



使用FLOW-3D的低壓鑄造鋁合金鑄件充型過程卷氣行為研究 
可以看出,充型時間為2.9 s時,金屬液平穩上升;當充型到3.6 s時,金屬液進入下落(waterfall)區域,產生嚴重的湍流現象及嚴重的卷氣;隨著充型過程繼續進行,下落區域產生的卷氣會隨著金屬液的上升而隨機分布到鑄件中。
2175
FLOW3D 流體仿真 ??? 1年前
運用弗勞德數作為鑄造充型過程中的質量評估依據 
作者:Carl Reilly Supervisor: Dr. Mark Jolly Co Supervisor: Prof Nick Green The University of Birmingham 使用軟件: FLOW-3D CAST研究采用的澆注系統模型從以往的研究中,已經得知在澆注系統控制良好下,鑄件的質量可以進行控制
2468
FLOW3D 流體仿真 ??? 1年前
用戶作品賞析 | 桿式射流對充液防護結構的毀傷機理及影響因素數值仿真研究 
以半球型聚能戰斗部為設計依據,在戰斗部裝藥結構不變的條件下,通過數值計算的方法研究了不同壁厚、不同罩材的藥型罩對桿射流成型效果及桿流對充液防護結構毀傷效果的影響,得到了有利于侵徹多層充液防護結構的藥型罩壁厚范圍和材料。
3967 1
CAE聯盟新聞 ??? 4年前
Moldex3D模流分析之雙向型芯偏移和模座變形分析 
(Mold Deformation Analysis)計算參數的模座變形 (Mold Deformation) 界面。
2360
Moldex3D 中國 ??? 2年前
DEFORM Data Analytics數據分析工具案例應用 
DEFORM專題4講3月29日-4月1日 2022年3月29日-4月1日,安世亞太大咖慧推出DEFORM工藝仿真專題培訓,內容包含:成形加工工藝DOE/OPT優化及數據分析、擠型工藝仿真及模具壽命分析、金屬表面處理工藝、密封及緊固件制造、安裝工藝仿真等技術。
2466
安世亞太 ??? 4年前
中國石化攜手寧德時代,投營首座“光伏充檢”加能站! 
該站通過功能提升成為集加油、充電、光伏發電、易捷服務、洗車、“愛心驛站”于一體的“綜合加能服務站”,實現了由傳統型向智慧型、綠色低碳及綜合加能轉型發展。
2288
能源阿陽 ??? 3年前
ProCAST重力砂型鑄造仿真案例操作 
b設置材料屬性,鑄件設置為Alloy,材料選擇鋁合金,初始充型為0,初始溫度為720攝氏度,砂箱的材料為Green Sand,初始充型為100,初始溫度為25攝氏度,應為都不需要進行應力計算,所以設置為剛體減小運算量。C設置換熱系數,由于鑄件和砂箱的材料不一致,設置換熱類型為COINC,換熱系數500.
4253 27 12
工科小師妹 ??? 1年前
基于Z型微熱管陣列的頂部液冷熱管理系統實驗研究 
相比之下,基于Z型MHPA的TLC TMS可保證模組最高溫度低于55℃,3C充放電倍率下電池與模組液面溫差可控制在4℃以下。基于Z型MHPA的TLC TMS不僅能有效延緩高充放電倍率下電池的溫升,還能顯著降低溫差;其熱管理性能明顯優于底部液冷TMS。
4003 4 1
熱管理博覽會 ??? 2年前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
1.2 充型流動過程模擬分析 下環鑄造工藝參數如表2所示,模擬時采用相同的參數進行計算。 模擬時,需要對鑄件進行劃分,為了保證模擬精度與充型流動的準確性,網格尺寸至少需要小于最薄壁厚的二分之一,此處取 12 mm 圖2是下環鑄鋼件的充型流動圖,整體過程呈現一種由下而上的充型模式,并且充型過程比較平穩。
4278 1
雙螺桿泵 ??? 2年前
DEFORM二次開發編譯工具最新介紹 
案例二:在Windows 10、i7-11700KF CPU環境下,三種算例均采用 MUMPS 求解器 圖4 FEM引擎計算效率對比 由上圖可知:1)碾環—20K, 60K六面體網格,計算速度提高了50 ~ 70%;2)ALE型軋—20K, 200K 六面體網格,計算速度提高了20 ~ 60%;3)自由鍛—200K, 600K 四面體網格,計算速度提高了15
3291 2 5
安世亞太 ??? 3年前
DEFORM旋轉加工成形仿真技術 
在旋轉加工成形方面,包括了環軋、型軋、旋壓、旋鍛等,將復雜工藝流程界面化管理,輸入對應的工藝參數即可快速完成模擬設置。擺碾、輥鍛等其它工藝同樣可向導流程化設置。
2757
安世亞太 ??? 3年前
消失模鑄造氣孔缺陷解決方法
(2)型、芯未充分烘干,透氣性差,通氣不良,含水分和發氣物質過多,涂料未烘干或含發氣成分過多,冷鐵、芯撐有銹斑、油污或未烘干,金屬型排氣不良,在鑄件中形成侵入氣孔。(3)澆注系統不合理,澆注和充型速度過快,金屬型排氣不良,使金屬液在澆注和充型過程中產生紊流、渦流或斷流而卷入氣體,在鑄件中形成卷入性氣孔。
2677
鑄造工程師 ??? 3年前
塑料結構形態對制品質量有怎樣的影響? 
聚合物按其超分子超分子結構可分為結晶型和非結晶型,結晶型聚合物的分子鏈呈有規則的排列,而非結晶型聚合物的分子鏈呈不規則的無定型排列。不同形態表現出不同的工藝特性和物理機械性能。一般,結晶型聚合物比非結晶型具有較高的耐熱性能和機械性能。
2349
Im智能注塑 ??? 3年前
新能源汽車的電池管理系統里,最核心的技術的是什么? 
電池管理系統主程序流程圖電池管理系統的結構類型從結構上,電池管理系統分為三種:集中型、分散型 、集成型1)分散型:電池管理由多個管理模塊組成,它們分別負責采集電池組的數據,并監控電池狀態和處理電池數據,最終將計算結果及控制命令通過CAN總線發送給整車控制器,不設立主控板,有多少個電池單元就有多少管理模塊。
2100 2
EV汽車邦 ??? 3年前
最新 | DEFORM V12-13+新功能簡介 
1.10 ALE法旋壓成形工藝 DEFORM最早期版本的旋壓采用Lagrange算法進行模擬計算,后期版本推出ALE算法解決傳統Lagrange算法引起的單元大變形及大量耗時問題。ALE算法可用于拉伸旋壓、筒型件強力旋壓的成形。新增算法中,對于復雜旋壓型面如鋁輪轂旋壓成形則采用全六面體單元,旋輪與輪轂計算接觸,在非接觸區域則采用梁單元算法大大降低全局接觸搜索時間。
5807 1 1
安世亞太 ??? 3年前
離心鑄造工藝講解 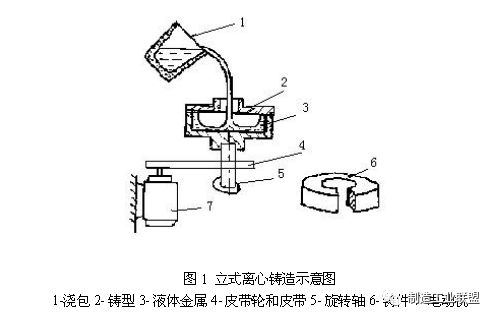
澆注溫度:離心鑄件大多為管狀、套狀、環狀件,金屬液充型時遇到的阻力較小,又有離心壓力或離心力加強金屬液的充型能力,故離心鑄造時的澆注溫度可較重力澆注時低5~10°C。 鑄型轉速:是離心鑄造時的重要工藝因素,不同的鑄件,不同的鑄造工藝,鑄件成形時的鑄型轉速也不同。
5704 4
鑄造工程師 ??? 2年前
凸緣鍛件模具設計及工藝優化 
本文以容器凸緣件為例,設計鍛造凸緣的模具,同時利用Deform-3D 軟件對凸緣件進行了模擬,并對毛坯形狀進行了優化。模具設計 圖1 為凸緣件,此種凸緣件縱深較長(98mm),最薄處6.6mm,成形難度較大。本次采用開式鍛造,圖2 為設計的模具,周圍有一周飛邊,主要保證充型的飽滿。加工余量為3mm,模鍛斜度為7°。
2637 1 1
FMMM ??? 4年前
儲能13個應用場景詳解 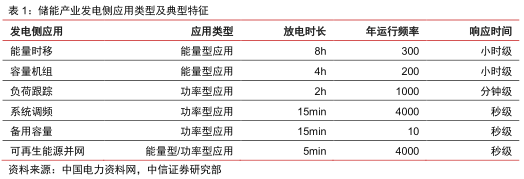
但是系統調頻是典型的功率型應用,其要求在較短時間內進行快速的充放電,采用電化學儲能時需要有較大的充放電倍率,因此會減少一些類型電池的壽命,從而影響其經濟性。
4589 1 1
能源阿陽 ??? 2年前
注塑機這5種調機技巧你是否掌握了??---1
這樣就可看清熔膠的全部充型過程,看到缺陷是如何產生的,又是何時產生的。當我們設計出某個射膠工藝時,射膠過程實際是否按照設想的要求去完成,起級點位置設得對不對等等一系列問題,都希望能夠看道。 透明注射模具模型 其實,要想直接看得到熔膠充型過程沒有高科技設備是不可能的。但是間接的方法卻有一個。
2674 1
PA尼龍塑料注塑模具高分子聚 ??? 3年前
【制造工藝】一文全懂鑄造工藝,竟然還分這么多類型 
工藝流程: 技術特點: 1、澆注時的壓力和速度可以調節,故可適用于各種不同鑄型(如金屬型、砂型等),鑄造各種合金及各種大小的鑄件; 2、采用底注式充型,金屬液充型平穩,無飛濺現象,可避免卷入氣體及對型壁和型芯的沖刷,提高了鑄件的合格率; 3、鑄件在壓力下結晶,鑄件組織致密、輪廓清晰、表面光潔,力學性能較高,對于大薄壁件的鑄造尤為有利
2870 1
機械工程師 ??? 4年前
20條/頁 
 16
16 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
