



鑄造環(huán)節(jié)控制要點(diǎn)匯總:碾砂、造型、熔煉、澆注、清理、檢查 
1.檢驗(yàn)平臺(tái)鑄造碾砂過(guò)程的控制 型砂的性能將直接影響鑄件的質(zhì)量,因此,型砂應(yīng)該具有良好的透氣性,濕強(qiáng)度、流動(dòng)性、可塑性和退讓性等。 濕型砂應(yīng)采用粒度在55/100、75/150、100/200的多角形或圓形的天然石砂,這樣可以獲得較好的表面強(qiáng)度和抗夾砂性。在粘土含量相同時(shí),膨潤(rùn)土比普通粘土的熱濕拉強(qiáng)度高。
2571
鑄造工程師 ??? 4年前
專家實(shí)例講解,高密度造型線的型砂性能管理要點(diǎn) 
①觀察沒(méi)有進(jìn)行拋丸清理的鑄件,每件鑄件40~50%的表面已脫離型砂,露出灰藍(lán)色表面;②砂處理除塵控制分為五檔,當(dāng)時(shí)只開(kāi)在三檔;③原砂短期內(nèi)不會(huì)更換產(chǎn)地;④膨潤(rùn)土加入量為 1.4%,煤粉加入量為 0.4%。綜合以上原因,提如下建議:1.砂處理除塵開(kāi)到最高檔,保持最強(qiáng)的除塵能力;2.膨潤(rùn)土加入量降至~0.9%,煤粉加入量降至不足 0.2%;3.使用50/100原砂。
2066
鑄造工程師 ??? 4年前
實(shí)例講解:鑄造自動(dòng)生產(chǎn)線型砂質(zhì)量控制核心的8項(xiàng)指標(biāo) 
①觀察沒(méi)有進(jìn)行拋丸清理的 鑄件,每件鑄件40~50%的表面已脫離型砂,露出灰藍(lán)色表面; ②砂處理除塵控制分為五檔,當(dāng)時(shí)只開(kāi)在三檔; ③原砂短期內(nèi)不會(huì)更換產(chǎn)地; ④膨潤(rùn)土加入量為 1.4%,煤粉加入量為 0.4%。
2592 1
鑄造工程師 ??? 4年前
澆注工藝對(duì)減少鑄造缺陷有哪些作用 看實(shí)戰(zhàn)案例 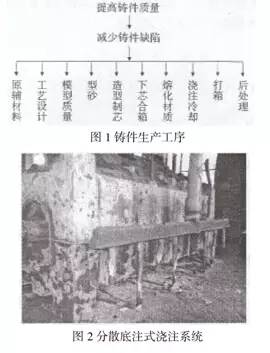
缺點(diǎn):如果充型時(shí)間過(guò)長(zhǎng),金屬液在型腔上升中長(zhǎng)時(shí)間與空氣接觸,表面易生成氧化皮(需快速澆注予以克服);鑄件下部溫度高,不利于補(bǔ)縮(對(duì)灰鑄鐵件影響不大)。
2351 1
鑄造工程師 ??? 3年前
技術(shù)分享:呋喃樹(shù)脂砂鑄造原砂、樹(shù)脂、固化劑的影響分析和選擇 
灰鑄鐵,球墨鑄鐵通常采用的是中氮樹(shù)脂,即要求一定含量的N含量(2%~4%),又要求N含量不要過(guò)高(<5%)。原因是加入N可增加型砂的常溫強(qiáng)度,韌性及潰散性,有利于型砂性能的提高。且?guī)隢的尿素組分價(jià)格便宜,可降低成本。
2825
鑄造工程師 ??? 4年前
澆鑄時(shí)間如何確定?4種鑄件澆注方式對(duì)應(yīng)鑄件類型全面解析 
缺點(diǎn):如果充型時(shí)間過(guò)長(zhǎng),金屬液在型腔上升中長(zhǎng)時(shí)間與空氣接觸,表面易生成氧化皮(需快速澆注予以克服);鑄件下部溫度高,不利于補(bǔ)縮(對(duì)灰鑄鐵件影響不大)。
5035
鑄造工程師 ??? 4年前
鑄鐵精造,T型槽地軌細(xì)而不弱|車間承重優(yōu)選 
好T型槽地軌均采用高強(qiáng)度灰鑄鐵HT200-300或球墨鑄鐵QT600打造,其中灰鑄鐵工作面硬度可達(dá)HB170-240,球墨鑄鐵抗拉強(qiáng)度≥600MPa,從原料源頭保障了地軌的剛性與耐磨性。鑄造過(guò)程中采用砂型鑄造工藝,搭配型砂、粘土砂等好造型材料,經(jīng)過(guò)嚴(yán)格的溫控處理,讓鑄件質(zhì)地致密、無(wú)砂眼、無(wú)裂紋,從根本上杜絕了因材質(zhì)缺陷導(dǎo)致的承重隱患。
1042
威岳15533753786 ??? 27天前
“沙”與“砂”有何區(qū)別?工程人知道嗎? 
天然砂經(jīng)過(guò)水沖,河洗所以手感比較細(xì)膩。天然砂大家都認(rèn)識(shí),那么什么是機(jī)制砂呢? 2、什么是機(jī)制砂? 機(jī)制砂是指通過(guò)制砂機(jī)或其他專用制砂設(shè)備經(jīng)過(guò)多道工序加工后的成品,其特點(diǎn)是成品粒型好,且在作業(yè)過(guò)程中可根據(jù)不同的用料需求,選擇不同的設(shè)備生成各種規(guī)格的機(jī)制砂。
2275 1 1
規(guī)范圖集大全 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質(zhì)量和生產(chǎn)成本及效率 
3.高溫液體金屬被氧化與涂料和鑄型發(fā)生化學(xué)反應(yīng)生成金屬氧化物,對(duì)涂料和型砂都有極強(qiáng)的粘結(jié)性,能夠?qū)?em>型砂牢固粘附在鑄件表面上形成一系列的低熔點(diǎn)化合物〔在鑄件厚壁及轉(zhuǎn)角處等,低熔點(diǎn)物更多,粘砂層更后),造成鑄件粘砂,有時(shí)雖未產(chǎn)生粘砂,但在鑄件表面粘附上一層難以清除的涂料,及產(chǎn)生粘灰。鑄件砂眼:1.鑄型內(nèi)有掉入的砂子。2,涂料強(qiáng)度低,耐火差,經(jīng)不住高溫金屬液體的沖刷,型砂被卷入鑄件。
5646 1
鑄造工程師 ??? 2年前
鑄鐵件出現(xiàn)白口,加工硬度高,該如何解決? 
(2)鑄型傳熱性太強(qiáng)原因造成的硬度大,可采取的措施:提高配砂、碾砂和造型質(zhì)量。同時(shí),為防止鐵水表面氧化造成急冷,加大煤粉的加入量將很有利;如干型砂加3%,濕型砂加5%。針對(duì)鑄件在鑄型中冷卻的時(shí)間過(guò)短的原因,可適當(dāng)延長(zhǎng)鑄件在鑄型中的冷卻時(shí)間;如果已過(guò)早落砂的鑄件,應(yīng)當(dāng)用干砂覆蓋進(jìn)行冷卻;從而降低其硬度。
3874
鑄造工程師 ??? 4年前
箱式T型槽平臺(tái)制造工藝解析:如何保證T型槽定點(diǎn)精度 
材質(zhì)優(yōu)先選用HT200-HT300灰鑄鐵,高精度場(chǎng)景可選用QT600球墨鑄鐵,材質(zhì)進(jìn)場(chǎng)前需檢測(cè)抗拉強(qiáng)度、硬度等參數(shù),確保無(wú)砂孔、氣孔等問(wèn)題,為后續(xù)工藝提供材質(zhì)支撐。圖紙?jiān)O(shè)計(jì)需明確T型槽規(guī)格、槽寬、槽距及定點(diǎn)基準(zhǔn),遵循GB/T158-1996、GB/T22095-2008行業(yè)標(biāo)準(zhǔn),預(yù)留合理的加工余量,避免設(shè)計(jì)偏差影響定點(diǎn)精度。
1390
河北威岳 ??? 3月前
T型槽平臺(tái)加工工藝詳解:從鑄造到精加工的完整流程箱式
T型槽平臺(tái)(箱式)作為機(jī)械裝配、機(jī)床調(diào)試、工裝定點(diǎn)的核心基準(zhǔn)裝備,其加工工藝直接影響精度穩(wěn)定性與使用壽命。箱式結(jié)構(gòu)憑借剛性強(qiáng)、受力均勻的特點(diǎn),廣泛 
材質(zhì)優(yōu)先選用HT200-HT300灰鑄鐵,部分高精度場(chǎng)景可選用QT600球墨鑄鐵,材質(zhì)需經(jīng)過(guò)嚴(yán)格檢驗(yàn),確保無(wú)砂孔、氣孔等問(wèn)題,工作面硬度控制在HB170-240之間,為后續(xù)加工奠定基礎(chǔ)。 ###二、核心工序一:鑄造成型(箱式結(jié)構(gòu)關(guān)鍵) 鑄造是箱式T型槽平臺(tái)的基礎(chǔ)工序,直接決定平臺(tái)的剛性與穩(wěn)定性。
2374
河北威岳 ??? 3月前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
普通砂型鑄造 制造砂型的基本原材料是鑄造砂和型砂粘結(jié)劑。最常用的鑄造砂是硅質(zhì)砂,硅砂的高溫性能不能滿足使用要求時(shí)則使用鋯英砂、鉻鐵礦砂、剛玉砂等特種砂。應(yīng)用最廣的型砂粘結(jié)劑是粘土,也可采用各種干性油或半干性油、水溶性硅酸鹽或磷酸鹽和各種合成樹(shù)脂作型砂粘結(jié)劑。
4428 1
鑄造工程師 ??? 4年前
箱式T型槽平臺(tái)加工流程拆解:關(guān)鍵工序與精度控制方法 
選用HT200-HT300灰鑄鐵,部分高精度場(chǎng)景可選用QT600球墨鑄鐵,按標(biāo)準(zhǔn)配比配料熔煉,采用砂型造型工藝,確保箱式框架與筋板結(jié)構(gòu)成型規(guī)整。精度控制點(diǎn):嚴(yán)控熔煉溫度與澆鑄速度,避免產(chǎn)生砂孔、氣孔等問(wèn)題;澆鑄后自然冷至室溫,防止快冷產(chǎn)生裂紋,成型后清理浮砂與毛刺,修補(bǔ)微小鑄造問(wèn)題。 2.關(guān)鍵工序二:時(shí)效處理(去掉應(yīng)力,穩(wěn)定精度)。
1431
河北威岳 ??? 3月前
車間多面手:精打底T型槽鑄鐵平臺(tái),解鎖三大核心工序 
T 型槽鑄鐵平臺(tái)的加工核心是消除應(yīng)力、嚴(yán)控形位公差、保障槽型適配性,從毛坯到成品歷經(jīng)多道嚴(yán)苛工序,每一步都決定平臺(tái)的穩(wěn)定性與精度持久性。材質(zhì)選用HT200-HT250 高強(qiáng)度灰鑄鐵,原生鐵水成分嚴(yán)格化驗(yàn),拒絕劣質(zhì)回爐料,確保材質(zhì)均勻、阻尼性好、剛性充足。
668
威岳15533753786 ??? 25天前
車間多面手:精打底T型槽鑄鐵平臺(tái),解鎖三大核心工序
T 型槽鑄鐵平臺(tái)的加工核心是消除應(yīng)力、嚴(yán)控形位公差、保障槽型適配性,從毛坯到成品歷經(jīng)多道嚴(yán)苛工序,每一步都決定平臺(tái)的穩(wěn)定性與精度持久性。材質(zhì)選用HT200-HT250 高強(qiáng)度灰鑄鐵,原生鐵水成分嚴(yán)格化驗(yàn),拒絕劣質(zhì)回爐料,確保材質(zhì)均勻、阻尼性好、剛性充足。
754
威岳15533753786 ??? 25天前
T型槽鑄鐵平臺(tái)的硬核秘密全公開(kāi) 
就是T型槽設(shè)計(jì)。這種設(shè)計(jì)將“基準(zhǔn)面+固定”功能合二為一,搭配T型螺栓、壓板等通用配件,可快速實(shí)現(xiàn)不同尺寸、形狀工件的精定位與鎖緊,無(wú)需額外夾具,不僅提升作業(yè)效率,還能避免外部夾具對(duì)工作面的劃傷。耐用的核心,始于根基。T型槽鑄鐵平臺(tái)的“皮實(shí)”,首先源于對(duì)鑄鐵材質(zhì)的嚴(yán)苛篩選——絕非普通鑄鐵,而是優(yōu)選HT200-300高強(qiáng)度灰鑄鐵,部分好款更是采用QT400-600球墨鑄鐵,從源頭筑牢耐用基礎(chǔ)。
851
威岳15533753786 ??? 1月前
知識(shí)篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
(6)涂料層及型砂透氣性的影響:涂層及型砂透氣性越高,越有利于模型熱解產(chǎn)物的排出,減少了形成皺皮傾向,因此,涂層越薄、涂料骨料越粗,型砂粒度越粗,越有利于排氣,減少皺皮出現(xiàn)。(7)負(fù)壓度影響:實(shí)踐證明,隨鑄型負(fù)壓度提高,皺皮缺陷減少或消除。
4893 4 1
鑄造工程師 ??? 2年前
實(shí)用易懂!中錳抗磨球墨鑄鐵件三類常見(jiàn)缺陷原因與防止方法 
加入冰晶石后應(yīng)靜置,有益于上述反應(yīng)充分進(jìn)行4.金屬型需預(yù)熱至200~300℃時(shí)澆注,刷涂料要及時(shí)烤干。濕砂造型時(shí)型砂水分應(yīng)<4%(質(zhì)量分教)5.厚大鑄件澆注應(yīng)采用一快、二慢、三沖。中小件采用一快、二慢的澆注方法 免責(zé)聲明:本文系網(wǎng)絡(luò)轉(zhuǎn)載,版權(quán)歸原作者所有。
2465
鑄造工程師 ??? 4年前
焊接知識(shí):鑄鐵焊接集錦 
圖5.5熱焊補(bǔ)焊區(qū)造型示意圖a) 中間缺陷補(bǔ)焊 b) 邊角缺陷補(bǔ)焊 造型材料可用型砂加水玻璃或黃泥。內(nèi)壁最好放置耐高溫的石墨片(一般用石墨廢電極制成),以防止造型材料受熱熔化或下塌,并應(yīng)在焊前進(jìn)行烘干。 (4)焊接 焊接時(shí),為保持預(yù)熱溫度,縮短高溫工作時(shí)間,要求在最短的時(shí)間內(nèi)焊完,故宜采用大電流、長(zhǎng)弧、連續(xù)焊。
4353 2
金屬加工前沿 ??? 3年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
