



【工藝知識】傳統(tǒng)鉆削與螺旋銑孔加工工藝,它們有什么區(qū)別? 
作為一種新型孔加工方式,螺旋銑孔技術(shù)具有切削過程平穩(wěn)、刀具承受切削力小和一次加工即可滿足精度要求的優(yōu)點。該技術(shù)已成為國內(nèi)外材料加工研究的熱點和難點之一。那么,傳統(tǒng)鉆削與螺旋銑孔加工工藝有什么不同呢?
2303
機械工程師 ??? 4年前
大型船舶螺旋槳生產(chǎn)技術(shù)再突破!螺旋槳關(guān)鍵工序數(shù)控加工 
在五軸聯(lián)動加工時,旋轉(zhuǎn)軸不斷變化,隨著球頭銑刀加工曲面的切削點不停變換,刀具的受力點和受力方向也在不停地變化,造成許多非線性誤差,切削精度亦隨之下降。3)奇異性問題。所謂的奇異性是指曲面在造型過程中若存在不易覺察的小坑小洼,且奇異點正好處于旋轉(zhuǎn)軸極限位置,則在奇異點附近產(chǎn)生的微小振蕩會導(dǎo)致旋轉(zhuǎn)軸180°翻轉(zhuǎn),這種情況相當(dāng)危險。
3236 1
海工 ??? 4年前
刀具銷售很少知道的立銑刀原理 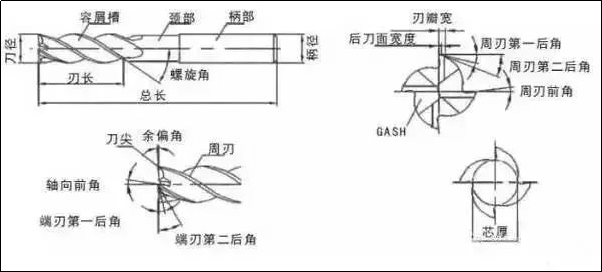
螺旋角的選擇:不銹鋼是熱傳導(dǎo)率低的難切削材料,對刀尖的影響大,使用大螺旋角的立銑刀有利刀具壽命延長。高硬度材料隨著硬度的增加,切削抗力增大,宜選用大螺旋角的立銑刀。對于薄板加工等工件剛性低的情況,宜采用小螺旋角的立銑刀。芯厚芯厚是決定立銑刀剛性與容屑槽的重要因素。整體立銑刀的芯厚一般為外徑的60%。
2060
數(shù)控編程網(wǎng) ??? 3年前
一顆小小的絲錐竟然包含這么多信息…… 
比如加工不銹鋼材料會選用旋角較小的螺旋槽,應(yīng)對不銹鋼又硬又粘的加工特性,以便于進行持久的切削和盲孔類攻絲的排屑。
2023
機械學(xué)霸 ??? 4年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
按刀齒形狀可分為直齒銑刀、螺旋齒銑刀、角形齒銑刀曲線齒銑刀。按刀具結(jié)構(gòu)可分為整體銑刀、組合銑刀、成組或成套銑刀、鑲齒銑刀、機夾焊接銑刀、可轉(zhuǎn)位銑刀等。但通常還是以切削刀齒背加工形式來分。尖齒銑刀可分為下列種類:(1)面銑刀 有整體面銑刀、鑲齒面銑刀、機夾可轉(zhuǎn)位面銑刀等,用于粗、半精、精加工各種平面、臺階面等。
2475 1 1
數(shù)控編程網(wǎng) ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
或者,可以用CAM軟件生產(chǎn)螺旋下刀程序。
2252
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
【米思米機械設(shè)備知識分享】- 立銑刀和端銑刀種類區(qū)別有哪些 
立銑刀的圓柱表面和端面上都有切削刃,圓柱表面的切削刃為主切削刃,端面上的切削刀為副切削刃。主切削刃一般為螺旋齒,這樣可以增加切削平穩(wěn)性,提高加工精度。用于加工溝槽和臺階面等,刀齒在圓周和端面上,工作時不能沿軸向進給。 當(dāng)立銑刀上有通過中心的端齒時可軸向進給,端面刃主要用來加工與側(cè)面相垂直的底平面立銑刀用于加工溝槽和臺階面等,刀齒在圓周和端面上,工作時不能沿軸向進給。
2238
MISUMI米 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
按刀齒形狀可分為直齒銑刀、螺旋齒銑刀、角形齒銑刀曲線齒銑刀。按刀具結(jié)構(gòu)可分為整體銑刀、組合銑刀、成組或成套銑刀、鑲齒銑刀、機夾焊接銑刀、可轉(zhuǎn)位銑刀等。但通常還是以切削刀齒背加工形式來分。尖齒銑刀可分為下列種類:(1)面銑刀 有整體面銑刀、鑲齒面銑刀、機夾可轉(zhuǎn)位面銑刀等,用于粗、半精、精加工各種平面、臺階面等。
2028
數(shù)控編程網(wǎng) ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
切削厚度是選擇后角的重要條件。粗銑時,由于進給量大,切削負荷重,發(fā)熱量大,要求刀具散熱條件好,因此,后角應(yīng)選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應(yīng)選擇大一些。 ③螺旋角:為使銑削平穩(wěn),降低銑削力,螺旋角應(yīng)盡可能選擇大一些。 ④主偏角:適當(dāng)減小主偏角可以改善散熱條件,使加工區(qū)的平均溫度下降。 2)改善刀具結(jié)構(gòu)。
2503
模具設(shè)計UG編程教學(xué) ??? 3年前
【加工工藝】普通車床如何挑出矩形螺紋? 
矩形螺紋精確制造較為困難,螺旋副磨損后的間隙難以補償或修復(fù)。身邊最近的例子就是臺虎鉗的螺紋。需要整天擰緊、松開,緊固時要求很大的力。閥門水管之類的螺紋無論大小(小的是水管龍頭),都是矩形螺紋,僅是尺寸略有不同而己。千斤頂和螺旋沖壓機等也是使用這樣的螺紋。
2727
機械工程師 ??? 4年前
Comsol建立鋸齒螺旋面形狀 
image_process=/format,webp/quality,q_40/resize,w_760" data-initial-src="https://img.jishulink.com/upload/202010/4591dce9213d4a2ca7e8b227969f1f20.gif"></p><p>今天卷筆刀削鉛筆時候,發(fā)現(xiàn)筆屑呈現(xiàn)螺旋面形狀。
3823 96 9
琳泓comsol ??? 5年前
【加工工藝】普通車床如何挑出矩形螺紋? 
矩形螺紋精確制造較為困難,螺旋副磨損后的間隙難以補償或修復(fù)。身邊最近的例子就是臺虎鉗的螺紋。需要整天擰緊、松開,緊固時要求很大的力。閥門水管之類的螺紋無論大小(小的是水管龍頭),都是矩形螺紋,僅是尺寸略有不同而己。千斤頂和螺旋沖壓機等也是使用這樣的螺紋。
2672
機械工程師 ??? 3年前
普通車床如何挑出矩形螺紋? 
矩形螺紋精確制造較為困難,螺旋副磨損后的間隙難以補償或修復(fù)。身邊最近的例子就是臺虎鉗的螺紋。需要整天擰緊、松開,緊固時要求很大的力。閥門水管之類的螺紋無論大小(小的是水管龍頭),都是矩形螺紋,僅是尺寸略有不同而己。千斤頂和螺旋沖壓機等也是使用這樣的螺紋。
3064
數(shù)控編程教學(xué) ??? 4年前
CNC加工振動問題的原因和對策
4)提高每齒進給 5)使用輕快切削刀片槽型 6)減小軸向切深af 7)在精加工中采用逆銑 8)使用超過尺寸銑刀和采用Coromant Capto?接口的接桿9)對于整體硬質(zhì)合金立銑刀和可換頭銑刀,嘗試使用齒數(shù)更少和/或螺旋角更大的銑刀使用剛性差的主軸銑削方肩 1)選擇盡可能小直徑的銑刀 2)選擇具有鋒利切削刃的輕快切削銑刀和刀片
2013
數(shù)控編程教學(xué) ??? 4年前
ZEMAX技術(shù)分享:確保自由曲面設(shè)計的可制造性 
更準確地說,刀具在表面上產(chǎn)生螺旋軌跡,但螺旋的步長非常小,在大多數(shù)情況下,可以將刀具軌跡視為一系列圓圈。對于旋轉(zhuǎn)對稱鏡片,弧矢斜率剛好為零。 圖 2. 子午和弧矢斜率,黃線表示沿哪個方向測量斜率 有時,從加工的角度來看,將工件放置在平臺的旋轉(zhuǎn)軸之外而不是沿軸放置是合理的,這樣刀具在工件上的軌跡看起來幾乎是直線。
2635
w**elab86_Swsp ??? 2年前
都說鏜孔難,鏜孔為什么難? 
刀片的后刀面磨損(VB)將改變刀具相對孔壁的后角,并且,這還可能會成為影響加工過程切削作用的根源。5、切屑的有效排出:內(nèi)孔車削加工中,排屑對于加工效果和安全性能的影響也非常重要,特別是在加工深孔和盲孔時尤為如此。較短的螺旋屑是內(nèi)孔車削較理想的切屑,該類型切屑比較容易被排出,并且在切屑折斷時不會對切削刃造成大的壓力。
2590 1
數(shù)控編程網(wǎng) ??? 3年前
Ansys Zemax | 確保自由曲面設(shè)計的可制造性 
更準確地說,刀具在表面上產(chǎn)生螺旋軌跡,但螺旋的步長非常小,在大多數(shù)情況下,可以將刀具軌跡視為一系列圓圈。對于旋轉(zhuǎn)對稱鏡片,弧矢斜率剛好為零。圖 2. 子午和弧矢斜率,黃線表示沿哪個方向測量斜率有時,從加工的角度來看,將工件放置在平臺的旋轉(zhuǎn)軸之外而不是沿軸放置是合理的,這樣刀具在工件上的軌跡看起來幾乎是直線。
2501
宇熠科技 ??? 8月前
Ansys Zemax | 確保自由曲面設(shè)計的可制造性 
更準確地說,刀具在表面上產(chǎn)生螺旋軌跡,但螺旋的步長非常小,在大多數(shù)情況下,可以將刀具軌跡視為一系列圓圈。對于旋轉(zhuǎn)對稱鏡片,弧矢斜率剛好為零。 圖 2. 子午和弧矢斜率,黃線表示沿哪個方向測量斜率 有時,從加工的角度來看,將工件放置在平臺的旋轉(zhuǎn)軸之外而不是沿軸放置是合理的,這樣刀具在工件上的軌跡看起來幾乎是直線。
2620 8 4
宇熠科技 ??? 2年前
都說鏜孔難,鏜孔為什么難? 
較短的螺旋屑是內(nèi)孔車削較理想的切屑,該類型切屑比較容易被排出,并且在切屑折斷時不會對切削刃造成大的壓力。 加工時切屑過短,斷屑作用過于強烈,會消耗更高的機床功率,并且會有加大振動的趨勢。而切屑過長會使排屑更困難,離心力將切屑壓向孔壁,殘留的切屑被擠壓到已加工工件表面,就會出現(xiàn)切屑堵塞的風(fēng)險進而損壞刀具。因此,進行內(nèi)孔車削時,推薦使用帶內(nèi)冷的刀具。
2345
數(shù)控編程教學(xué) ??? 3年前
【行業(yè)知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
另外要看鉆頭尖部切削刃處,全磨制鉆頭的刃開的很好,螺旋面符合要求,而質(zhì)量差的在后角面處的質(zhì)量是很差的。 鉆孔精度 選擇好了鉆頭,我們再來看看鉆孔精度。
2646
機械工程師 ??? 4年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
