



建議收藏!
建議收藏!盡管MES系統是生產部門的一站式解決方案,但每個制造執行功能在每個部門所花費的價值卻有所不同。讓我們來看看。1、操作/詳細排序為了向您的員工提供計劃生產訂單及其生產路徑和執行系統(包括工作卡)的全局視圖,此功能可確保您的整個員工在同一頁面上,并減少由于溝通不暢而導致的錯誤。
1973
Im智能注塑 ??? 3年前
【5/9更新】總結10個CAD常見問題,建議收藏 
這里總結了10個CAD的常見問題,建議收藏~ 一、修改背景顏色 如何修改CAD圖形的背景顏色呢? 修改操作:【OP】-【選項】-選擇【顏色】-點擊【應用并關閉】即可。 二、CAD無法啟動 你的CAD出現:無法定位程序輸入點?
2358 1
技術鄰CAD學習 ??? 4年前
建議收藏!超詳細的IC封裝形式大全 
常見的IC封裝形式大全一覽,歡迎收藏~
2042
電子產品世界 ??? 4年前
3個模具設計實用技巧,快速進行產品結構分析出圖,值得你收藏! 

3個模具設計實用技巧,快速進行產品結構分析出圖,值得你收藏!更多易學好用的模具設計教程,關注私信回復UG即可免費領取,加入千人學習交流群讓你在模具學習路上不孤單,祝大家學有所成,致以所用~
1048
騎豬的豬販子 ??? 5年前
7個方面,幫您解決礦山生態修復熱點問題,建議收藏! 
本文是從大家對礦山修復項目的問題中,收集了7個最典型的,想了解的小伙伴們趕快收藏,不要錯過了!一、生態恢復治理方案需要資質嗎?需要資質。由國土資源管理部門頒發,包括:地質環境危險性評估、地質災害治理設計及工程施工資質,礦山地質環境保護與恢復治理方案為設計資質,一般省、直轄市、自治區國土資源廳辦法乙級、丙級資質,國土資源部頒發甲級資質。
3721 1
地質GIS帝國 ??? 3年前
【6/9更新】全套機械加工工藝大全,收藏! 
這是切削部分的一份培訓教材,機械加工工藝PPT列舉的比較基礎與詳細了,可以收藏起來慢慢看。
1905 1 1
技術鄰CAD學習 ??? 3年前
絲錐和鉆頭的參數對照表,值得收藏! 
絲錐和鉆頭的參數對照表,有需要的社友可以收藏起來了!
2672
數控編程網 ??? 4年前
一文搞懂PLC接線方法和原理,這個要收藏了,電氣老師傅都收藏了! 
今天為大家帶來傳感器與PLC的接線方法,二十張接線圖,是不是超豐厚?快一起來看吧 一、概述 PLC 的數字量輸入接口并不復雜,PLC 為了提高抗干擾能力,輸入接口都采用光電耦合器來隔離輸入信號與內部處理電路的傳輸。因此,輸入端的信號只是驅動光電耦合器的內部 LED 導通,被光電耦合器的光電管接收,即可使外部輸入信號可靠傳輸。
2718
電工電氣一網通 ??? 4年前
機械圖紙技術要求大全,記得收藏! 
機械圖紙技術要求匯總,機械人必備資料,記得收藏
2399 1
機械加工網 ??? 4年前
40個變頻器常見問題,收藏熟記還有啥搞不定的故障? 
應基本收藏在盤內,問題是采用全封閉結構的盤外形尺寸大,占用空間大,成本比較高。其措施有:(1)盤的設計要針對實際裝置所需要的散熱;(2)利用鋁散熱片、翼片冷卻劑等增加冷卻面積;34、變頻器直流電抗器的作用是什么?減小輸入電流的高次諧波干擾,提高輸入電源的功率因數。35、變頻器附件正弦濾波器有什么作用?
2104
電氣圈 ??? 4年前
樁基檢測常見知識點30條,收藏學習! 
本文列舉樁基檢測工作中常見問題,一一解答,必須收藏。壹1.什么情況下,施工前應采用靜載試驗確定單樁豎向抗壓承載力特征值?檢測數量有什么要求?
2445 1
魯班施工 ??? 3年前
超全CAD圖例符號畫法大全,看過的都收藏了 
快收藏吧!
5140 1
化工707 ??? 4年前
電路設計PCB布線知識大全,建議收藏! 
印刷電路板(Printed circuit board,PCB)幾乎會出現在每一種電子設備當中。如果在某樣設備中有電子零件,那么它們也都是鑲在大小各異的PCB上。除了固定各種小零件外,PCB的主要功能是提供上頭各項零件的相互電氣連接。隨著電子設備越來越復雜,需要的零件越來越多,PCB上頭的線路與零件也越來越密集了。標準的PCB長得就像這樣。裸板(上頭沒有零件)也常被稱為「印刷線路板Printed
4392 3 2
電子技術研發 ??? 3年前
這份CAD圖例集,值得你永久收藏! 
線型及其含義:
4221 1 1
閥門圈 ??? 4年前
收藏 | 變壓器保護知識 
變壓器是連續運行的靜止設備,運行比較可靠,故障機會較少。但由于絕大部分變壓器安裝在戶外,并且受到運行時承受負荷的影響以及電力系統短路故障的影響,在運行過程中不可避免的出現各類故障和異常情況。 一、變壓器的常見故障和異常
2137
電力講壇 ??? 3年前
收藏|常見開關電源優缺點對比 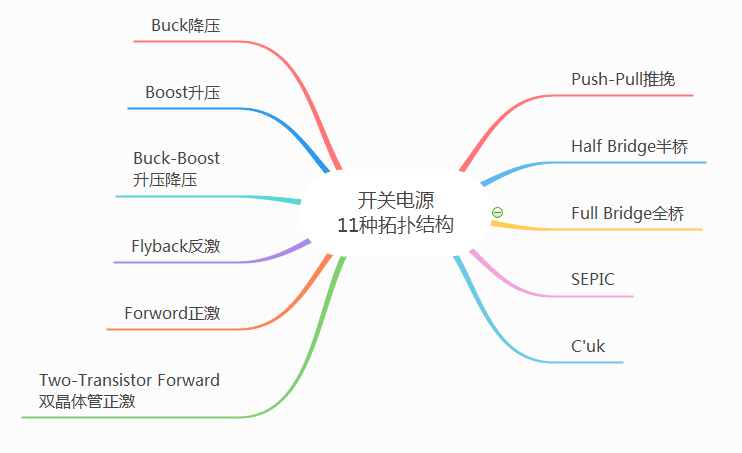
本文主要講述常見的開關電源拓撲結構特點和優缺點對比。常見的拓撲結構,包括Buck降壓、Boost升壓、Buck-Boost降壓-升壓、Flyback反激、Forward正激、Two-Transistor Forward雙晶體管正激等。常見的基本拓撲結構一、基本的脈沖寬度調制波形這些拓撲結構都與開關式電路有關。基本的脈沖寬度調制波形定義如下
2286
電子產品世界 ??? 3年前
電氣二次回路看圖口訣,值得收藏! 
二次回路主要是指對一次設備的工況進行監測、控制、調節、保護的二次設備,按照一定的要求連接在一起構成電路,稱之為二次回路。描述二次回路的圖紙稱為二次回路圖。二次回路一般包括:控制回路、信號回路、測量回路、自動裝置回路等。由于二次回路圖的邏輯性很強,并且是按一定規律繪制,故看圖時要抓住此規律才能比較容易看懂??磮D的要領可歸納為下述的順口溜
2123
電力講壇 ??? 3年前
20個電氣元件選型口訣,果斷收藏!
Part.1已知三相電動機容量,求其額定電流口訣:容量除以千伏數,商乘系數點七六。三相二百二電機,千瓦三點五安培。常用三百八電機,一個千瓦兩安培。低壓六百六電機,千瓦一點二安培。高壓三千伏電機,四個千瓦一安培。高壓六千伏電機,八個千瓦一安培。容量大一點的減一點,小一點的加一點精確計算電流
2473 4 2
電氣分享社區 ??? 3年前
磨床車間師傅整理的筆記,推薦收藏 
一、影響磨床加工表面粗糙度的因素及其改善措施
1. 與磨削砂輪有關的因素
主要是砂輪的粒度、硬度以及對砂輪的修整等。
砂輪的粒度越細,則砂輪單位面積上的磨粒數越多,磨削表面的刻痕越細,表面粗糙度值越小。但粒度過細,砂輪易堵塞,使表面粗糙度值增大,同時還易產生波紋和引起燒傷。
砂輪的硬度是指磨粒受磨削力后從砂輪上脫落的難易程度。砂輪太硬,磨粒磨損后還不能脫落,使工件表面受到強烈的摩擦和擠壓,增加了塑性變形,表面粗糙度值增大,同時還容易引起燒傷;砂輪太軟,磨粒易脫落,磨削作用減弱,也會增大表面粗糙度值,所以要選合適的砂輪硬度。
砂輪的修整質量與所用修整工具、修整砂輪的縱向進給量等有密切關系。砂輪的修整是用金剛石除去砂輪外層已鈍化的磨粒,使磨粒切削刃鋒利,降低磨削表面的表面粗糙度值。另外,修整砂輪的縱向進給量越小,修出的砂輪上的切削微刃越多,等高性越好,從而獲得較小的表面粗糙度值。
2. 工件材質有關的因素
包括材料的硬度、塑性、導熱性等。
工件材料的硬度、塑性、導熱性對表面粗糙度有顯著影響。鋁、銅合金等軟材料易堵塞砂輪,比較難磨。塑性大、導熱性差的耐熱合金易使砂粒早期崩落,導致磨削表面粗糙度值增大。
3. 加工條件有關的因素
包括磨削用量、冷卻條件及工藝系統的精度與抗振性等。
磨削用量有砂輪速度、工件速度、磨削深度和縱向進給量等。提高砂輪速度,就可能使表層金屬塑性變形的傳播速度跟不上磨削速度,材料來不及變形,從而使磨削表面的表面粗糙度值降低示。工件速度增加,塑性變形增加,表面粗糙度值增大。磨削深度和縱向進給量越大,塑性變形越大,從而增大了表面粗糙度值。砂輪磨削時溫度高,熱的作用占主導地位,因此切削液的作用十分重要。采用切削液可以降低磨削區溫度,減少燒傷,沖去落的砂粒和切屑,以免劃傷工件,從而降低表面粗糙度值。但必須選擇適當的冷卻方法和切削液。
此外,對于外圓磨床、內圓磨床和平面磨床,其機床砂輪的主軸精度、進給系統的精度和平穩性、整個機床的剛度和抗振性等,都和表面粗糙度有密切關系。
二、砂輪的修整技巧
修銳是一個將超硬磨粒砂輪的磨粒修磨鋒利的處理過程。在這一過程中,需往除磨粒間的結合劑和磨鈍的砂輪磨粒,使具有很強磨削性能的砂輪磨粒突出結合劑之外,形成銳利的切削刃。修銳也必須從砂輪表面的氣孔中,往除微小的材料,防止作用于砂輪上的磨削力增大,砂輪上的磨削力增大,將會引起振動和造成零件表面燒傷。
沒有適當的修銳,即使是最好的砂輪也不可能獲得加工零件的高質量和尺寸一致性。實際上,當你投資了高質量的砂輪,為了獲得高的磨削性能,很好地修整它們就顯得非常重要。
整形可以說是砂輪預備工作的一部分,它與普通砂輪的修銳同時進行。對于超硬磨料砂輪,兩道工序是分開進行的,首先對砂輪進行整形。在使用超硬磨料砂輪磨削中,整形是使用整形工具或滾輪進行,修銳經常是使用一個陶瓷結合劑的修整棒,在整形完成后,對砂輪進行修銳處理。
在砂輪包括整形與修銳的修整之前,保證主軸軸承在一定的溫度下(如通常的砂輪磨削狀態)是很重要的。這樣可避免損傷零件幾何外形以及砂輪和修整工具的非正常磨損。對于修整用的工具必須小心處理,由于它一般由質硬、耐磨但又很脆的金剛石材料制成,且對因稍微碰撞、受力引起微小裂紋和破碎都非常敏感。
由于金剛石整形器本身就是一把刀具,需保持非常鋒利。使用一個磨鈍了的修整工具來修整砂輪表面,會使砂輪變鈍。為了保持一個高質量和鋒利的金剛石修整工具,每隔一定時間,需要1/8圈地旋轉單點或帶錐尖的修整工具。旋轉次數可根據修整情況決定,根據經驗,最少天天旋轉一次。對于鑿子頭和成型的修整工具,一般需在它們磨鈍前180°地旋轉一次。
大多數外圓磨床是將零件和砂輪置于一個水平線上。零件外圓的最高點與砂輪外圓的最高點稱為零件/砂輪接觸點,金剛石修整工具應盡可能地在接近零件/砂輪接觸點處修整砂輪。對于內圓磨床用砂輪,將金剛石修整工具接近砂輪外圓的最高點(即磨孔時零件/砂輪接觸點)進行修整,這一點更為重要。
采取微量修整
為減少修整時間,好象總存在一種想選擇大些修除深度的誘惑。這是一種極其錯誤的想法。必須選擇最合適的修除深度對砂輪進行修整。選擇太大的修除深度,會產生高的切削溫度,減少修整器的使用壽命,還會將有用的砂輪層切除。終極結果是使修整器和砂輪兩者受損,適得其反。最佳的修整量為經幾次修除后,既能恢復砂輪的幾何外形,又能恰好產生出良好的磨削鋒刃為準則。使用單點修整工具,應以10-15o的軸心線傾斜角接觸砂輪的直徑方向。這樣將使單點修整工具在定期轉動時,產生一個削尖的作用。以多點接觸的修整工具不需要傾斜這一角度。改為用修整工具的整個端面與砂輪表面接觸。
橫向移動速度是修整工具在修整中通過砂輪表面的速度。它對加工零件要求的表面粗糙度和金屬切削率都起有關鍵的作用。橫向移動速度太慢,將會堵塞砂輪,損害零件的表面粗糙度和金屬切削率。太慢的橫向移動速度還可以引起砂輪振動和燒傷零件表面。均勻較快的橫向移動速度能修整出好的砂輪表面,進步砂輪的磨削性能,增加磨削效率,降低零件表面粗糙度。
保持冷卻
適當地使用冷卻液,能加快修整速度和進步修整效率。根據經驗,選用一股3/8英寸直徑的冷卻液,能夠從修整器上排除大量熱量,延長修整器的使用壽命。當金剛石修整工具通過砂輪時,安裝一個冷卻液噴管,布滿整個砂輪表面或不斷地加注冷卻液到金剛石修整工具。當修整工具與砂輪接觸開始修整后,決不答應修整工具,從冷卻液中退出。否則會使金剛石修整工具,在冷、熱的極端溫度變化下,產生裂紋或破裂。
使用過濾器對冷卻液進行高精度過濾,能避免污垢或切屑在冷卻液中的多次循環。被污染的冷卻液能夠使砂輪很快磨損,增加砂輪的修整次數。只有在干式磨削時(只有在這種情況下,可以中斷對金剛石修整工具的冷卻),才對砂輪采取干式修整。在天天放工前,關掉冷卻液后,讓砂輪空轉幾分鐘。這樣可以防止砂輪破裂。
振動是修整的大敵
在砂輪修整中,有效地減小振動,避免在砂輪表面留下修整痕跡、碰撞和損壞修整工具等,是至關重要的。這意味著還必須保持砂輪平衡,這是砂輪本身的結構特點所決定的。密度的不均勻和整個砂輪幾何外形的好壞,都會影響一個砂輪的固有平衡。因此選擇一個高質量的砂輪也是很重要的。假如是一個高質量的砂輪,只需妥當的安裝即能保持砂輪很好的平衡。按照砂輪制造商的出廠說明,砂輪上標有一個向上箭頭,它表明砂輪經粗平衡后的輕端方位。然后用戶可以根椐箭頭指示,留意修整砂輪,使其達到動態平衡。冷卻液均勻地加注,有時也能幫助砂輪保持平衡。
為了進一步地避免振動,需保證修整工具牢固地夾緊在夾座上和保持最小的懸垂量,以保證修整工具有足夠的剛性。假如金剛石工具沒有牢固夾緊,就會引起振動、產生噪音,在零件表面產生波紋,拉傷零件表面和損壞修整工具。
一個超硬磨粒砂輪在開始磨削前,必須進行整形與修銳。遵循本文介紹的經驗,將幫助你的砂輪產生出最隹的磨削效果。
三、磨床精度對工件的加工精度的影響
磨床的幾何精度、剛度、熱變形、運動穩定性和抗振性等,將對工件的加工精度直接產生影響。
1. 磨床的幾何精度
是指不承受負荷的情況下,各部件的運動精度和相互位置精度。把機床制造得絕對精確是不可能的,總有不可避免或多或少的誤差存在。這種誤差將在工件加工時不同程度反映到工件上來,而影響其工件的加工精度。一般有主軸的徑向跳動和軸向竄動,工作臺等運動部件移動的直線度,工作部件的相互位置誤差和傳動誤差等。
砂輪主軸的徑向跳動和軸向竄動及磨床頭架運動誤差大,不僅影響磨削后的工件表面粗糙度,還會使工件產生圓度和端面跳動,造成磨削過程中火花不均勻。工作臺移動在垂直面不垂直時,在內、外圓磨床上,影響工件母線的直線性,在平面磨床磨削平面,造成工件平面度誤差大。外圓磨床的砂輪主軸軸中心線和內圓磨床砂輪軸軸中心線與工件頭架軸中心線不等高,在磨削內、外錐體時,工件母線是雙曲線。砂輪主軸軸中心線對工作臺移動方向不平行,影響磨削后的工件端面平直度。磨床的傳動誤差,對螺紋磨削和齒輪磨削的加工精度影響很大。
2. 磨床的剛度
它是指磨床承受外力(磨削力)時,其部件抵抗變形的能力。也即是在同樣的磨削力的情況下,部件變形越小,表示剛度越大。反之,部件變形大,表示此部件剛度就小。這些變形的大小,破壞了磨床靜態的原始幾何精度,將引起工件的加工誤差的大小。所以剛度好的機床,工件的加工精度高。
3. 熱變形
磨床內部的熱源分布不均勻,各個部位在運動中產生的熱量多少也不同,外界熱源對機床各部位的影響也不一樣,零部件因材料不同的熱膨脹系數也不相同,造成機床各部分不同的微量變形,使機床原始幾何精度下降,而影響工件的加工精度。所以精密磨床最好安裝在恒溫室使用,以防止溫度的變化對機床和工件的精度產生影響。
4. 磨床運動部件爬行
磨床工作臺砂輪架等運動部件在作微量周期進給或低速連續移動時,出現運動不均勻的現象,通稱為爬行。當磨床有這種現象發生時,使磨削過程中的進給不均勻,而影響工件磨削表面粗糙度。
5. 磨床的振動
磨床在磨削過程中產生振動,使砂輪和工件問相對位置發生周期性的變動,使工件表面產生振紋,嚴重影響加工質量和精度。
要提高磨削后的工件精度,除努力消除上述因素的影響外,還必須注意工件加工過程中定位基準的合理選擇、裝夾方法、砂輪的選擇與正確修理、合理選擇磨削用量和工藝方法。
2438
機械加工網 ??? 4年前
PCB布線知識大全,建議收藏! 
EDA365電子論壇 PCB常見布線規則 (1) PCB板上預劃分數字、模擬、DAA信號布線區域。 (2)數字、模擬元器件及相應走線盡量分開并放置于各自的布線區域內。 (3) 高速數字信號走線盡量短。 (4) 敏感模擬信號走線盡量短。
3894
電子設計聯盟 ??? 2年前
20條/頁 
 19
19 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
