



Simufact軟件在鋁型材擠壓模具設(shè)計數(shù)值模擬的應(yīng)用 附simufact.additive 3下載 
用擠壓的方法生產(chǎn)鋁型材,既節(jié)約金屬,生產(chǎn)效率又高[1]。 分流組合模廣泛地應(yīng)用于生產(chǎn)各種規(guī)格和形狀的管材和空心鋁型材的擠壓模具結(jié)構(gòu)類型。該類模具不僅可以生產(chǎn)復(fù)雜內(nèi)腔的鋁型材,而且可拆換、加工容易、成本較低[2]。目前該類模具的設(shè)計很大程度上取決于經(jīng)驗和反復(fù)試模,在反復(fù)試模的過程中浪費大量的人力物力和財力。
3014 1 1
人類使徒 ??? 4年前
一種車用攝像頭殼體冷擠壓成形工藝與模具設(shè)計 
圖1 產(chǎn)品圖設(shè)備選型此系列產(chǎn)品冷擠壓成形噸位預(yù)估不足60t,雖然成形噸位小,但因設(shè)備噸位限制,故只能選用500t油壓機。成形工藝與模具設(shè)計此系列產(chǎn)品結(jié)構(gòu)可使用型材冷擠壓一次成形,冷擠壓對坯料重量、體積和端面的要求較高,需采用精密鋸切下料。型材鋸切后的坯料形狀、尺寸見圖2;模具結(jié)構(gòu)簡圖如圖3所示。
2817 1
FMMM ??? 4年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
圖4 超越離合器齒輪擠壓件的立體圖 ⑴由于坯料和模具結(jié)構(gòu)特點,選取坯料和模具的1/4 進行模擬,可以減小模擬的運算量; ⑵坯料和模具由SolidWorks 軟件保存step 文件導(dǎo)入后,劃分網(wǎng)格毛坯的單元數(shù)13196 個,結(jié)點數(shù)6600 個; ⑶材料:選用材料20 鋼; ⑷邊界條件為常摩擦模型,模具用的潤滑劑MoS 2,摩擦因子0.5; ⑸壓機速度為
2988 4 3
FMMM ??? 4年前
雙工位雙向臥式框架伺服數(shù)控擠壓液壓機設(shè)計與開發(fā) 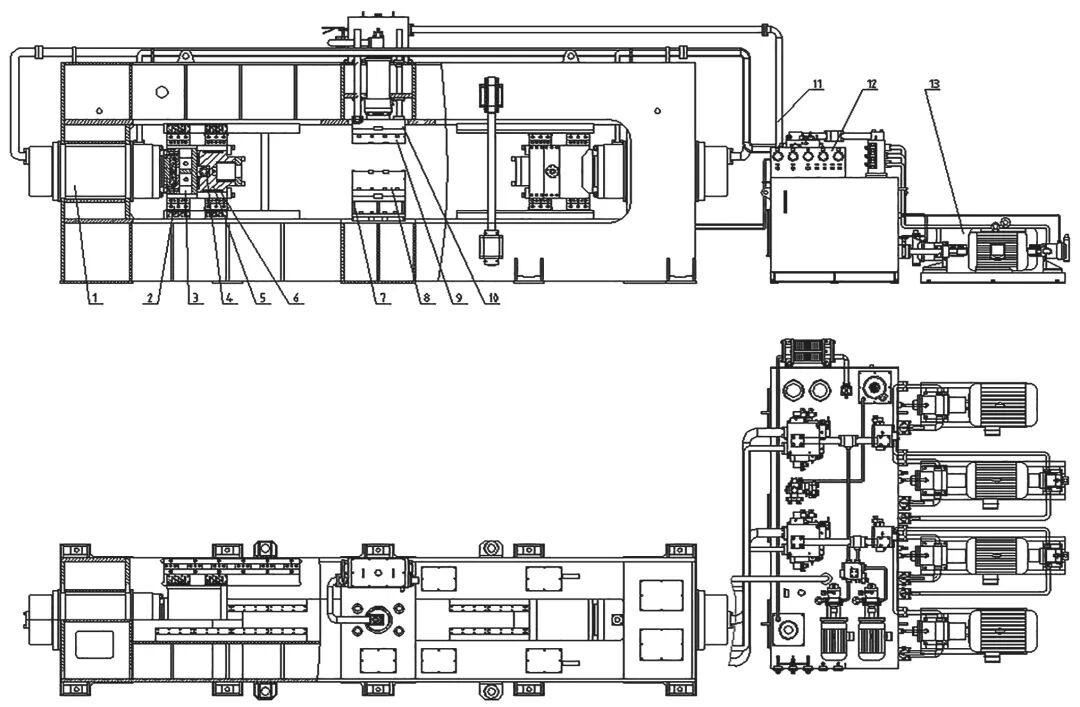
擠壓滑塊導(dǎo)軌機構(gòu)內(nèi)有高強彈簧和軸承等,以保證兩側(cè)的擠壓水平滑塊加壓運行時無振動、抖動,并且有效提高導(dǎo)軌的運行壽命。⑸雙工位模具機構(gòu)包括換模油缸、換模滑塊、換模滑塊導(dǎo)軌、擠壓雙工位模具等。設(shè)有位置檢測裝置以及固定擋鐵等多層保護裝置,不到位下個動作不執(zhí)行并且報警提醒。
3282 1
FMMM ??? 3年前
基于HyperWorks的一種懸臂類鋁型材的有限元模擬研究1 
摘 要:通過對懸臂類鋁型材的有限元模擬,研究懸臂類鋁型材擠壓模具的總體高度、鋁型材的厚度和鋁型材的寬度對模具強度的影響。通過正交試驗方法研究這三種影響因素對懸臂類鋁型材擠壓模具強度影響的主次性并尋找最優(yōu)組合的懸臂類鋁型材擠壓模具。結(jié)果表明,鋁型材擠壓模具的高度對下模具最大應(yīng)變值影響顯著,影響主次順序為鋁型材擠壓模具的高度、擠壓型材的厚度、鋁型材的寬度。
4211 4
星空caer ??? 2年前
電動自行車電池外殼鋁型材擠壓模結(jié)構(gòu)優(yōu)化設(shè)計 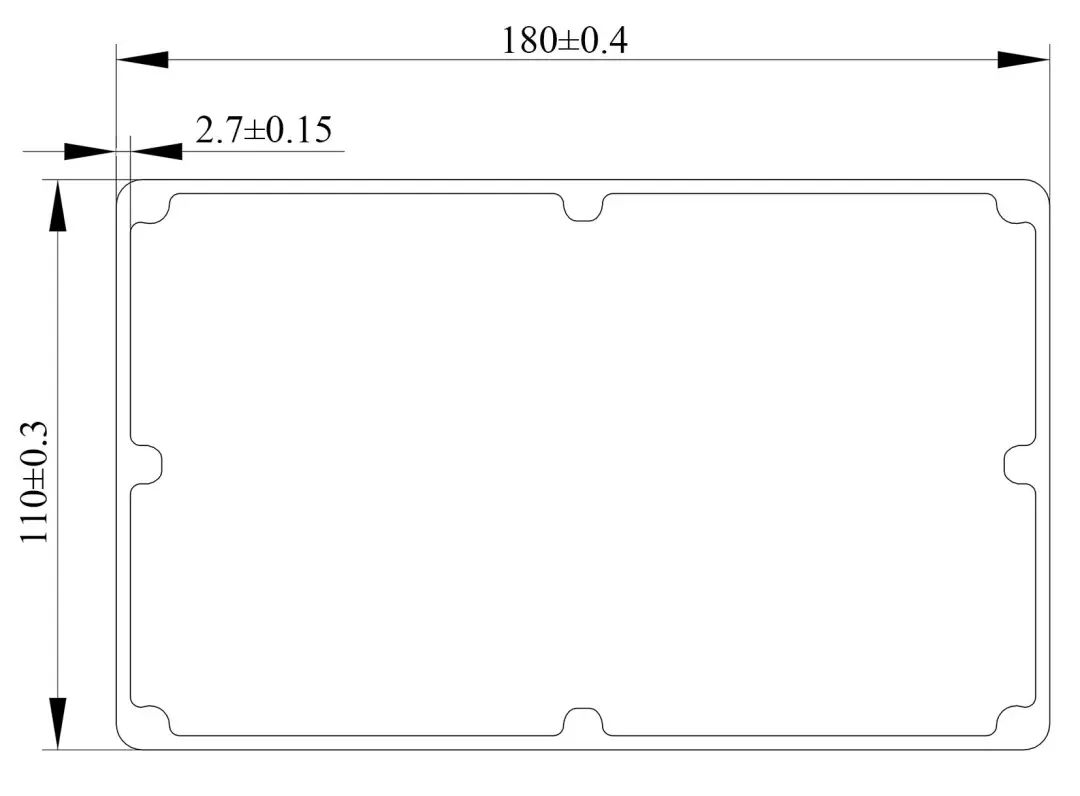
在保證模具零件強度的前提下,為了使金屬流動更均勻,根據(jù)型材擠壓形狀的實際需要,模具初始設(shè)計采用蝶形、4分流孔結(jié)構(gòu),分流孔前端設(shè)置15 mm的入料口位置下沉,上模結(jié)構(gòu)如圖2所示。
4152 4
張偉一 ??? 3年前
基于HyperWorks的一種懸臂類鋁型材的有限元模擬研究2 
圖6 下模的應(yīng)力分布圖7 下模Mag方向的應(yīng)變 表4 組合型懸臂類鋁型材擠壓模具的下模具最大應(yīng)變值 擠型材擠壓模具的高度對下模具最大應(yīng)變值影響顯著,主次影響為鋁型材擠壓模具的高度,其次擠壓型材的厚度,最小的是鋁型材的寬度。
4132 2
星空caer ??? 2年前
基于VPSC模擬FCC金屬等通道轉(zhuǎn)角擠壓(ECAE)工藝 
本文將介紹VPSC模擬FCC金屬等通道轉(zhuǎn)角擠壓(ECAE)工藝。等通道轉(zhuǎn)角擠壓是將多晶試樣壓入一個特別設(shè)計的模具中以實現(xiàn)大變形量的剪切變形工藝,主要通過變形過程中的近乎純剪切作用,使材料的晶粒得到細化, 從而材料的機械和物理性能得到顯著改善。等通道轉(zhuǎn)角擠壓是一種有效的制備超細晶材料的方法。
2348
320科技工作室 ??? 4年前
叉車用轉(zhuǎn)向節(jié)生產(chǎn)工藝分析 
由于采用擠壓工藝,需確保每道產(chǎn)品的鐓粗擠壓量足夠,同時調(diào)整好桿部每道工序成形的比值。通過多次數(shù)值模擬及不斷優(yōu)化,鎖定模具狀態(tài),最后的產(chǎn)品數(shù)值模擬狀況見圖6。模具制作完成后待現(xiàn)場實際生產(chǎn)驗證。
2275 1
FMMM ??? 4年前
總結(jié)了行業(yè)最全機械、模具加工常用的24種金屬材料及其特性! 
熱沖壓模,鋁擠壓模,23、8407——高級壓鑄模瑞典產(chǎn). 熱沖壓模,鋁擠壓模。24、FDAC——添加了硫加強其易削性出廠預(yù)硬硬度338-42HRC,可直接進行刻雕加工, 無須淬火,回火處理.用于小批量模,簡易模,各種樹脂制品,滑動零部件,交期短的模具零件.拉鏈模,眼鏡框模。
2275
數(shù)控編程網(wǎng) ??? 3年前
干貨——模具鋼選購指南 
熱擠壓模。
3022
汽車零部件模具與注塑 ??? 4年前
橡膠模具如何選擇鋼料(上) 
c)LJ鋼(0Cr4NiMoV)LJ鋼(圖5)為冷擠壓成形橡塑模具專用鋼。LJ鋼的碳含量極低,塑性優(yōu)異,變形抗力低,其冷擠壓成形性能與工業(yè)純鐵相近,冷擠壓成形的模具模腔輪廓清晰、光潔、精度高。鋼中的主加元素為Cr,輔加元素為Ni、Mo、V等,合金元素的主要作用是提高鋼的淬透性,提高滲碳層的硬度、耐磨性和心部強度。LJ鋼具有良好的鍛造性能和熱處理工藝性能。
1397
德松模具鋼材有限公司 ??? 12月前
典型閥門閥體多向模鍛成形工藝及應(yīng)用 
鍛造前對模具進行潤滑,上模、垂直沖頭及水平?jīng)_頭開模至設(shè)定位置,具體如圖3(a)所示。⑵坯料從分模面處垂直放入下模型腔,如圖3(b)所示。⑶坯料放入模具型腔后,上模開始下行,對坯料進行鐓粗,運行至與分模面接觸。一般上模采用壓力控制方式,以保證金屬充填型腔及上模不脹模,如圖3(c)所示。⑷垂直沖頭下行對金屬進行擠壓,擠壓到位后,鍛件垂直孔腔成形結(jié)束,如圖3(d)所示。
2840
FMMM ??? 3年前
大直徑薄壁鋼管縮徑成形工藝研究 
⑵第一道擠壓需采用感應(yīng)加熱,減徑約25mm,感應(yīng)加熱圈固定于擠壓模具前方,隨擠壓機滑塊擠壓運動對工件在模具入口部位進行局部加熱,以提高未變形部分鋼管支撐力,避免產(chǎn)生堆疊,第一道擠壓成形力約400kN。
3257 1
FMMM ??? 4年前
揭秘:熔噴布模具干冰清洗機的運行原理 
去除熔融模具上的不粘涂層和污垢開關(guān),清潔食品烤箱模具,去除橡膠制造模具上的污垢,去除模具、過濾器和擠壓螺釘上的塑料殘留物。
1956
勝明干冰機 ??? 4年前
基于DEFORM V11.0 星形套溫擠壓成形工藝分析 

加工時工藝參數(shù)對模具使用壽命有很大的影響,但在實際加工中,工藝參數(shù)的確定主要依靠技術(shù)人員的摸索和反復(fù)的工藝驗證,這種方法周期長、費用高,針對這一現(xiàn)狀,基于DEFORM-2D3D軟件,利用限元數(shù)值模擬方法,對星形套成形過程進行模擬,獲得了星形套溫擠壓成形過程中凸模進給速度、擠壓溫度和潤滑條件的影響,并對其進行優(yōu)化,為實際生產(chǎn)提供了參考依據(jù)和理論指導(dǎo)。
661 3
鄭彥博 ??? 5年前
擠壓鑄造機壓射液壓系統(tǒng)性能仿真分析 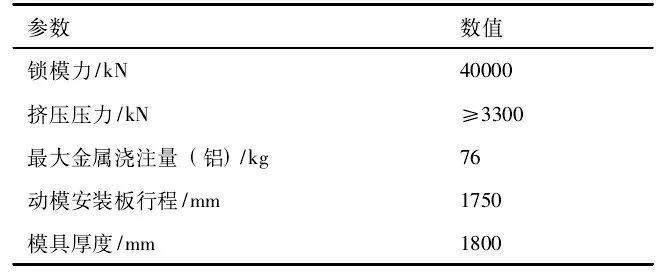
半固態(tài)漿料由料杯向傾斜的壓室 5 內(nèi)注入,擠壓單元回傾后和模具對接,壓射頭 6 向上充填半固態(tài)漿料。壓射缸底座增加增壓器 1,以不間斷地向半固態(tài)漿料施加穩(wěn)定高壓,擠壓增壓壓力的大小可達到50MPa。擠壓鑄造機的壓射速度和壓力是壓射系統(tǒng)的兩個重要參數(shù),壓射速度決定了擠鑄件充型的好壞,而壓力決定了擠鑄件的內(nèi)部質(zhì)量和力學(xué)性能。
4524
液壓那些事 ??? 2年前
汽車沖壓模具的回彈分析及案例 
另外,目前通用的解決板料沖壓回彈的工藝措施做法有如下面幾點:1、校正彎曲校正彎曲力將使沖壓力集中在彎曲變形區(qū),迫使內(nèi)層金屬受擠壓,被校正后,內(nèi)外層都被伸長,卸載后擠壓兩區(qū)的回彈趨勢相抵可以減小回彈。2、熱處理在彎曲前進行退火,降低其硬度和屈服應(yīng)力可減小回彈,同時也降低了彎曲力,彎曲后再淬硬。
3109
金屬加工前沿 ??? 3年前
金屬擠壓與鍛造裝備技術(shù)國家重點實驗室的計算利器---高速計算設(shè)備硬件配置推薦 
金屬擠壓與鍛造裝備技術(shù)國家重點實驗室主要研究金屬擠壓和鍛造領(lǐng)域的相關(guān)技術(shù)和裝備。其研究重點包括但不限于以下方面:1) 金屬擠壓技術(shù):研究金屬材料在高溫和高壓條件下的擠壓工藝,包括擠壓模具設(shè)計、擠壓參數(shù)優(yōu)化、金屬流動行為研究等。2) 金屬鍛造技術(shù):研究金屬材料在高溫和高應(yīng)變速率條件下的鍛造工藝,包括鍛造設(shè)備設(shè)計、鍛造工藝參數(shù)控制、金屬變形行為研究等。
2615
UltraLAB ??? 2年前
沖壓件的冷擠壓工藝有什么優(yōu)點 
在沖壓件加工廠,有時因著沖壓件形狀及性能要求的特殊性,要用到冷擠壓工藝。今天來介紹下冷擠壓工藝的優(yōu)點。 先來了解下什么冷擠壓的概念。冷擠壓是在室溫將毛坯入入模具型腔,在強大壓力和一定速度作用下,迫使金屬從型腔內(nèi)產(chǎn)生塑性變形擠得所需要的尺寸、形狀和力學(xué)性能的制件。冷擠壓加工可以在冷擠壓壓力機上進行,也可以在普通機械壓力機(沖床)、液壓機、摩擦壓力機或高速錘上進行。
2440
東一金屬 ??? 2年前
20條/頁 
 7
7 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
