



粗牙與細牙螺紋的區別及如何選用 
粗牙與細牙螺紋如何選用 粗牙螺紋與細牙螺紋螺絲在用途上都是做緊固用,細牙螺絲一般用來鎖薄壁零件和對防振要求比較高的零件。細牙螺紋的自鎖性能好,因此抗振動防松的能力強,但由于螺紋牙深度淺,承受更大的拉力的能力比粗牙螺紋差。 在不采取防松措施時細牙螺紋的防松效果比粗牙的好一些,一般用于薄壁零件和對防振要求比較高的零件。做調節用時,細牙螺紋更具有優點。
3814
數控編程網 ??? 4年前
粗牙與細牙螺紋,如何選擇? 
粗牙與細牙螺紋如何選用 粗牙螺紋與細牙螺紋螺絲在用途上都是做緊固用。 細牙螺絲一般用來鎖薄壁零件和對防振要求比較高的零件。細牙螺紋的自鎖性能好,因此抗振動防松的能力強,但由于螺紋牙深度淺,承受更大的拉力的能力比粗牙螺紋差。 在不采取防松措施時細牙螺紋的防松效果比粗牙的好一些,一般用于薄壁零件和對防振要求比較高的零件。 做調節用時,細牙螺紋更具有優點。
3160
數控編程網 ??? 4年前
螺紋基礎知識之管螺紋篇 
圓錐螺紋(NPT)牙型?B.
5877 24 8
黔心黔行 ??? 1年前
【知識積累】螺紋知識大總結,三分鐘全面了解設計中常用的螺紋知識 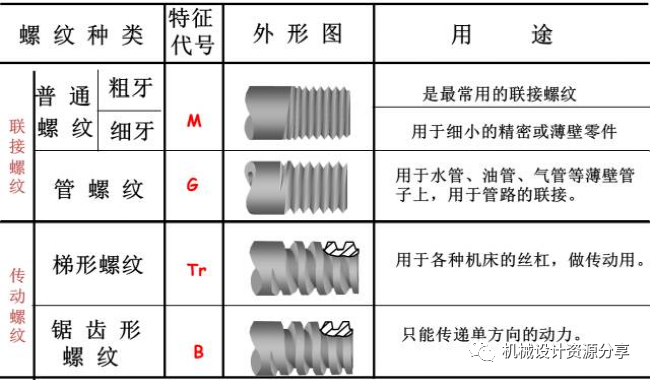
普通螺紋分粗牙普通螺紋和細牙普通螺紋。細牙普通螺紋多用于精密零件和薄壁零件上。 在螺紋的標記中,細牙普通螺紋的螺距必須注出,而粗牙普通螺紋的螺距一般不標注。
6571 5
機械發明愛好者 ??? 2年前
NPT、PT、PF、G 、ZG等螺紋的代號含義種類 
螺紋角為60 度,規格以M 表示。公制螺紋可分粗牙及細牙二種。表示法如M8x1.25。(M:代號、8:公稱直徑、1.25:螺距)。2、美國標準螺紋(American Standard Thread):螺紋頂部與根部皆為平面,強度較佳。螺紋角亦為60 度,規格以每英寸有幾牙表示。此種螺紋可分為粗牙(NC);細牙(NF);特細牙(NEF)三級。表示法如1/2-10NC。
3405
數控編程網 ??? 4年前
NPT、PT、PF、G 、ZG等螺紋的代號含義種類 
螺紋角為60 度,規格以M 表示。公制螺紋可分粗牙及細牙二種。表示法如M8x1.25。(M:代號、8:公稱直徑、1.25:螺距)。2、美國標準螺紋(American Standard Thread):螺紋頂部與根部皆為平面,強度較佳。螺紋角亦為60 度,規格以每英寸有幾牙表示。此種螺紋可分為粗牙(NC);細牙(NF);特細牙(NEF)三級。表示法如1/2-10NC。
3342
金屬加工前沿 ??? 4年前
【專業知識】NPT、PT、PF、G 、ZG 這么多螺紋代號,分的清嗎? 
此種螺紋可分為粗牙(NC);細牙(NF);特細牙(NEF)三級。表示法如1/2-10NC。(1/2:外徑;10:每寸牙數;NC代號)。 3、統一標準螺紋(Unified Thread):由美國、英國、加拿大三國共同制訂,為目前常用之英制螺紋。螺紋角亦為60 度,規格以每英寸有幾牙表示。此種螺紋可分為粗牙(UNC);細牙(UNF);特細牙(UNEF)。表示法如1/2-10UNC。
4677
機械工程師 ??? 4年前
【專業知識】NPT、PT、PF、G 、ZG 這么多螺紋代號,分的清嗎? 
牙頂為平面,易於車削,牙底則為圓弧形,以增加螺紋強度。螺紋角為60 度,規格以M 表示。公制螺紋可分粗牙及細牙二種。表示法如M8x1.25。(M:代號、8:公稱直徑、1.25:螺距)。2、美國標準螺紋(American Standard Thread):螺紋頂部與根部皆為平面,強度較佳。螺紋角亦為60 度,規格以每英寸有幾牙表示。此種螺紋可分為粗牙(NC);細牙(NF);特細牙(NEF)三級。
2413
機械工程師 ??? 3年前
普通車床如何挑出矩形螺紋? 
只是刀的刃寬要是螺距的一半,同時因為螺距寬的螺紋較多,多使用高速鋼彈性車刀。矩形螺紋加工最大的問題是車刀的研磨方法。刃寬是螺距的一半即可,操作起來不容易。如螺距、導程增大,螺紋升角(導程角)就會大,車刀的后角會碰到螺紋牙的側面。另外注意,導程大的螺紋,螺紋牙頂和牙底的螺紋升角會不相同。所以,外圓周(螺紋牙頂)上,切削刃的寬度和溝槽寬一樣,牙底溝槽上螺紋牙的下面會凹進去。
3064
數控編程教學 ??? 4年前
螺紋計算公式,直接套用! 
1、螺紋術語①牙底:連接兩個相鄰螺紋牙側的底部表面。②牙側:連接牙頂和牙底的螺紋側表面。③牙頂:連接兩個牙側的頂部表面。P = 螺距,mm或每英寸螺紋數 (t.p.i.)
2594
汽車零部件模具與注塑 ??? 3年前
螺紋這么多,如何分的清? 
國際公制標準螺紋(International Metric Thread System): 我國國家標準 CNS 采用之螺紋。牙頂為平面,易于車削,牙底則為圓弧形,以增加螺紋強度。螺紋角為60度,規格以M表示。公制螺紋可分粗牙及細牙兩種。表示如 M8x1.25。
2226
化工設備人 ??? 4年前
【加工工藝】普通車床如何挑出矩形螺紋? 
如螺距、導程增大,螺紋升角(導程角)就會大,車刀的后角會碰到螺紋牙的側面。另外注意,導程大的螺紋,螺紋牙頂和牙底的螺紋升角會不相同。所以,外圓周(螺紋牙頂)上,切削刃的寬度和溝槽寬一樣,牙底溝槽上螺紋牙的下面會凹進去。
2727
機械工程師 ??? 4年前
【加工工藝】普通車床如何挑出矩形螺紋? 
如螺距、導程增大,螺紋升角(導程角)就會大,車刀的后角會碰到螺紋牙的側面。另外注意,導程大的螺紋,螺紋牙頂和牙底的螺紋升角會不相同。所以,外圓周(螺紋牙頂)上,切削刃的寬度和溝槽寬一樣,牙底溝槽上螺紋牙的下面會凹進去。
2672
機械工程師 ??? 3年前
數控車床螺紋編程切削,這下秒懂了!
4、螺紋加工完成后可以通過觀察螺紋牙型判斷螺紋質量及時采取措施,當螺紋牙頂未尖時,增加刀的切入量反而會使螺紋大徑增大,增大量視材料塑性而定,當牙頂已被削尖時增加刀的切入量則大徑成比例減小,根據這一特點要正確對待螺紋的切入量,防止報廢。 四、普通螺紋的檢測 對于一般標準螺紋,都采用螺紋環規或塞規來測量。
2063
數控編程網 ??? 4年前
CNC數控 | 車床螺紋編程切削 
4、螺紋加工完成后可以通過觀察螺紋牙型判斷螺紋質量及時采取措施,當螺紋牙頂未尖時,增加刀的切入量反而會使螺紋大徑增大,增大量視材料塑性而定,當牙頂已被削尖時增加刀的切入量則大徑成比例減小,根據這一特點要正確對待螺紋的切入量,防止報廢。 四、普通螺紋的檢測 對于一般標準螺紋,都采用螺紋環規或塞規來測量。
2751
金屬加工前沿 ??? 4年前
數控編程課堂:關于螺紋螺距的含義和計算方式,太全了! 
二、螺紋牙型和術語 螺紋牙型確定螺紋的幾何形狀,包括工件直徑 (大徑、中徑和小徑);螺紋牙型角;螺距和螺旋角。 1、螺紋術語 ①牙底:連接兩個相鄰螺紋牙側的底部表面。 ②牙側:連接牙頂和牙底的螺紋側表面。 ③牙頂:連接兩個牙側的頂部表面。 P = 螺距,mm或每英寸螺紋數 (t.p.i.)
2598
數控編程教學 ??? 4年前
螺紋連接松動機理有限元仿真分析... 
有限元模型中的螺栓為 M10 粗牙螺紋,螺距為 1.5 mm,螺紋的公稱直徑為 10 mm,中經為 9.026 mm, 螺紋的牙型角為 60°,牙側角為 30°。被連接件上孔的 直徑為 11 mm,則 d0 為 11 mm,根據螺母的端面尺寸 取 D0 為 16 mm。將以上數據帶入式(4)得螺栓預緊 力與螺母擰緊扭矩之間的關系為 T=2.05Fp。
6384 5 1
小白Johnny ??? 2年前
螺紋的八種加工方式匯總 
用成形車刀車削螺紋,由于刀具結構簡單,是單件和小批生產螺紋工件的常用方法;用螺紋梳刀車削螺紋,生產效率高,但刀具結構復雜,只適于中、大批量生產中車削細牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達到8~9級(JB2886-81,下同);在專門化的螺紋車床上加工螺紋,生產率或精度可顯著提高。
2899
非標機械論壇 ??? 3年前
螺紋錐度算法!! 
大頭直徑=18.321+0.0625*8.2=18.833 3:小頭直徑等于大頭直徑減去0.0625乘以螺紋總長度,上面表中我們可以看到螺紋有效長度為13.2,一般情況我們需要比這個長度長1到2個牙,所以這里設置螺紋總長度為16。
2420 1
機械加工網 ??? 4年前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
所以選擇車削螺紋時的主軸轉速要考慮進給系統的參數設置情況和機床電氣配置情況,避免螺紋“亂牙”或起/終點附近螺距不符合要求等現象的發生。 另外,值得注意的是,一旦開始進行螺紋加工,其主軸轉速值一般是不能進行更改的,包括精加工在內的主軸轉速都必須沿用第一次進刀加工時的選定值。否則,數控系統會因為脈沖編碼器基準脈沖信號的“過沖”量而導致螺紋“亂牙”。
2608
數控編程網 ??? 4年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
