



精密醫療器械零配件怎樣去毛刺氧化皮鏡面研磨拋光 
牙科醫療器械工作尖拋光前的狀態 材質:不銹鋼外觀:表面有氧化皮及毛刺外形:尖針異形尺寸:D4*45 MM拋光前工序: 退火拋光后工序: 成品包裝2. 研磨拋光需求:去毛刺、除氧化皮。表面光滑,無毛刺、氧化皮,鏡面光澤。3.
2481
jerrylu ??? 2年前
投影式光固化生物3D打印應用:血管與血管化 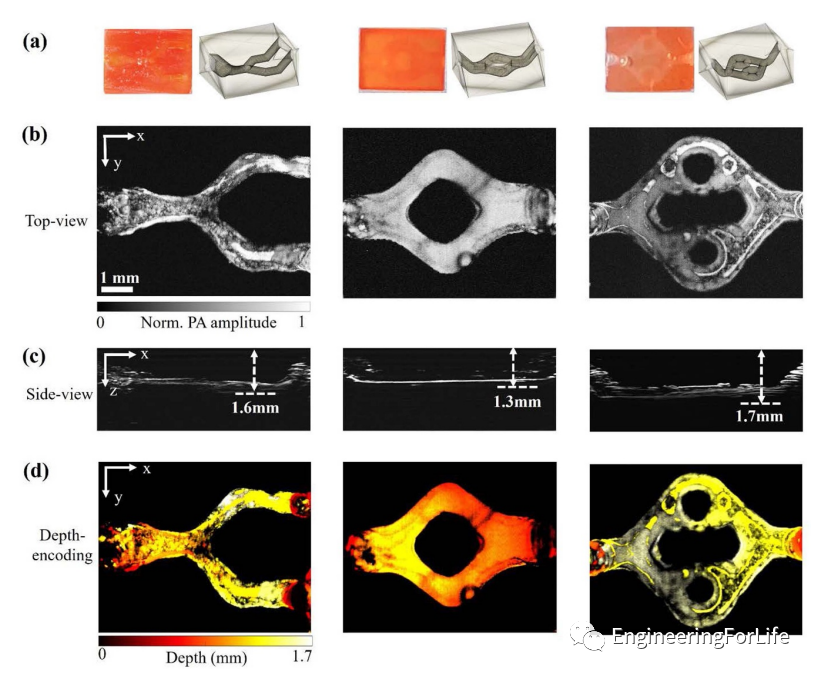
《Science Advances》:基于投影式光固化三維打印技術構建用于骨再生的哈弗斯類支架(2020) 該研究通過基于投影式光固化的三維打印技術,成功地制備了具有完整層次化哈弗斯骨結構的仿生骨支架,并且通過改變哈弗仿骨結構的參數,達到更好地控制支架的抗壓強度和孔隙率的目的。
3179
南極熊3D打印 ??? 3年前
注塑人注意了:常用塑膠產品的缺陷及識別你都了解嗎 
常發生在①離膠口最邊的地方;②又細又長的骨位。2.縮水:因產品收縮導致素材表面有凹痕,不平整,對光看顯示波浪狀,常發生在①產品厚度不均的地方;②膠厚部位;③柱位,骨位。3.披鋒:產品邊緣多出一塊很薄的皮,常發生在①分模面;②模具活動芯位;③頂針位,柱位,孔位,扣位。
2928
UG模具設計材料 ??? 4年前
不銹鋼精密牙科醫療器械零部件鏡面研磨拋光工藝技術方法 
牙科醫療器械工作尖拋光前的狀態 材質:不銹鋼外觀:表面有氧化皮及毛刺外形:尖針異形尺寸:D4*45 MM拋光前工序: 退火拋光后工序: 成品包裝2. 研磨拋光需求:去毛刺、除氧化皮。表面光滑,無毛刺、氧化皮,鏡面光澤。3.
2502
jerrylu ??? 2年前
機械技術要求大全,機械人必備! 
鑄件上的型砂、芯砂和芯骨應清除干凈。7. 鑄件有傾斜的部位、其尺寸公差帶應沿傾斜面對稱配置。8. 鑄件上的型砂、芯砂、芯骨、多肉、粘沙等應鏟磨平整,清理干凈。9. 對錯型、凸臺鑄偏等應予以修正,達到圓滑過渡,一保證外觀質量。10. 鑄件非加工表面的皺褶,深度小于2mm,間距應大于100mm。11.
2535 1
機械設計師 ??? 4年前
機械圖紙技術要求大全,記得收藏! 
鑄件上的型砂、芯砂和芯骨應清除干凈。7. 鑄件有傾斜的部位、其尺寸公差帶應沿傾斜面對稱配置。8. 鑄件上的型砂、芯砂、芯骨、多肉、粘沙等應鏟磨平整,清理干凈。9. 對錯型、凸臺鑄偏等應予以修正,達到圓滑過渡,一保證外觀質量。10. 鑄件非加工表面的皺褶,深度小于2mm,間距應大于100mm。11.
2399 1
機械加工網 ??? 4年前
機械圖紙技術要求大匯總,沒有最全,只有更全! 
6.鑄件上的型砂、芯砂和芯骨應清除干凈。 7.鑄件有傾斜的部位、其尺寸公差帶應沿傾斜面對稱配置。 8.鑄件上的型砂、芯砂、芯骨、多肉、粘沙等應鏟磨平整,清理干凈。 9.對錯型、凸臺鑄偏等應予以修正,達到圓滑過渡,一保證外觀質量。 10.鑄件非加工表面的皺褶,深度小于2mm,間距應大于100mm。
2255 1
機械設計師 ??? 4年前
汽車輕量化材料進程路線及CNF材料技術發展 
鋼皮模型也增強了部件的強度,600~700℃的熔點溫度能使泡沫鋁和鋼皮模型實現可靠粘接。 德國卡曼汽車公司用三明治式復合泡沫鋁材制造的吉雅輕便轎車(Ghiaroadster)的頂蓋板的剛度,比原來的鋼構件大7倍左右,而其質量卻比鋼件輕25%。此外,還有更高的吸收沖擊能與聲能的效果。
3362 8 21
小花女王 ??? 4年前
裝配式建筑研究報告 
新西蘭新建鋼結構建筑按使用頻次最多的體系依次為:防屈曲支撐(BRB)框架、傳統抗彎框架(MRF)、帶有梁端截面削弱(RBS犬骨式)的抗彎框架、帶有可更換耗能梁段的偏心支撐框架(EBFs)、中心支撐框架(CBFS)、常規偏心支撐框架、搖擺鋼框架體系等。
3529
惠怡 ??? 3年前

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
