



abaqus切削仿真(切屑調試不求人) 

本課程結合上節課所講的 'abaqus切削仿真鉆削' 教程一起學習效果更佳!如果你始終做不出切屑,沒有方向的去調試,那就快來學習吧!!需要INP和CAE文件請評論區留郵箱!本課程不再贅述模擬過程,重點是如何控制切屑 (影響切屑形成的六大因素)。解決做不出切屑的難題,以及如何誘導想要的切屑狀態。
2017 1 87
一攬芳華i ??? 5年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
此鏡片的屈光率為-3.00D,並能在距透鏡40公分處匯聚光線,形成適宜的閱讀距離。鏡片的基本曲線則是+28D。任何嘗試控制畸變的設計都將產生十分陡峭的基本曲線。因此很明顯的,對於一個已知屈光率的鏡片,在不參考任何配戴者或使用環境等相關條件的情況下,我們無法製造出擁有最佳成像品質的光學設計。
2212
w**elab86_Swsp ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
按刀齒和銑刀的軸線的相對位置可分為圓柱形銑刀、角度銑刀、面銑刀、成形銑刀等。按刀齒形狀可分為直齒銑刀、螺旋齒銑刀、角形齒銑刀曲線齒銑刀。按刀具結構可分為整體銑刀、組合銑刀、成組或成套銑刀、鑲齒銑刀、機夾焊接銑刀、可轉位銑刀等。但通常還是以切削刀齒背加工形式來分。
2482 1 1
數控編程網 ??? 3年前
切削仿真碎屑如何設置?
切削/沖裁過程中除了切下的較大的切屑,還有很多尺寸小的碎屑,也就是我想要了解的內容。如圖,在我做的切削仿真中,大的切屑能正常產生,但是沒有掉落的或者飛出脫離基體的小碎屑。
2872 1 4
zsm_8073 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
按刀齒和銑刀的軸線的相對位置可分為圓柱形銑刀、角度銑刀、面銑刀、成形銑刀等。按刀齒形狀可分為直齒銑刀、螺旋齒銑刀、角形齒銑刀曲線齒銑刀。按刀具結構可分為整體銑刀、組合銑刀、成組或成套銑刀、鑲齒銑刀、機夾焊接銑刀、可轉位銑刀等。但通常還是以切削刀齒背加工形式來分。
2028
數控編程網 ??? 3年前
金屬切削過程宏觀和微觀尺度有限元仿真進展 
有限元仿真模型的可靠性和有效性很大程度取決于仿真方法、本構模型、摩擦模型和損傷模型對網格單元、材料的動態力學行為、刀具-切屑-工件接觸過程和切屑的形成機制描述的準確性。建立更符合真實切削情況的有限元仿真模型,可以為優化切削過程變量和工藝參數提供參考。因此,針對不同材料和加工方式,對宏觀和微觀過程變量和材料去除機制預測的有限元仿真進展進行了綜述,如圖1所示。
5689 7 1
小白Johnny ??? 2年前
Abaqus三維切削案例教學 
1、 引言本教學聚焦于金屬切削加工領域,通過 Abaqus 有限元分析軟件開展三維切削過程仿真建模實踐教學。
4358 17 7
Abaqus_JUN ??? 11月前
使用ABAQUS顯示動力學進行切削仿真時,應力分布未在切削層表面,請教問題出在哪里?
大佬們,請教一個問題:我用顯示動力學做切削仿真,結果應力云圖分布很奇怪,應力原本應該分布在切削層表面才合理。沒能找到錯誤的原因,請大佬指點指點,謝謝了。
2885 1 2
Quanstasy ??? 3年前
3D 復合材料正交切削仿真 形成不了那種卷起來的切屑 是因為什么呀?
如圖,直接就斷裂掉了 沒辦法卷起來,但實際的加工過程中是可以卷起來 形成卷狀的切屑的,另外鋸齒狀的也看不出來
2567 1 2
H_6698 ??? 3年前
航空發動機渦輪盤用拉刀刃口優化仿真 
除了切削刃半徑大小因素外,切屑形成、材料變形和應力分布還受未變形切屑厚度與切削刃半徑之比的影響[9]。當兩者比值降低至最小未變形切屑厚度以下,則主剪切區域會消失。綜上所述,減小刀具刃口半徑有利于降低切削溫度,減小切削力,降低切削應力。但當刀具鈍圓半徑為5μm時,后刀面上的米塞斯應力范圍最廣,且最大應力超過2500MPa。
4367 2 2
NASA航天愛好者 ??? 2年前
望“屑”診斷加工,這才是高手! 
以上是四種典型的切屑,但加工現場獲得的切屑,其形狀是多種多樣的。在現代切削加工中,切削速度與金屬切除率達到了很高的水平,切削條件很惡劣,常常產生大量“不可接受”的切屑。 切削加工中采取適當的措施來控制切屑的卷曲、流出與折斷,使形成“可接受”的良好屑形。實際加工中應用最廣的切屑控制方法是在前刀面上磨制出斷屑槽或使用壓塊式斷屑器。
2322
數控編程教學 ??? 4年前
不銹鋼材料加工難點分析
2.鉸孔加工 1)刀具幾何參數設計 不銹鋼材料的鉸削加工大部分使用硬質合金鉸刀。鉸刀的結構和幾何參數與普通鉸刀有所不同。為增強刀齒強度并防止鉸削時產生切屑堵塞現象,鉸刀齒數一般比較少。
2276
數控編程網 ??? 3年前
不銹鋼材料加工難點分析
而采用常用的W18Cr4V普通標準高速鋼鉆頭鉆孔時,由于存在頂角較小、切屑太寬而不能及時排出孔外、切削液不能及時冷卻鉆頭等缺點,再加上不銹鋼材料導熱性差,造成集中在刀刃上的切削溫度升高,容易導致兩個后刀面和主刃燒傷及崩刃,使鉆頭的使用壽命降低。
2246
數控編程網 ??? 3年前
基于DEFORM-3D對300M切削燒傷進行分析及加工過程改善 附DEFORM3D_v10.2下載 
由于切削時切削力大,切削熱高,刀具與切屑的直接摩擦加劇,所以導致刀具材料與工件材料產生親和作用,加上材料硬質點的存在和嚴重的加工硬化現象,刀具在切削過程中易產生黏結磨損、擴散磨損、磨料磨損和溝紋磨損,使刀具喪失切削的能力。切削時的切屑為帶狀的纏繞屑,既不安全,又影響切削過程的順利進行,也不便于處理。在加工中容易產生熱變形,因而一些精密尺寸和形狀不易保證。
3270 1 1
你是我的神 ??? 4年前
ABAQUS切削鈦合金鋸齒形切屑模擬仿真 
采用傳統的J-C本構模型構建二維車削有限元模型
360
XianDan ??? 1年前
機械加工基本常識,不懂你就OUT了! 
使用切削液能將切屑迅速沖走,是切削順利進行。 2)種類:常用切削液有兩大類 乳化液:主要起冷卻作用,乳化液是把乳化油用15~20倍的水稀釋而成,這類切削液的比熱大,粘度小,流動性好,可以吸收大量的熱,使用這類切削液主要是為了冷卻刀具和工件,提高刀具壽命,減少熱變形。乳化液中含水較多,潤滑和防銹功能較差。
1864 1
UG編程模具設計實戰 ??? 4年前
都說鏜孔難,鏜孔為什么難? 
刀片的后刀面磨損(VB)將改變刀具相對孔壁的后角,并且,這還可能會成為影響加工過程切削作用的根源。5、切屑的有效排出:內孔車削加工中,排屑對于加工效果和安全性能的影響也非常重要,特別是在加工深孔和盲孔時尤為如此。較短的螺旋屑是內孔車削較理想的切屑,該類型切屑比較容易被排出,并且在切屑折斷時不會對切削刃造成大的壓力。
2593 1
數控編程網 ??? 3年前
機械加工基本常識,不懂可不好干! 
使用切削液能將切屑迅速沖走,是切削順利進行。 2)種類:常用切削液有兩大類 乳化液:主要起冷卻作用,乳化液是把乳化油用15~20倍的水稀釋而成,這類切削液的比熱大,粘度小,流動性好,可以吸收大量的熱,使用這類切削液主要是為了冷卻刀具和工件,提高刀具壽命,減少熱變形。乳化液中含水較多,潤滑和防銹功能較差。
2021
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
使用切削液能將切屑迅速沖走,是切削順利進行。 2)種類:常用切削液有兩大類 乳化液:主要起冷卻作用,乳化液是把乳化油用15~20倍的水稀釋而成,這類切削液的比熱大,粘度小,流動性好,可以吸收大量的熱,使用這類切削液主要是為了冷卻刀具和工件,提高刀具壽命,減少熱變形。乳化液中含水較多,潤滑和防銹功能較差。
1920
模具設計UG編程教學 ??? 4年前
使用Abaqus仿真刨床切削加工 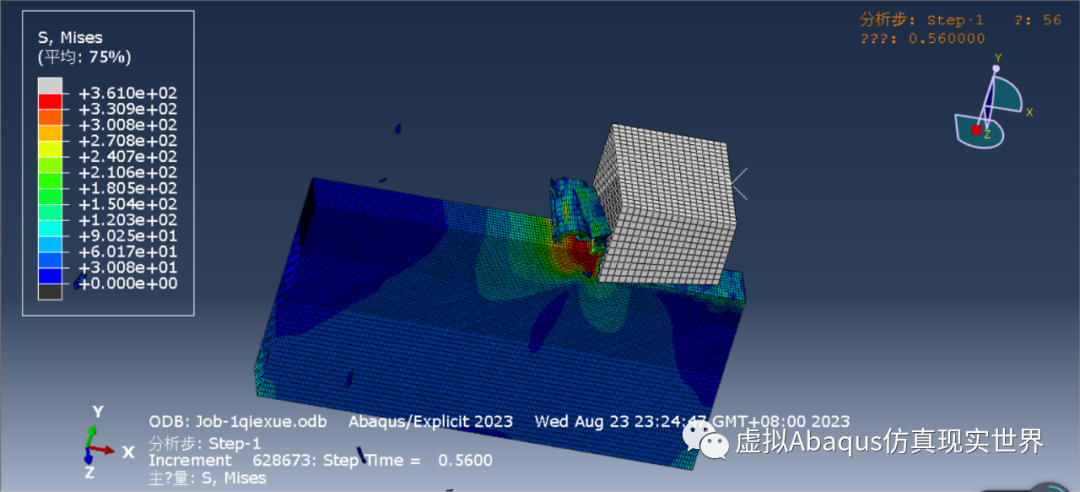
,并將這部分網格創建出一個結點集。
3157 1
CAEer吳皓 ??? 2年前
20條/頁 
 212
212 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
