



ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
從具有矩形、圓形和橢圓形增益孔徑的雷射共振腔產生的光束可以使用 Hermite-Gaussian、Laguerre-Gaussian Ince-Gaussian 光束的可用模型進行表徵。Hermite-Gaussian 模態對於具有矩形對稱性的雷射腔設計,即具有矩形增益孔徑的設計,近軸波動方程的適當解由 Hermite-Gaussian 模態提供。
2057
w**elab86_Swsp ??? 3年前
Moldex3D模流分析之Tokyo Seiki公司使用模流大幅減少試模次數 
設計變更的主導權,已大幅度的由傳統式的只做代工向上提升,每一批模具代工至少有一半以上的模具,是由 Tokyo Seiki 主導修改產品設計,例如最近接手的印表機組件的流道不平衡問題,以及某知名國際相機廠牌的產品翹曲改良。對癥下藥,增加產品強度:流動平衡與結合線問題改良流動平衡目的是避免成品後所發生變形的主要改善方案,尤其針對精密性產品,在分析過程中常以流動平衡指數來作為比較數據。
2210
Moldex3D 中國 ??? 3年前
ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
光柵上的表面是光滑的,但光柵內部的折射率是正弦調變的。為了對VHG進行建模,需要使用高效的Kogelnik理論或嚴格耦合波分析(RCWA)等算法。 圖1(a)所示的SRG,可以通過幾種方法製造,如電子束寫入,光刻,納米壓印,或鑽石車削。與VHG不同,SRG沒有空間變化的折射率。相反,光柵的表面是由周期性的微結構組成的。
2122
w**elab86_Swsp ??? 3年前
半軸精車、鉆孔、孔倒角自動化設計 
手爪為氣動結構,手指為仿形設計,可穩定抓取工件桿部。本方案手爪采用杠桿原理,配置缸徑 φ160mm氣缸,通過拉緊松開杠桿,實現手爪開合抓取工件動作,抓取范圍直徑 φ45~ φ65mm。圖7 機械手爪結構數控車床及鉆孔機床 數控車床與鉆孔機床為標準機型,鉆孔裝夾方式與車床基本相同不再詳細介紹,如圖8所示。
2378
FMMM ??? 4年前
U鉆:孔加工最常用的刀具之一!
U鉆使用時對機床的剛性、刀具與工件的對中性要求較高,因此U鉆適合在大功率、高剛性、高轉速的數控機床上使用。2. 使用U鉆時,中心刀片應選用韌性好的刀片,周邊的刀片應選用比較鋒利的刀片。3. 加工不同材料時,應選用不同槽形的刀片,一般情況下,小進給、公差小、U鉆長徑比大時,選用切削力較小的槽形刀片,反之粗加工、公差大、U鉆長徑比小時則選切削力較大的槽形刀片。4.
2694
數控編程網 ??? 4年前
細長條連桿零件材料熱處理及孔精加工過程研究 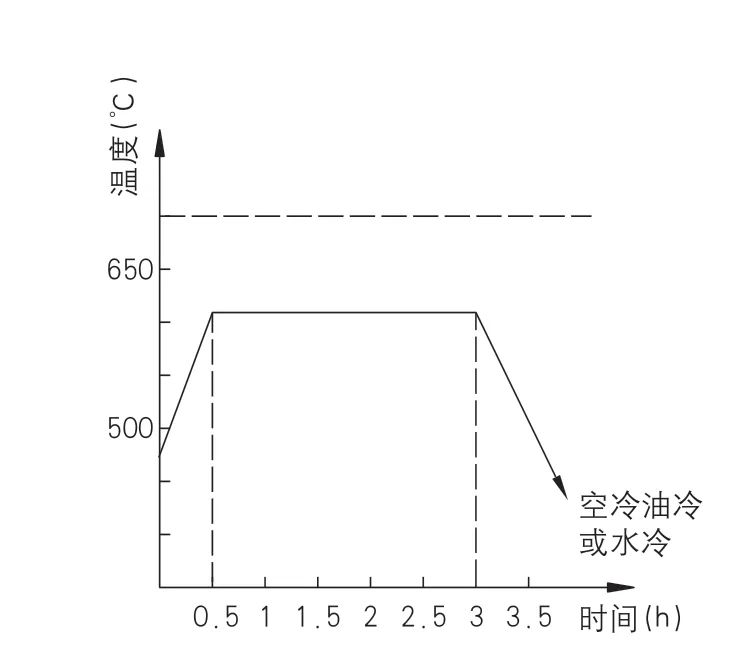
孔精加工方式多采用鉸孔及鏜孔兩種,鉸孔的主要方法又可分為手工鉸孔及機床鉸孔,鏜孔現可通過數控機床鏜孔加工實現,兩類加工方式雖不一致,但都是在粗加工或者半精加工孔后,刀具(鉸刀或鏜刀)在工件孔壁上去除微量殘余金屬層,來提高孔的尺寸精度、降低孔內壁表面粗糙度,從而達到孔精加工要求。
2844
金屬加工前沿 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
(2)立銑刀 用于銑削臺階面、側面、溝槽凹、工件上各種形狀的孔及內外曲線表面等。立銑刀如果簡易區分,可以分為左旋和右旋兩大類?,F在很多人還對左旋和右旋沒有概念。 右旋銑刀 首先,判定刀具是左旋還是右旋可以依據以下方法。面對豎直放的銑刀,刃槽如果是從左下方往右上方上升,這就是右旋;刃槽如果是從右下方往左上方上升,這就是左旋。
2481 1 1
數控編程網 ??? 3年前
車削和銑削加工: 定義、類型、操作步驟,區別及應用 
</p><h3><strong>銑削加工:</strong></h3><p>銑削是一種加工工藝,旋轉刀具在一個或多個工件上移動以去除材料。這種工藝可以制造出各種特征,如槽、孔和復雜輪廓。銑削中的切削工具可沿多個軸移動。
4468
2103707493 ??? 1年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
(2)立銑刀 用于銑削臺階面、側面、溝槽凹、工件上各種形狀的孔及內外曲線表面等。立銑刀如果簡易區分,可以分為左旋和右旋兩大類?,F在很多人還對左旋和右旋沒有概念。 右旋銑刀 首先,判定刀具是左旋還是右旋可以依據以下方法。面對豎直放的銑刀,刃槽如果是從左下方往右上方上升,這就是右旋;刃槽如果是從右下方往左上方上升,這就是左旋。
2028
數控編程網 ??? 3年前
缺陷“大掃除”:鑄鐵試驗平臺拒絕砂孔、氣孔、裂紋! 
鑄鐵試驗平臺作為機械制造、檢測校準、精加工領域的“基準基石”,其表面平整度、結構致密性直接決定了試驗數據的準確性、工件檢測的精度,以及設備運行的穩定性。砂孔、氣孔、裂紋作為鑄鐵試驗平臺常見的三大“頑疾”,不僅會降低平臺的承載能力、耐磨性和使用壽命,更可能在試驗過程中引發工件偏移、數據失真,甚至導致平臺斷裂。
657
威岳15533753786 ??? 1月前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
MISC材料庫同時也包含了ACRYLIC、PMMA以及STYRENE,這些材料對隱形眼鏡以及眼內光學非常重要。參考 Corning. 2019. Glass Products Data Sheets.
2212
w**elab86_Swsp ??? 3年前
機械設計中,標準件的選擇原則 
⑥自攻螺釘:與自攻螺釘相配的工件螺孔不需預先攻絲,在擰入自攻螺釘的同時,使內螺紋成型。⑦鉚釘:鉚釘一端有頭部,且桿部無螺紋。使用時將桿部插入被連接件的孔內,然后將桿的端部鉚緊,起連接或緊固作用。⑧銷:銷在使用時鑲如入工件內,通常起連接或定位作用。⑨擋圈:擋圈通常在軸上或孔內,起限制工件軸向的作用。⑩木螺釘:木螺釘用于擰入木材,起連接或緊固作用。
2649 1
機械工業出版社E視界 ??? 3年前
一顆小小的絲錐竟然包含這么多信息…… 
2、工件材料強度如何? 3、所加工螺孔是通孔還是盲孔? 4、螺孔有多深(或工許厚度是多少? 5、要加工的螺孔類別與尺寸怎樣?
2024
機械學霸 ??? 4年前
零部件常用的研磨拋光方法有哪些? 
常用形狀有三角形、圓球形、圓柱形、三星形、圓錐形、四面體,外形規格尺寸也有多種多樣,分別用來打磨不同材質和外形的工件。這種研磨方式的優點是適用范圍廣,大批量、效率高,工件外形可以是不規則的異型,內部的孔洞、死角、夾縫、交叉孔等部位都可研磨,尺寸可以從幾毫米到3米內,產品尺寸精度不受影響,材質更是從有色金屬、黑色金屬、粉末冶金到塑膠、亞克力、橡膠、竹木、大理石、玻璃等非金屬各種材質均可以支持。
3626
jerrylu ??? 2年前
從鐵水到「工業基石」:一塊高精度測試平臺的自我修養 
帶其他槽/孔型:如V型槽(用于支撐圓柱形工件)、圓孔或長孔(用于穿螺栓或排屑)等,都是為特定需求而設計的。核心功能無論結構如何,鑄鐵測試平臺都扮演著幾個關鍵角色:基準承載:為工件提供穩定、均勻的支撐,分散負載。精度保障:提供一個微米級精度的基準面,是所有測量和校準工作的起點。靈活拓展:通過T型槽或孔,可以安裝各種夾具、附件和測量儀器,拓展其功能。
1637
威岳13780573715 ??? 2月前
三坐標測量技術解析:從基礎原理到斜孔測量難點突破 
通過在X、Y、Z三個相互垂直的坐標軸上移動精密測頭,采集工件表面的空間坐標點,再通過專業軟件系統計算出幾何尺寸、形位公差等關鍵參數。 三坐標測量儀通過數學建模和算法處理的海量點數,會重構成工件的三維數字模型,從而實現從簡單幾何元素(點、線、面)到復雜曲面、自由曲面的精確測量。
2287
深圳市中圖儀器股份有限公司 ??? 9月前
有關攻絲技術我們不知道的那些事? 
以后,只須轉動絞手,而不應再對絲錐加壓力,否則螺紋牙形將被損壞。 4)攻絲時,每扳轉絞手1/2-1圈,就應倒轉約1/2圈,使切屑碎斷后容易排出,并可減少切削刃因粘屑而使絲錐軋住現象。 5)遇到攻不通的螺孔時,要經常退出絲錐,排除孔中的切屑。 6)攻塑性材料的螺孔時,要加潤滑冷卻液。對于鋼料,一般用機油或濃度較大的乳化液,要求較高的可用菜油或二硫化鉬等。
2037
金屬加工前沿 ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
彎曲過程彎曲加工的過程是利用V形彎曲模壓彎V形件的模具結構圖。凸模1與凹模2分別與彎曲工件內、外形輪廓基本一致,當外力(如果力機滑塊運動)將凸模推下時,便將放在凸、凹模之間的板料彎成需要的工件。彎曲有自由彎曲和校正彎曲之分,區別在于自由彎曲是在凸模、板料、凹模三者完全貼合時就不再往下壓;而校正彎曲則是自由彎曲的基礎上涂抹再往下壓,使工件產生一步的塑性變形,以減少彎曲件的回彈。
5978 2
金屬加工前沿 ??? 3年前
模具設計“脫料結構”如何選取?使用范圍揭秘,你學習了嗎? 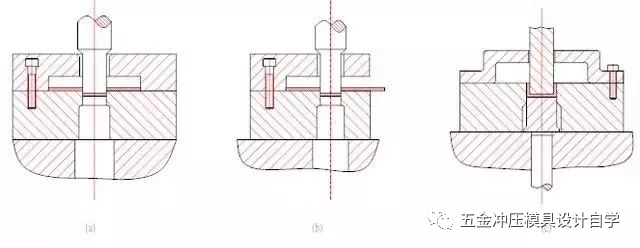
圖(b)為懸臂式剛性脫料結構、適用窄而長大型工件或型鋼(如角鋼)進行沖孔或切口等工序的卸料。圖(c)為鉤形剛性脫料結構、適用于空心工件在底部沖孔時的卸料。剛性脫料結構的特點是脫料效果好,使用安全可靠。但因為其固定于下模,所以不便觀察沖裁情況,操作也是很不方便。另外,沖壓材料是在沒有壓料情況下沖制,沖出的工件會出現明顯的翹曲現象。特別是薄料、軟料,現象更為明顯。
3780
張偉一 ??? 3年前
鉗工的基礎操作知識與技能,都是干貨 
裝夾 用抹布擦潔凈機床臺面、夾具表面、工件基準面,然后將工件夾緊,按要求裝夾平整、牢靠,且方便隨時查詢和測量。需要留心工件的裝夾方法,以防工件因裝夾而變形。 試鉆 正式鉆孔前必須先試鉆:鉆頭橫刃對準孔中心樣沖眼鉆出一淺坑,然后目測該淺坑方位是否正確,還需要不斷糾偏,讓淺坑與查驗圓同軸。
2716
機械加工網 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
