



基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
摘 要:設計某墊片類零件落料沖孔模,計算沖裁力,根據落料沖孔模具結構分析模具上墊板零件受力情況,利用NX NASTRAN有限元分析軟件對零件受力情況進行模擬。分析和試沖結果表明,零件受力情況與有限元分析結果一致,零件原結構不能滿足模具工作需求,更改零件結構后應力和應變情況得到了明顯改善,能滿足模具的使用要求。
4151
Whitney ??? 2年前
Simufact軟件在鋁型材擠壓模具設計數值模擬的應用 附simufact.additive 3下載 
用擠壓的方法生產鋁型材,既節約金屬,生產效率又高[1]。 分流組合模廣泛地應用于生產各種規格和形狀的管材和空心鋁型材的擠壓模具結構類型。該類模具不僅可以生產復雜內腔的鋁型材,而且可拆換、加工容易、成本較低[2]。目前該類模具的設計很大程度上取決于經驗和反復試模,在反復試模的過程中浪費大量的人力物力和財力。
3014 1 1
人類使徒 ??? 4年前
一種車用攝像頭殼體冷擠壓成形工藝與模具設計 
圖1 產品圖設備選型此系列產品冷擠壓成形噸位預估不足60t,雖然成形噸位小,但因設備噸位限制,故只能選用500t油壓機。成形工藝與模具設計此系列產品結構可使用型材冷擠壓一次成形,冷擠壓對坯料重量、體積和端面的要求較高,需采用精密鋸切下料。型材鋸切后的坯料形狀、尺寸見圖2;模具結構簡圖如圖3所示。
2817 1
FMMM ??? 4年前
基于自動化生產的卡車縱梁落料沖孔模設計 
圖1 某款卡車縱梁落料沖孔件模具穩定可靠的定位設計縱梁因自動化生產頻率較快,板料能否擺放到位會直接影響產品的質量及生產效率。
2129
金屬加工前沿 ??? 3年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
包括剪切、落料、修邊、沖裁、沖孔和切口等。 成形工序:毛坯或零件改變形狀的工序,包括拉深、彎曲、脹形、縮口、刻印、起伏成形、翻邊、局部擠壓、熨薄和整形等。 復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合模或連續(級進)模來實現。
4603 5
數控編程網 ??? 3年前
總結了行業最全機械、模具加工常用的24種金屬材料及其特性! 
,又有高的耐磨性和良好的綜合機械性能.所以可以制造截面大,形狀復雜,經受較大沖擊的各種模具,例如普通拉伸模,沖孔凹模,沖模,落料模,切邊模,滾邊模,拉絲模,冷擠壓模,冷切剪刀,圓鋸,標準工具,量具等。
2275
數控編程網 ??? 3年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
2、沖裁模具簡介1)沖孔、落料模2)去毛刺模具3)側面沖孔模具04彎曲產品形態與成型過程介紹1、彎曲產品的形態折彎成型機理:金屬材料受到的應力大于彈性極限(屈服強度)而 又小于斷裂極限(抗拉強度),造成板料在彎曲變形區內的曲率發生變化,形成折彎。
3106 1
機械工程師 ??? 3年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
圖4 超越離合器齒輪擠壓件的立體圖 ⑴由于坯料和模具結構特點,選取坯料和模具的1/4 進行模擬,可以減小模擬的運算量; ⑵坯料和模具由SolidWorks 軟件保存step 文件導入后,劃分網格毛坯的單元數13196 個,結點數6600 個; ⑶材料:選用材料20 鋼; ⑷邊界條件為常摩擦模型,模具用的潤滑劑MoS 2,摩擦因子0.5; ⑸壓機速度為
2988 4 3
FMMM ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹模孔內.其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
2061
模具設計UG編程教學 ??? 4年前
雙工位雙向臥式框架伺服數控擠壓液壓機設計與開發 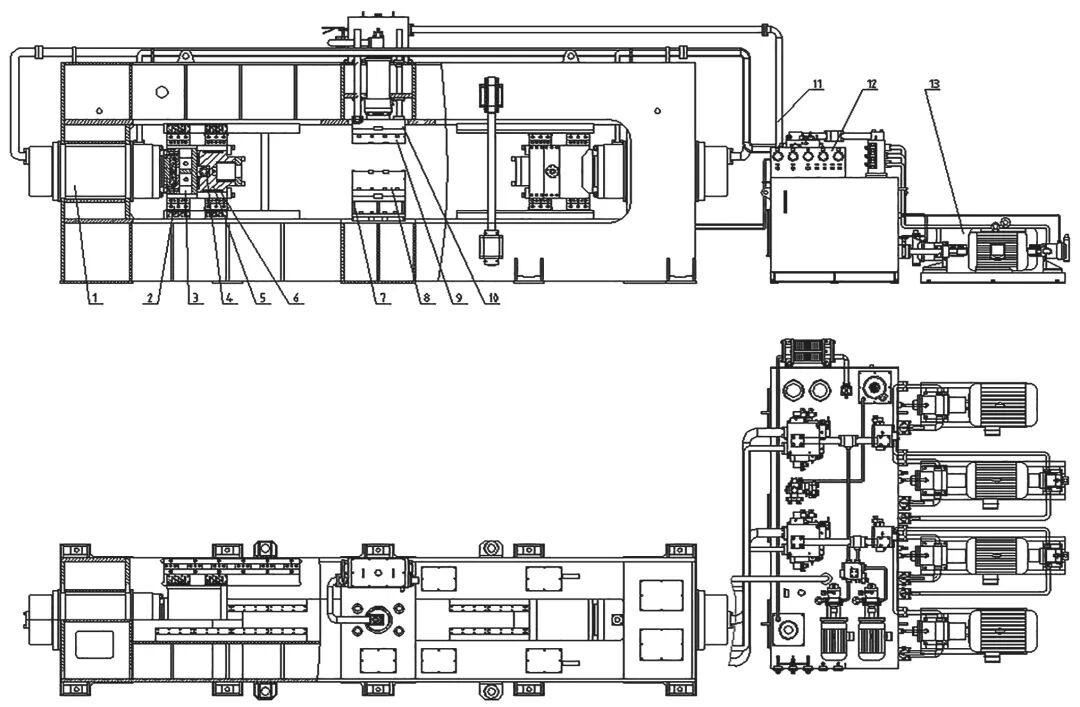
擠壓滑塊導軌機構內有高強彈簧和軸承等,以保證兩側的擠壓水平滑塊加壓運行時無振動、抖動,并且有效提高導軌的運行壽命。⑸雙工位模具機構包括換模油缸、換模滑塊、換模滑塊導軌、擠壓雙工位模具等。設有位置檢測裝置以及固定擋鐵等多層保護裝置,不到位下個動作不執行并且報警提醒。
3282 1
FMMM ??? 3年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹模孔內.其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
1959
UG編程模具設計實戰 ??? 4年前
五金沖壓件廠導柱式落料模的組成 
在五金沖壓件加工廠,不同的沖壓工序,使用不同的沖壓模具,模具不同,其結構組成不同。今天就來介紹下落料工序使用的落料模的基本結構組成。 導柱式落料模是常用的一種落料模,其基本結構組件包括: 下模座、導柱、螺釘、凹模、導料板、導套、、上模座、固定板、銷釘、模柄、凸模、墊板、卸料螺釘、橡膠、卸料板、擋料銷、承料板。
2236
東一金屬 ??? 2年前
模具工藝編排在提升材料利用率方面的運用 
圖1 沖壓件產品與成形需要的毛坯此種形狀的產品,在模具成形上需選用落料工藝料片實現,從而導致中間的浪費較多,材料利用率較低,經濟效益較低。模具成形方案和材料利用率(成本)分析模具成形工藝方案結合產品形狀,為確保材料利用率的最大化,通過對產品成形的CAE分析計算,模擬算出不同方案下模具成形需要的鋼板毛坯規格,并對幾種方案進行分析,擇優選擇最佳方案實施。
2491
FMMM ??? 3年前
干貨——模具鋼選購指南 
Cr12Mo1V1D2 SKD11 XW-42 X155CrVMo121 重型落料模、冷擠壓模、深拉伸模、滾絲模、剪刀片、冷鐓模、陶土模等。
3022
汽車零部件模具與注塑 ??? 4年前
基于HyperWorks的一種懸臂類鋁型材的有限元模擬研究1 
摘 要:通過對懸臂類鋁型材的有限元模擬,研究懸臂類鋁型材擠壓模具的總體高度、鋁型材的厚度和鋁型材的寬度對模具強度的影響。通過正交試驗方法研究這三種影響因素對懸臂類鋁型材擠壓模具強度影響的主次性并尋找最優組合的懸臂類鋁型材擠壓模具。結果表明,鋁型材擠壓模具的高度對下模具最大應變值影響顯著,影響主次順序為鋁型材擠壓模具的高度、擠壓型材的厚度、鋁型材的寬度。
4211 4
星空caer ??? 2年前
電動自行車電池外殼鋁型材擠壓模結構優化設計 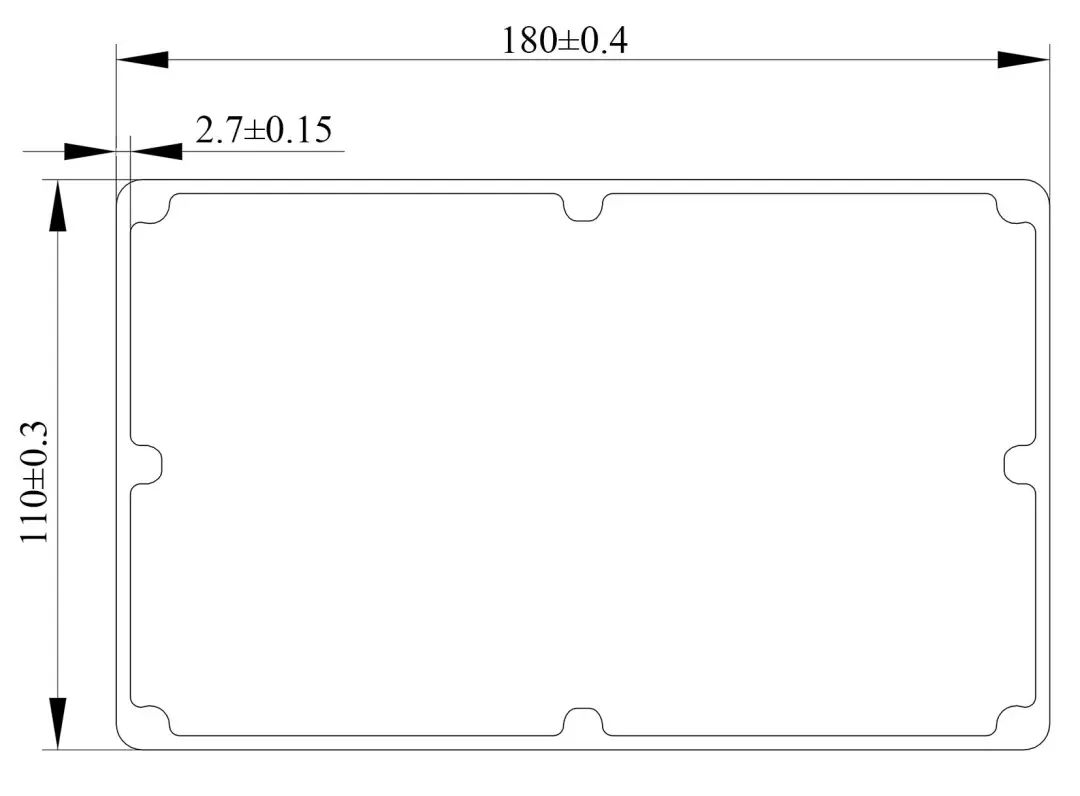
在保證模具零件強度的前提下,為了使金屬流動更均勻,根據型材擠壓形狀的實際需要,模具初始設計采用蝶形、4分流孔結構,分流孔前端設置15 mm的入料口位置下沉,上模結構如圖2所示。
4152 4
張偉一 ??? 3年前
24種常用金屬材料及其特性!
,淬火時體積變化小,又有高的耐磨性和良好的綜合機械性能.所以可以制造截面大,形狀復雜,經受較大沖擊的各種模具,例如普通拉伸模,沖孔凹模,沖模,落料模,切邊模,滾邊模,拉絲模,冷擠壓模,冷切剪刀,圓鋸,標準工具,量具等。
2262 2
機械加工網 ??? 3年前
24種常用金屬材料及特性! 
Cr12有高的韌性,淬火時體積變化小,又有高的耐磨性和良好的綜合機械性能.所以可以制造截面大,形狀復雜,經受較大沖擊的各種模具,例如普通拉伸模,沖孔凹模,沖模,落料模,切邊模,滾邊模,拉絲模,冷擠壓模,冷切剪刀,圓鋸,標準工具,量具等。
2206 2 1
材料科學與工程技術 ??? 4年前
汽車沖壓生產車間工藝概述 
分離工序分:落料、沖孔、切角、修邊等。落料:使材料沿封閉曲線相互分離,封閉曲線以內的部分作為沖裁件時,稱為落料。沖孔:使材料沿封閉曲線相互分離,封閉曲線以外的部分作為沖裁件時,稱為沖孔。四、各工序名稱及其代號沖壓車間生產的零件中,有一部分屬于覆蓋件,如:發動機罩外板、頂蓋、車門等。五、對覆蓋件的要求1.
2808 1
金屬加工前沿 ??? 3年前
基于HyperWorks的一種懸臂類鋁型材的有限元模擬研究2 
圖6 下模的應力分布圖7 下模Mag方向的應變 表4 組合型懸臂類鋁型材擠壓模具的下模具最大應變值 擠型材擠壓模具的高度對下模具最大應變值影響顯著,主次影響為鋁型材擠壓模具的高度,其次擠壓型材的厚度,最小的是鋁型材的寬度。
4132 2
星空caer ??? 2年前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
