



焊接的六大缺陷,產(chǎn)生原因、危害、預(yù)防措施全了。。。 
A、產(chǎn)生未熔合缺陷的原因:(1)焊接電流過(guò)小;(2)焊接速度過(guò)快;(3)焊條角度不對(duì);(4)產(chǎn)生了弧偏吹現(xiàn)象;(5)焊接處于下坡焊位置,母材未熔化時(shí)已被鐵水覆蓋;(6)母材表面有污物或氧化物影響熔敷金屬與母材間的熔化結(jié)合等。B、未熔合的危害:未熔合是一種面積型缺陷,坡口未熔合和根部未熔合對(duì)承載截面積的減小都非常明顯,應(yīng)力集中也比較嚴(yán)重,其危害性僅次于裂紋。
3990 1
機(jī)械發(fā)明愛(ài)好者 ??? 3年前
不銹鋼壓力容器封頭研究
產(chǎn)生拉裂的原因有:一是材料延伸率低,硫磷含量超標(biāo);二是壓邊圈的壓力過(guò)大,沖壓時(shí)造成將毛坯拉裂;三是潤(rùn)滑效果差,模具與坯料間摩擦力不均造成封頭的拉裂;四是沖壓時(shí)模具行程過(guò)快,旋壓翻邊時(shí)旋壓速度過(guò)快,圓滑過(guò)渡區(qū)已造成橫向拉裂。1.7凹坑缺陷及產(chǎn)生原因分析凹坑是封頭加工過(guò)程中形成的局部或整周凹陷。產(chǎn)生凹坑主要原因是:一是模具位置不正。
2313 1
化工設(shè)備人 ??? 4年前
沖壓件回彈產(chǎn)生原因?該如何計(jì)算回彈呢? 
產(chǎn)品回彈比較復(fù)雜,即使是相同材質(zhì)的情況下,自身材料不同厚度、折彎角度、折彎內(nèi)R都會(huì)對(duì)回彈產(chǎn)生很大影響。不同材質(zhì)就更不用說(shuō)了。因此,回彈并非一個(gè)公式即可完全解決,需要我們?cè)诶碚摰幕A(chǔ)上進(jìn)行實(shí)踐調(diào)試,以得到最終合格產(chǎn)品。
2647
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求 
為了減輕或消除表面缺陷也可以運(yùn)用歐式壓合。圖 3 歐式壓合包邊工藝 鋁合金沖壓板材輥邊特點(diǎn) 鋁件壓合設(shè)備的底模和鑲塊,用 800~1200# 的砂紙,定期對(duì)底模和鑲塊進(jìn)行拋光保養(yǎng),保證表面不會(huì)有鋁屑。鋁件輥邊造成缺陷的各種原因 鋁件輥邊造成缺陷的各種原因,如表 2 所示。
2448 5
金屬加工前沿 ??? 3年前
五金沖壓加工常見(jiàn)的外觀缺陷 
五金沖壓件生產(chǎn)廠家,在日常的沖壓生產(chǎn)過(guò)程中,沖壓件的外觀會(huì)出現(xiàn)一些缺陷。沖壓件所需的沖壓工序不同,產(chǎn)生的外觀缺陷也各有不同。今天小編就為大家介紹下常用到的幾種沖壓工序常見(jiàn)的外觀缺陷。 1.在沖壓件的落料、沖孔、修邊工序,常見(jiàn)的外觀缺陷是:毛刺過(guò)大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現(xiàn)的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點(diǎn)。
2106
東一金屬 ??? 3年前
設(shè)計(jì)仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
如下圖所示,為基于斷裂模型MMC(Modifed Mohr Coulomb)進(jìn)行的沖壓成形分析,而且研究了板料方向(0°/45°)對(duì)開裂的影響。0°沖壓開裂位置與45°沖壓開裂位置明顯不同,充分證明了板料各向異性,不同的擺放產(chǎn)生的開裂缺陷不同。
4800 4
海克斯康設(shè)計(jì)與仿真 ??? 2年前
不銹鋼壓力容器封頭研究
產(chǎn)生拉裂的原因有:一是材料延伸率低,硫磷含量超標(biāo);二是壓邊圈的壓力過(guò)大,沖壓時(shí)造成將毛坯拉裂;三是潤(rùn)滑效果差,模具與坯料間摩擦力不均造成封頭的拉裂;四是沖壓時(shí)模具行程過(guò)快,旋壓翻邊時(shí)旋壓速度過(guò)快,圓滑過(guò)渡區(qū)已造成橫向拉裂。1.7凹坑缺陷及產(chǎn)生原因分析凹坑是封頭加工過(guò)程中形成的局部或整周凹陷。產(chǎn)生凹坑主要原因是:一是模具位置不正。
2618
化工設(shè)備人 ??? 4年前
設(shè)計(jì)仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
如下圖所示,為基于斷裂模型MMC(Modifed Mohr Coulomb)進(jìn)行的沖壓成形分析,而且研究了板料方向(0°/45°)對(duì)開裂的影響。0°沖壓開裂位置與45°沖壓開裂位置明顯不同,充分證明了板料各向異性,不同的擺放產(chǎn)生的開裂缺陷不同。
3809 1 1
仿真客 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結(jié) 
三、鈑金件的常見(jiàn)缺陷匯總 對(duì)于鈑金件來(lái)說(shuō),表面質(zhì)量應(yīng)該是很重要的了,這里根據(jù)自己經(jīng)驗(yàn)的積累,對(duì)容易出現(xiàn)的各種問(wèn)題進(jìn)行簡(jiǎn)單的表述. 1、凹凸:沖壓件模具、沖壓過(guò)程的原因,導(dǎo)致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導(dǎo)致。 3、銹蝕:防護(hù)不當(dāng)導(dǎo)致產(chǎn)品銹蝕,或者由于保存期限太長(zhǎng),或材料不符合要求,或防銹油不符合要求。
5064 4
機(jī)械工程師 ??? 2年前
二次拉延消除發(fā)蓋外板滑移線缺陷 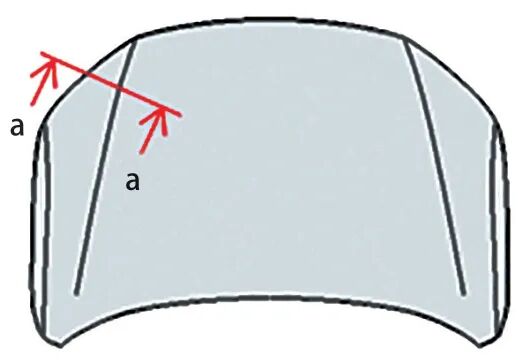
圖3 CAE 分析滑出距離圖4 沖壓零件滑移線缺陷常規(guī)方法的分析驗(yàn)證結(jié)果由滑移線產(chǎn)生的機(jī)理可知,解決滑移線缺陷的基本思路主要是減少棱線處材料流動(dòng)和降低棱線處模具跟材料的沖擊力即接觸應(yīng)力。基于這個(gè)思路通常的解決手段有:⑴沖壓方向的調(diào)整;⑵工藝補(bǔ)充面的優(yōu)化;⑶拉延筋阻力調(diào)整。
2854 1 2
金屬加工前沿 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結(jié)
三、鈑金件的常見(jiàn)缺陷匯總 對(duì)于鈑金件來(lái)說(shuō),表面質(zhì)量應(yīng)該是很重要的了,這里根據(jù)自己經(jīng)驗(yàn)的積累,對(duì)容易出現(xiàn)的各種問(wèn)題進(jìn)行簡(jiǎn)單的表述. 1、凹凸:沖壓件模具、沖壓過(guò)程的原因,導(dǎo)致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導(dǎo)致。 3、銹蝕:防護(hù)不當(dāng)導(dǎo)致產(chǎn)品銹蝕,或者由于保存期限太長(zhǎng),或材料不符合要求,或防銹油不符合要求。
5057 4 1
機(jī)械工程師 ??? 2年前
沖壓件回彈產(chǎn)生原因?該如何計(jì)算回彈呢? 
產(chǎn)品回彈比較復(fù)雜,即使是相同材質(zhì)的情況下,自身材料不同厚度、折彎角度、折彎內(nèi)R都會(huì)對(duì)回彈產(chǎn)生很大影響。不同材質(zhì)就更不用說(shuō)了。因此,回彈并非一個(gè)公式即可完全解決,需要我們?cè)诶碚摰幕A(chǔ)上進(jìn)行實(shí)踐調(diào)試,以得到最終合格產(chǎn)品。 學(xué)無(wú)止境,沒(méi)有最好,只有更好。
2059
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
熔模鑄件缺陷分析與案例,了解缺陷類型、學(xué)會(huì)分析并解決缺陷 
憑借自己的知識(shí)和經(jīng)驗(yàn),根據(jù)缺陷的特征很容易確定缺陷名稱;進(jìn)而利用頭腦風(fēng)暴法和魚刺圖等手法找出產(chǎn)生缺陷的原因,及主要原因;采取有效的對(duì)策,予以解決。 (2)較重缺陷 鑄件產(chǎn)生缺陷的數(shù)量較多,損失較大;或經(jīng)常產(chǎn)生的缺陷(或稱“常見(jiàn)病”),或反復(fù)產(chǎn)生的缺陷(或稱“多發(fā)病”),稱之為較重缺陷。
3298
鑄造工程師 ??? 4年前
Autoform在拉延筋快速修磨中的應(yīng)用 附Autoform+材料庫(kù)下載 
沖壓拉延工序常見(jiàn)缺陷及原因分析大型外覆蓋沖壓件拉延工序成形形狀很復(fù)雜,通常延周成形深度較大,內(nèi)部存在較多造型、加強(qiáng)筋等,由于成形面積大、成形深度不同,內(nèi)部型面很大程度上依賴于材料塑性變形,對(duì)材料成形性能有較高要求。此外,由于成形深度深、形狀復(fù)雜,容易出現(xiàn)制件翹曲變形、表面擦(拉)傷、拉裂及褶皺等質(zhì)量缺陷。2.
2286
陀飛輪啊 ??? 4年前
為什么說(shuō)鋁沖壓和液壓成型工藝是未來(lái)發(fā)展趨勢(shì) 
檢驗(yàn)人員要能準(zhǔn)確、高效的判斷產(chǎn)品缺陷,返修人員要快速的修復(fù)產(chǎn)品缺陷,該兩類人員雖然是沖壓輔助工種,但也是鋁合金生產(chǎn)交付過(guò)程至關(guān)重要的,占整個(gè)沖壓人員約50%。其余操作人員和模具維修人員相較于鋼板生產(chǎn)可以正常配備。壓力機(jī)為沖壓生產(chǎn)的關(guān)鍵設(shè)備,機(jī)器人為自動(dòng)傳輸?shù)脑O(shè)備。目前自動(dòng)化生產(chǎn)線為新建沖壓標(biāo)配,但部分工廠還使用人工上下料的原有舊設(shè)備。鋁合金對(duì)于壓力機(jī)的要求來(lái)說(shuō),主要體現(xiàn)在第一臺(tái)。
2234
機(jī)械學(xué)霸 ??? 3年前
沖壓拉伸件的缺陷及其預(yù)防措施 
3沖裁件毛刺的產(chǎn)生原因◆ 沖裁間隙太大、太小或不均勻;◆ 沖模工作部分刃口變鈍;◆ 凸模和凹模由于長(zhǎng)期的受振動(dòng)沖擊而中心線發(fā)生變化,軸線不重合,產(chǎn)生單面毛刺。
1931
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
沖壓質(zhì)量模板匹配視覺(jué)檢測(cè)技術(shù)應(yīng)用 
圖2 視覺(jué)監(jiān)測(cè)凸凹點(diǎn)缺陷硬件布置方案 系統(tǒng)的硬件部署要在現(xiàn)有沖壓線上增加,并盡可能減少對(duì)現(xiàn)有生產(chǎn)線的改造,故沿用了現(xiàn)有沖壓線的自動(dòng)化方案(機(jī)械臂、傳送皮帶),在此基礎(chǔ)上通過(guò)在零件傳送路徑上布置8組攝像頭和LED光源(俯視、前視、后視、側(cè)視各2 組),實(shí)現(xiàn)對(duì)在線零件的圖像采集,如圖3 所示。
2224
FMMM ??? 4年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實(shí)用 
塌箱缺陷產(chǎn)生的主要原因有: 1. 金屬液“閃流”是造成塌型缺陷產(chǎn)生的原因之一,所謂金屬液“閃流”就是在澆注中,部分已經(jīng)流入填充消失模模樣位置的金屬液在受到外界作用的情況下改流到其他部位,使得原來(lái)置換出來(lái)的位置無(wú)金屬液或者金屬充填占據(jù)。 2. 涂料的耐火度、高溫強(qiáng)度不夠,極容易產(chǎn)生消失模鑄件塌箱缺陷。
2913
鑄造工程師 ??? 4年前
汽車沖壓生產(chǎn)車間工藝概述
一、沖壓車間工藝流程原材料(板料和卷料)入庫(kù)→開卷線→大件清洗涂油、小件開卷剪切→沖壓生產(chǎn)線→安裝模具調(diào)試首件合格→投入批量生產(chǎn)→合格件防銹→入庫(kù)二、冷沖壓的概念及特點(diǎn)1. 冷沖壓是指在常溫下,利用安裝在壓力機(jī)上的沖模對(duì)材料施加壓力,使其產(chǎn)生分離或塑性變形,從而獲得所需要零件的一種壓力加工方法。2.
2805 1
金屬加工前沿 ??? 3年前
鑄造沙眼與鑄件缺陷的原因及對(duì)策 
鑄造缺陷是在鑄造過(guò)程中發(fā)生的鑄造(鑄件)缺陷。 存在各種缺陷現(xiàn)象,例如鑄件中的裂紋,粗糙的表面以及內(nèi)部帶有孔洞的孔洞。 鑄造缺陷分為幾種類型,每種類型都有不同的原因。 另外,由于鑄造工藝的多樣性,可能有多種原因,并且在大多數(shù)情況下是復(fù)雜的。典型的缺陷大致分為本文介紹的幾大類。 下面德松模具鋼帶你了解一下鑄造沙眼的原因和對(duì)策。
2982
德松模具鋼材有限公司 ??? 1年前
20條/頁(yè) 
 29
29 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
