理結(jié)果提取方法(應(yīng)力、熱循環(huán)等)焊接模擬過(guò)程的視頻和云圖提取方法
1726 4
hitliuyong ??? 7年前
abaqus多層多道焊仿真模擬?
子程序能運(yùn)行,但是看不到云圖?
1929 1 2
用戶(hù)_18524 ??? 3年前
t 型接頭 多層多道焊接
我在進(jìn)行 abaqus 分析中熱分析無(wú)錯(cuò)誤,應(yīng)力分析的時(shí)候采用的是三點(diǎn)自由約束(參考論文)約束剛體運(yùn)動(dòng),但是在第一道焊完冷卻的時(shí)候一直不收斂,請(qǐng)問(wèn)這是為什么呢,我把兩邊給壓住再跑就可以,但是這樣不符合實(shí)際實(shí)驗(yàn)
2252 2
陽(yáng)光的偉大夢(mèng)想 ??? 1年前
章節(jié)三、Simufact.welding6.0多層多道混合焊接/Hypermesh網(wǎng)格劃分 
Simufact.welding系列之——多層多道混合焊接/Hypermesh網(wǎng)格劃分1)Hypermesh網(wǎng)格劃分建模;2)simufact.welding焊接仿真建模;3)多層多道焊縫網(wǎng)格劃分技巧;CAD 模型下載http://www.yqgqt.org.cn/content/post/33c95c28-3855-46d6-a3d2-b4b9ef439b4f技術(shù)鄰:qcwhwang
1770 5 14
Hubert.Wang ??? 9年前
Marc 2018 焊接有限元仿真教學(xué)(三):多層多道焊【生死單元】 
該模型涉及生死單元,2層4道焊接采用雙橢球熱源模型,空氣散熱,所有操作流程以及后處理細(xì)致到位。新人朋友可以通過(guò)觀看該視頻快速上手主要教給大家操作流程和操作方法,大家可以根據(jù)視頻所講,結(jié)合自己實(shí)際情況舉一反三充分發(fā)揮主觀能動(dòng)性,進(jìn)而進(jìn)行論文寫(xiě)作、實(shí)驗(yàn)報(bào)告所需的焊接仿真
96 1
快把朕的五花肉端上來(lái) ??? 6年前
【工藝知識(shí)】在焊接里面:1G,2G,3G,4G,5G,6G是什么意思? 
T型接頭焊縫仰焊,當(dāng)焊腳小于8mm時(shí),應(yīng)采用單層焊,焊腳大于8mm時(shí)采用多層多道焊。 3. 根據(jù)具體情況,采用正確的運(yùn)條方法: 焊腳尺寸較小時(shí),采用直線(xiàn)型或直線(xiàn)往復(fù)型運(yùn)條,單層焊接完成;焊腳尺寸較大時(shí),可采用多層焊或多層多道焊運(yùn)條,第一層應(yīng)采用直線(xiàn)型運(yùn)條,其余各層可選用斜三角型或斜環(huán)型運(yùn)條方法。
4860 4
機(jī)械工程師 ??? 4年前
求一個(gè)ANSYS經(jīng)典界面下雙橢球熱源實(shí)現(xiàn)多層多道的apdl命令流
有償
2035
月影1 ??? 2年前
ABAQUS多焊道任意途徑焊接 
該課程主要講解如何設(shè)置多焊道和任意三維途徑的ABAQUS焊接。1.模型的建立2.材料屬性3.分析步的建立4.生死單元設(shè)置5 對(duì)流輻射建立6.熱源及預(yù)定義溫度場(chǎng)設(shè)置7.網(wǎng)格的劃分及單元類(lèi)型設(shè)置8.提交并計(jì)算9.移動(dòng)熱源子程序講解個(gè)人qq:841540672
556 13
ABAQUS小謝 ??? 7年前
ABAQUS,利用生死單元模擬多層多道焊接,熱分析正常,在順序耦合的力分析階段,底層焊縫焊接完成并冷卻后,第二層焊縫的單元扭曲無(wú)法生成,請(qǐng)問(wèn)大家這是什么問(wèn)題呢?
2274 2 1
華水第一深情_(kāi)xdcHrUya ??? 1年前
為什么高碳鋼比較難焊? 
1.4 預(yù)熱 采用結(jié)構(gòu)鋼焊條焊接時(shí),焊前必須預(yù)熱,預(yù)熱溫度控制在250℃~350℃。 1.5 層間處理 多層多道焊時(shí),第一道焊采用小直徑焊條,小電流焊接。一般將工件置于半立焊或使用焊條橫向擺動(dòng),以使整個(gè)母材熱影響區(qū)都在短時(shí)間內(nèi)受熱,以獲得預(yù)熱和保溫效果。
2297
化工設(shè)備人 ??? 4年前
基于InteWeld的焊接模擬仿真 
圖6 多層多道焊接 焊縫采用多層多道焊接[13],焊層設(shè)置如果6所示。2.4 仿真計(jì)算結(jié)果圖7 焊接變形結(jié)果支撐臂焊接仿真計(jì)算總用時(shí)約42h。焊接變形結(jié)果如圖7所示。從變形結(jié)果可以看出,支撐臂的丫子開(kāi)口端頭變形量最大,兩側(cè)翼板向內(nèi)收縮。丫子尾端變形量小,丫子中段基本不變。3 數(shù)據(jù)對(duì)比分析將仿真計(jì)算結(jié)果和實(shí)際生產(chǎn)數(shù)據(jù)進(jìn)行對(duì)比,如表2所示。
5237 5 2
金屬加工前沿 ??? 2年前
9Ni鋼焊接工藝 
多道焊時(shí)要控制層間溫度,應(yīng)采用小熱輸入施焊,熱輸入量應(yīng)控制在20kJ/cm以下,多層焊層間溫度低于100℃,避免接頭過(guò)熱。
2850 1
化工設(shè)備人 ??? 3年前
基于ANSYS的多層堆疊模塊焊接殘余應(yīng)力分析及選材優(yōu)化 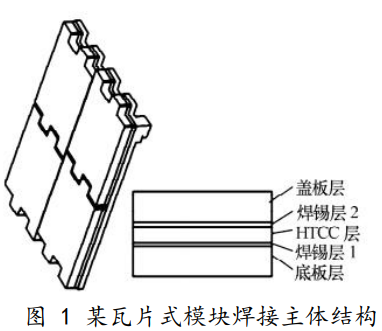
焊接共有 3 種方案: 1) 先焊接蓋板層與 HTCC 層,再將焊好的模塊與底板層進(jìn)行第 2 次焊接; 2) 先焊接HTCC 層與底板層,再將焊好的模塊與蓋板層進(jìn)行第 2次焊接; 3) 所有層同時(shí)焊接。根據(jù)焊接方案的不同,可以將加載過(guò)程劃分為 3種方案,每種方案的邊界條件約束及載荷施加順序見(jiàn)圖 2。
4715 4 1
仿真客 ??? 2年前
不銹鋼壓力容器的焊接技術(shù)
對(duì)于埋弧焊宜采用直徑較小的焊絲,實(shí)現(xiàn)中小焊接規(guī)范下的多層多道焊,以防止焊接熱影響區(qū)及焊縫金屬的脆化,并采用配套的堿性焊劑。4. 雙相不銹鋼的焊接要點(diǎn)① 焊接熱過(guò)程的控制 焊接線(xiàn)能量、層間溫度、預(yù)熱及材料厚度等都會(huì)影響焊接時(shí)的冷卻速度,從而影響到焊縫和熱影響區(qū)的組織和性能。冷卻速度太快和太慢都會(huì)影響到雙相鋼焊接接頭的韌性和耐腐蝕性能。冷卻速度太快時(shí)會(huì)引起過(guò)多的α相含量以及Cr2N的析出增加。
3921 7 4
金屬加工前沿 ??? 3年前
焊接缺陷及防治措施 
3)采用堿性焊條或焊劑,以降低焊縫中的雜質(zhì)含量,改善結(jié)晶時(shí)的偏析程度。 4)控制焊接規(guī)范,適當(dāng)提高焊縫的形狀系數(shù),采用多層多道焊法,避免中心線(xiàn)偏析, 可防止中心線(xiàn)裂縫。 焊接時(shí),單道焊縫截面上焊縫寬度與焊縫厚度的比值叫焊縫的形狀系數(shù)或焊縫成形系數(shù)。
4194
化工設(shè)備人 ??? 4年前
設(shè)計(jì)仿真 | Simufact Welding助力重工行業(yè)解決焊接難題 
在重工行業(yè)中,焊接是整個(gè)生產(chǎn)中非常關(guān)鍵的一環(huán),重工行業(yè)中涉及到的焊接不僅種類(lèi)多、焊縫多、焊接結(jié)構(gòu)復(fù)雜,且大部分焊縫均為多層多道焊,這就導(dǎo)致了在整個(gè)焊接過(guò)程中,零件的焊接變形難以控制。因此長(zhǎng)期以來(lái),對(duì)于焊接工藝的改進(jìn)和優(yōu)化主要依靠工藝人員的經(jīng)驗(yàn)和各類(lèi)工藝試驗(yàn),一直缺乏一套專(zhuān)業(yè)的有效的方法和手段。
2754
海克斯康設(shè)計(jì)與仿真 ??? 1年前
壓力容器焊工證符號(hào)的意義 
(7)S290鋼管外徑為帕20mm,壁厚為12rran,水平固定位置,使用E××10焊條向下焊打底,背面沒(méi)有襯墊,焊縫金屬厚度為4mm,然后采用藥芯焊絲自動(dòng)焊,焊機(jī)無(wú)自動(dòng)跟蹤,進(jìn)行多道多層焊填滿(mǎn)坡口。項(xiàng)目代號(hào)為:SMAW-Ⅱ-5GX-4/20-F2和FCAW-5G(K)-07/09。
4378 1
化工設(shè)備人 ??? 4年前
管道焊接施工方案 
為了控制焊接變形及熱裂紋,應(yīng)嚴(yán)格控制熱輸入,即采用較小的先能量、小電流、快速多層多到焊;為了提高焊縫冷卻速度,降低焊縫熔池在敏化溫度區(qū)間停留時(shí)間,減小晶間腐蝕傾向,應(yīng)嚴(yán)格控制層間溫度,使之控制在60℃以下。
2988 1
化工設(shè)備人 ??? 3年前
鋼結(jié)構(gòu)焊接工藝模板 
4.2 基本項(xiàng)目 4.2.1 焊縫外觀:焊縫外形均勻,焊道與焊道、焊道與基本金屬之間過(guò)渡平滑,焊渣和飛濺物清除干凈。 4.2.2 表面氣孔:Ⅰ、Ⅱ級(jí)焊縫不允許;Ⅲ級(jí)焊縫每50mm長(zhǎng)度焊縫內(nèi)允許直徑≤0.4t;且≤3mm氣孔2個(gè);氣孔間距≤6倍孔徑。 4.2.3 咬邊:Ⅰ級(jí)焊縫不允許。
2664
化工設(shè)備人 ??? 4年前
20條/頁(yè) 
 10
10 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
