



銑削表面形貌matlab模擬母版教程 

使用matlab編程語言,根據洗削表面形貌生成數學原理,編寫了銑削表面形貌的程序及表面粗糙度Ra值的計算程序以及模擬教程,程序的售后包含永久的程序相關答疑。之所以稱之為母版是因為:各位同學可以根據自己的需要進一步進行改編和耦合自己的想法進而實現更加深入的研究模擬。價格問題可以私信,程序隨視頻附贈,下單后私信。價格折扣請私信。
6798 9
侯二 ??? 4年前
共聚焦顯微鏡在光學膜片表面微結構測量中的應用 
如圖所示,在實現表面微結構3D圖像的高精度重建與測量的同時,共聚焦顯微鏡以其明顯優于金相顯微鏡的橫向分辨率,也能夠提供表面微結構的清晰影像圖片,幫助更細致的觀察微結構的表面特征,從圖像可知,在高倍率鏡頭下,棱鏡峰側壁的刀具磨損紋路痕跡明顯,金字塔頂和底部界限分明,微透鏡表面粒子邊緣清晰。
2516
深圳市中圖儀器股份有限公司 ??? 2年前
:蚊子的啟示-材料表面微加工新策略 
(D)(E)所得到的各類表面微結構 進一步,本研究以數字掩膜代替傳統的物理掩膜,大大增加了表面圖案的設計性和靈活度。通過軟件設計相關圖案并進行程序化曝光,材料表面即可形成形態各異的微結構,包括階梯狀、山脈狀。通過合理的曝光設計,該方法甚至可以在同一表面同時構筑上凸與下凹結構,這是一般加工方法所難以實現的。
3022
非金非土非木 ??? 4年前
微納米表面輪廓形貌用什么測量儀器 
在現代科技發展的今天,微納米表面輪廓形貌測量已成為許多領域的重要研究內容。微納米表面輪廓形貌的測量可以幫助我們了解材料的物理特性、表面形態以及質量狀況。那么,有哪些微納米表面輪廓形貌測量儀器? 1、白光干涉儀 白光干涉儀是一種常見的微納米表面輪廓儀測量儀器,常用于研究產品的微觀形貌和粗糙度。
2114
深圳市中圖儀器股份有限公司 ??? 2年前
光 · 學堂 | 基于VirtualLab Fusion的微結構仿真設計與加工技術(光柵、超表面、蛾眼結構的仿真與加工技術)2026/5/19-5/20 
本課程借助光之數字模型平臺VirtualLab Fusion,結合多種仿真算法,開展各類微結構的仿真設計與性能優化教學。 課程涵蓋衍射光學元件、光柵、超表面等多種微結構類型,包括蛾眼減反射表面、偏振無關光柵、超構透鏡等,涉及結構建模、參數優化、性能驗證等核心環節,無需深厚軟件基礎即可參與學習。
1166
追光ing ??? 18天前
刀具表面微織構技術-探索提升切削性能的創新技術與未來發展方向 
表面織構技術作為一種通過在材料表面構建特定微觀形貌以改善界面性能的先進手段,已在機械密封、滾動軸承等領域展現出優異的減摩抗磨效果。將該技術延伸應用于刀具表面改性,通過在刀具前刀面、后刀面或刃口區域設計合理的微織構單元(如微凹坑、微溝槽、微棱臺等),可實現切削液的高效存儲與輸運、切屑的定向控制、摩擦系數的降低及應力分布的優化,從而突破傳統刀具性能瓶頸。
231
領航科工-專業切削仿真 ??? 6月前
車削和銑削加工: 定義、類型、操作步驟,區別及應用 
</p><p><br></p><h3><strong>銑削加工方法</strong></h3><p><strong>1. 面銑:</strong> 用刀具表面切削,在工件上形成平面。</p><p><strong>2.周邊銑削:</strong> 用刀具外圍(外邊緣)切削,用于加工深槽、輪廓和復雜表面。
4467
2103707493 ??? 1年前
基于點云的球銑加工動態仿真 
現有加工制造仿真研究多注重于有限元分析、表面形貌仿真,得益于高性能計算機技術和軟件技術的發展,為研究切屑形成機理、切削力和加工表面微組織演變提供了支持[14,15,16]。文獻[17]研究加工尺度上的仿真算法,提高仿真效率;Altintas等[18]提出任意立銑刀或插刀幾何的通用建模方法,并設計虛擬銑削仿真系統,以改進工業中的刀具設計或工藝規劃。
4054 5
數控編程網 ??? 2年前
274 基于matlab的隨機粗糙表面對微氣體軸承內氣體壓強分布的影響 
基于matlab的隨機粗糙表面對微氣體軸承內氣體壓強分布的影響。采用差分法求解氣體軸承的雷諾方程,通過尺寸參數、分形維數對粗糙度表面設置,滑流參數設置,實現氣壓分布可視化結果顯示。程序已調通,可直接運行。
2301 5
matlab應用與學習 ??? 1年前
基于UG模具零件數控銑削編程淺析 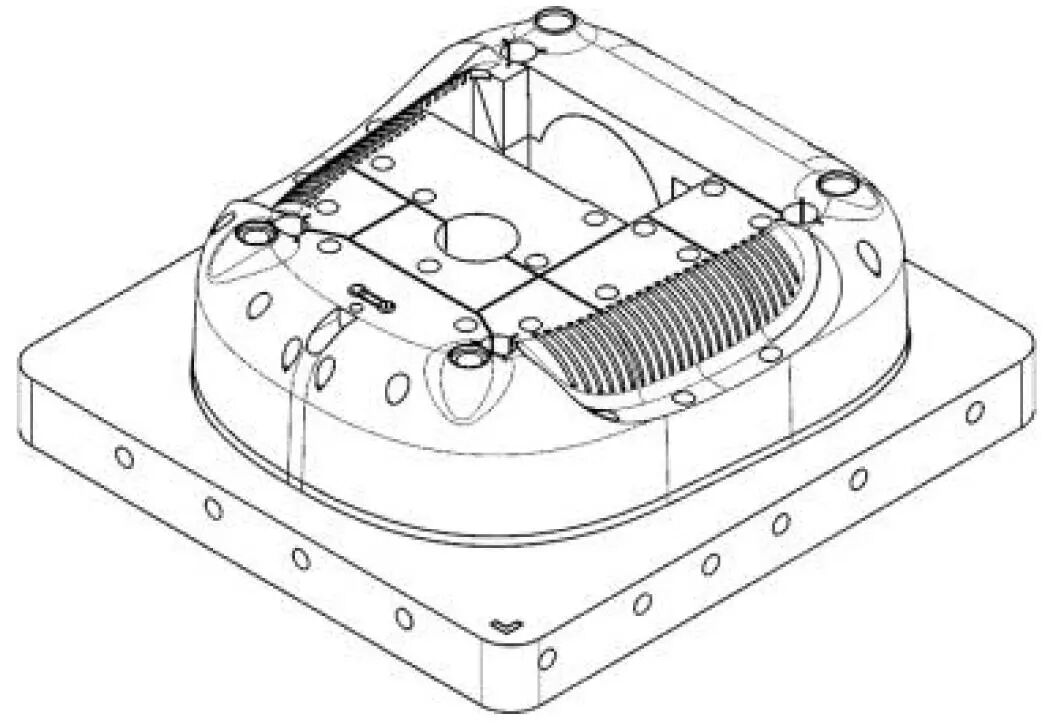
圖3 粗加工刀路 5.2 創建半精銑削工藝 零件在完成粗加工后,由于切削時的背吃刀量較大,零件表面呈現明顯的層狀,導致零件表面留下不同高度的加工余量,不適合直接進行精加工。
2450
張偉一 ??? 3年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
葉毅[3]等在切削鎢基合金時,發現細晶粒或超細晶粒及表面有耐磨涂層的WC基硬質合金刀具壽命較短,因此使用WC基硬質合金對鎢及其合金進行切削加工是不經濟的。復合陶瓷刀具不適合用來切削高鎢合金材料,PCD金剛石刀具壽命與WC基硬質合金相比并無明顯提高。鎢及其合金材料最好采用PCBN刀具且用CBN含量較多的牌號(如DBC80)來加工,這樣可獲得較好的經濟效益。
4333 3 1
CAEer吳皓 ??? 2年前
機械加工后的毛刺怎么處理? 
如果B-C邊先退出工件,A-B邊后退出工件,則切屑鉸接在已加工表面上,隨著銑削的進行,切屑被推出工件,形成尺寸較大的底邊切出切削方向毛刺。如果A-B邊先退出工件,B-C 邊后退出工件,切屑鉸接在過渡表面上,被切出工件,形成尺寸較小的底邊切出切削方向毛刺。試驗表明:①使毛刺尺寸依次增大的刀尖退出順序ABC/BAC/ACB/BCA/CAB/CBA。
2263
機械設計師 ??? 4年前
金屬切削過程宏觀和微觀尺度有限元仿真進展 
圖8 切削力系數、比切削力、切削力等隨未切削切屑厚度和切削刃半徑的變化b)在微銑削加工中,微銑刀剛度相對較差,導致它對切削力非常敏感,如圖9所示。圖9 微銑削中切削條件對切削力影響的有限元模型c)刀具刃口半徑、刀具磨損、刀具涂層和微觀尺度材料均勻性等對于微銑削質量的影響不可忽略。
5688 7 1
小白Johnny ??? 2年前
3D打印和CNC:混合制造的優劣勢、應用、供應商 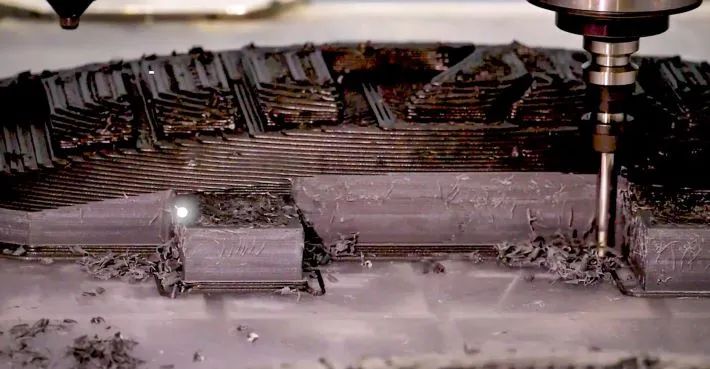
然后,通過機器中的另一個單元或工具頭將零件銑削到所需的公差。經過混合制造,制造商(及其客戶)可以獲得增材制造生產出的復雜幾何形狀和銑削加工的表面質量。除了從頭開始構建零件外,這些機器還非常適合為現有零件添加新的功能、進行零件維修以及在加工后工序之前為零件涂上涂層。
2524 1
南極熊3D打印 ??? 3年前
機床加工不同工藝能達到的最高精度有多高? 
加工精度一般可達到IT10-IT17,表面粗糙度一般為Ra10,即0.16μmC-高精度車床加工。一般采用高硬度的金剛石車刀刀具來加工有色金屬件,加工精度可到IT7-、IT5左右,表面粗糙度一般為Ra0.04即0.01μm。這種車床車削加工工藝被成為”鏡面車削“ 2-銑削加工。銑削指使用旋轉的多刃刀具切削工件,是非常高效率的加工方式。
2480
2103707493 ??? 2年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
(8)成組銑刀 將數把銑刀組合成一組銑刀,用于銑削復雜的成形面、大型零件不同部位的表面和寬平面等。鏟齒銑刀:一些要求重磨前面后仍保持原有截形的銑,它們的后面用鏟齒形式,包括圓盤槽銑刀、凸半圓、凹半圓銑刀、雙角度銑刀、成形銑刀等。
2479 1 1
數控編程網 ??? 3年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
葉毅[3]等在切削鎢基合金時,發現細晶粒或超細晶粒及表面有耐磨涂層的WC基硬質合金刀具壽命較短,因此使用WC基硬質合金對鎢及其合金進行切削加工是不經濟的。復合陶瓷刀具不適合用來切削高鎢合金材料,PCD金剛石刀具壽命與WC基硬質合金相比并無明顯提高。鎢及其合金材料最好采用PCBN刀具且用CBN含量較多的牌號(如DBC80)來加工,這樣可獲得較好的經濟效益。
4298 5
仿真客 ??? 2年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
(8)成組銑刀 將數把銑刀組合成一組銑刀,用于銑削復雜的成形面、大型零件不同部位的表面和寬平面等。鏟齒銑刀:一些要求重磨前面后仍保持原有截形的銑,它們的后面用鏟齒形式,包括圓盤槽銑刀、凸半圓、凹半圓銑刀、雙角度銑刀、成形銑刀等。
2028
數控編程網 ??? 3年前
螺紋的八種加工方式匯總 
冷擠內螺紋時所需扭距約比攻絲大1倍,加工精度和表面質量比攻絲略高。 螺紋滾壓的優點:①表面粗糙度小于車削、銑削和磨削;②滾壓后的螺紋表面因冷作硬化而能提高強度和硬度;③材料利用率高;④生產率比切削加工成倍增長,且易于實現自動化;⑤滾壓模具壽命很長。
2900
非標機械論壇 ??? 4年前
螺紋的八種加工方式匯總,做機加工必知 
冷擠內螺紋時所需扭距約比攻絲大1倍,加工精度和表面質量比攻絲略高。螺紋滾壓的優點:①表面粗糙度小于車削、銑削和磨削;②滾壓后的螺紋表面因冷作硬化而能提高強度和硬度;③材料利用率高;④生產率比切削加工成倍增長,且易于實現自動化;⑤滾壓模具壽命很長。
2632
機械學霸 ??? 4年前
20條/頁 
 45
45 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
