



粘砂(結(jié)疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
覆膜砂鑄造在鑄造領(lǐng)域已有相當(dāng)長的歷史,鑄件的產(chǎn)量也相當(dāng)大;但采用覆膜砂鑄造生產(chǎn)精密鑄鋼件時(shí)面臨很多難題:粘砂(結(jié)疤)、冷隔、氣孔。如何解決這些問題有待于我們?nèi)ミM(jìn)一步探討。
3315
鑄造工程師 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質(zhì)量和生產(chǎn)成本及效率 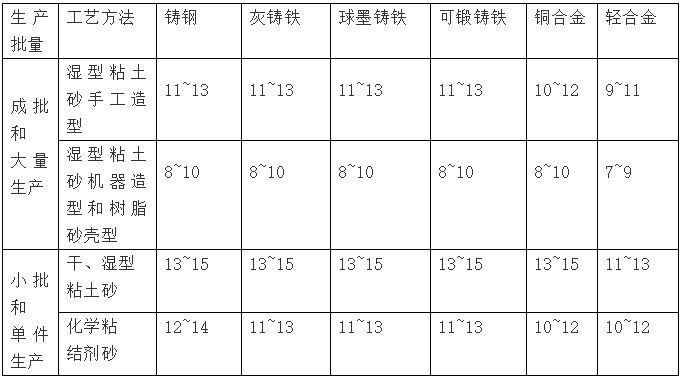
3.高溫液體金屬被氧化與涂料和鑄型發(fā)生化學(xué)反應(yīng)生成金屬氧化物,對(duì)涂料和型砂都有極強(qiáng)的粘結(jié)性,能夠?qū)⑿蜕袄喂陶掣皆?em>鑄件表面上形成一系列的低熔點(diǎn)化合物〔在鑄件厚壁及轉(zhuǎn)角處等,低熔點(diǎn)物更多,粘砂層更后),造成鑄件粘砂,有時(shí)雖未產(chǎn)生粘砂,但在鑄件表面粘附上一層難以清除的涂料,及產(chǎn)生粘灰。鑄件砂眼:1.鑄型內(nèi)有掉入的砂子。2,涂料強(qiáng)度低,耐火差,經(jīng)不住高溫金屬液體的沖刷,型砂被卷入鑄件。
5649 1
鑄造工程師 ??? 2年前
熔模鑄件缺陷分析與案例,了解缺陷類型、學(xué)會(huì)分析并解決缺陷 
②化學(xué)法 例如鑄件粘砂,如圖3,是化學(xué)粘砂還是機(jī)械粘砂? 從鑄件的粘砂處取3—5g試樣,放在濃鹽酸中。當(dāng)發(fā)生下列情況: 鹽酸中有氣泡產(chǎn)生,并上浮;鹽酸的顏色由透明變黃,甚至是棕紅色;反應(yīng)終了,器皿的底部殘留型砂;即為機(jī)械粘砂。
3298
鑄造工程師 ??? 4年前
4種鑄件澆注方式對(duì)應(yīng)鑄件類型全面解析 
缺點(diǎn):容易產(chǎn)生粘砂缺陷;容易產(chǎn)生沖砂缺陷;一特別厚大件易造成組織粗大;厚大球鐵件有縮孔、縮松傾向:增大石墨漂浮傾向。 資料刊載的灰鑄鐵件的澆注溫度如表5所示。依據(jù)生產(chǎn)實(shí)踐,建議灰鑄鐵件澆注溫度如表6所示。 對(duì)于中、大型鑄鐵件的生產(chǎn),其實(shí)際澆注時(shí)間的長短、澆注速度的快慢,對(duì)鑄件的質(zhì)量有直接的影響。
5037
鑄造工程師 ??? 4年前
機(jī)械技術(shù)要求大全,機(jī)械人必備! 
鑄件上的型砂、芯砂和芯骨應(yīng)清除干凈。7. 鑄件有傾斜的部位、其尺寸公差帶應(yīng)沿傾斜面對(duì)稱配置。8. 鑄件上的型砂、芯砂、芯骨、多肉、粘沙等應(yīng)鏟磨平整,清理干凈。9. 對(duì)錯(cuò)型、凸臺(tái)鑄偏等應(yīng)予以修正,達(dá)到圓滑過渡,一保證外觀質(zhì)量。10. 鑄件非加工表面的皺褶,深度小于2mm,間距應(yīng)大于100mm。11.
2537 1
機(jī)械設(shè)計(jì)師 ??? 4年前
知識(shí)篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
因?yàn)樨?fù)壓度越高,充型速度越快,澆注時(shí)間變短,致使低粘度的液相產(chǎn)物來不及轉(zhuǎn)變?yōu)楦?em>粘度液相分解產(chǎn)物,光亮碳出現(xiàn)減少;負(fù)壓度越高,越有利于模樣熱解產(chǎn)物通過涂料層進(jìn)人砂層,越有利于減少皺皮形成或出現(xiàn)。(8)工藝參數(shù)配合的影響:澆注溫度,澆注速度,真空度等工藝參數(shù)配合不當(dāng)會(huì)引起皺皮。當(dāng)澆注速度加快時(shí),流股變粗,如果沒有相應(yīng)提高真空度,常會(huì)出現(xiàn)皺皮。
4896 4 1
鑄造工程師 ??? 2年前
有效防止精密鑄造蠟?zāi)W冃危?種有效措施可收藏! 
在壓型一蠟?zāi)R?em>鑄件的生產(chǎn)過程中,蠟?zāi)5某叽绶€(wěn)定性和變形程度,極大地影響了鑄件的質(zhì)量狀態(tài)。 針對(duì)易變形件要從第一道工序一射蠟就采用在蠟?zāi)V蟹湃胱璧K物限制收縮變形,開澆道根后粘澆道,壓蠟后在水中冷卻等有效措施,使蠟?zāi)L幵谝粋€(gè)良好的質(zhì)量狀態(tài)之下。大量生產(chǎn)實(shí)踐證明,這些預(yù)防措施是有效并且十分必要的。 1.
3131 9 6
鑄造工程師 ??? 3年前
基于自動(dòng)迭代法的鑄件變形補(bǔ)償技術(shù)的開發(fā)與應(yīng)用 
Cast-Designer 的應(yīng)力計(jì)算可采用多種材料模型,如剛性材料、彈性材料、彈塑性材料和更復(fù)雜的彈粘塑性材料模型。在塑性材料模型中,還可以考慮加工硬化。基于有限元法技術(shù),Cast-Designer能夠在同一個(gè)網(wǎng)格模型中,進(jìn)行熱、流動(dòng)、應(yīng)力的三場(chǎng)全耦合分析,從而獲得更高準(zhǔn)確度的計(jì)算結(jié)果。由于同時(shí)考慮了熱應(yīng)力和機(jī)械應(yīng)力的影響,對(duì)模具的約束與脫模的影響都能完整分析。
2385 5 4
C3PChina ??? 3年前
專家實(shí)例講解,高密度造型線的型砂性能管理要點(diǎn) 
在之前溝通過程中,一度改為 70/140原砂,透氣性降為~140,用于細(xì)砂沒及時(shí)補(bǔ)充,又使用了 50/100原砂兩天,型砂透氣性又恢復(fù)到 170,剛好轉(zhuǎn)一些的鑄件,粘砂情況又加劇,同時(shí)抓型砂手感煤粉量不多,且鑄件粘砂較重,做型砂的發(fā)氣量只有 13、14ml,而配料表中煤粉的含量為0.45%,不算太低,與實(shí)際情況不符。
2066
鑄造工程師 ??? 4年前
消失模工藝鑄件含碳量超標(biāo)的9大主要原因分析及操作要點(diǎn)匯總 
如果負(fù)壓度過大,將會(huì)引起鑄件粘砂及其他缺陷的發(fā)生。 12 對(duì)低碳鋼鑄件的澆注,應(yīng)盡可能采用底注式澆注方法進(jìn)行澆注,使?jié)沧撍某湫土鲃?dòng)平穩(wěn),模樣熱分解產(chǎn)物能順利進(jìn)入集渣腔或冒口中,從而降低和減少模樣熱分解產(chǎn)物中液相和固相的接觸反應(yīng)時(shí)間,降低和消除增碳機(jī)率。
2304
鑄造工程師 ??? 4年前
消失模鑄造氣孔缺陷解決方法
負(fù)壓度過大,加劇金屬液滲透粘砂,并造成附壁效應(yīng),不利于液相泡沫被涂層吸附,生成很多氣孔。適宜的負(fù)壓是排氣的保證,也是防止粘砂的措施。7、模樣粘合應(yīng)選用專用的熱熔膠或冷膠,在保證粘牢的情況下,用量越少越好。盡量避免使用汽化緩慢的乳膠。文章來源:鑄造工業(yè)網(wǎng)
2679
鑄造工程師 ??? 3年前
實(shí)例講解:鑄造自動(dòng)生產(chǎn)線型砂質(zhì)量控制核心的8項(xiàng)指標(biāo) 
在之前溝通過程中,一度改為 70/140原砂,透氣性降為~140,用于細(xì)砂沒及時(shí)補(bǔ)充,又使用了 50/100原砂兩天,型砂透氣性又恢復(fù)到 170,剛好轉(zhuǎn)一些的鑄件,粘砂情況又加劇,同時(shí)抓型砂手感煤粉量不多,且鑄件粘砂較重,做型砂的發(fā)氣量只有 13、14ml,而配料表中煤粉的含量為0.45%,不算太低,與實(shí)際情況不符。
2592 1
鑄造工程師 ??? 4年前
機(jī)械圖紙技術(shù)要求大全,記得收藏! 
鑄件上的型砂、芯砂和芯骨應(yīng)清除干凈。7. 鑄件有傾斜的部位、其尺寸公差帶應(yīng)沿傾斜面對(duì)稱配置。8. 鑄件上的型砂、芯砂、芯骨、多肉、粘沙等應(yīng)鏟磨平整,清理干凈。9. 對(duì)錯(cuò)型、凸臺(tái)鑄偏等應(yīng)予以修正,達(dá)到圓滑過渡,一保證外觀質(zhì)量。10. 鑄件非加工表面的皺褶,深度小于2mm,間距應(yīng)大于100mm。11.
2399 1
機(jī)械加工網(wǎng) ??? 4年前
機(jī)械圖紙技術(shù)要求大匯總,沒有最全,只有更全! 
6.鑄件上的型砂、芯砂和芯骨應(yīng)清除干凈。 7.鑄件有傾斜的部位、其尺寸公差帶應(yīng)沿傾斜面對(duì)稱配置。 8.鑄件上的型砂、芯砂、芯骨、多肉、粘沙等應(yīng)鏟磨平整,清理干凈。 9.對(duì)錯(cuò)型、凸臺(tái)鑄偏等應(yīng)予以修正,達(dá)到圓滑過渡,一保證外觀質(zhì)量。 10.鑄件非加工表面的皺褶,深度小于2mm,間距應(yīng)大于100mm。
2256 1
機(jī)械設(shè)計(jì)師 ??? 4年前
針對(duì)熔模鑄造的主流制殼工藝探討,附各改進(jìn)方案的數(shù)據(jù)對(duì)比 
2.2涂二層前的預(yù)濕工藝弊大于利,降低二層漿料的粘度值,能起到對(duì)面層的保護(hù)和強(qiáng)化作用,有助于消除面層型殼的缺陷隱患。 2.3大膠粒硅溶膠應(yīng)用于面層漿對(duì)鑄件表面質(zhì)量,無礙。模組制殼前先沾硅溶膠,對(duì)面層型殼質(zhì)量,無益。
2600 1
鑄造工程師 ??? 4年前
鑄件5大常見缺陷及解決方案,必須收藏學(xué)習(xí) 
5)金屬的熔化溫度或鑄圈的焙燒的溫度過高,使金屬與型腔產(chǎn)生反應(yīng),鑄件表面燒粘了包埋料。6)鑄型的焙燒不充分,已熔化的金屬鑄入時(shí),引起包埋料的分解,發(fā)生較多的氣體,在鑄件表面產(chǎn)生麻點(diǎn)。7)熔化的金屬鑄入后,造成型腔中局部的溫度過高,鑄件表面產(chǎn)生局部的粗糙。 解決的辦法:a.不要過度熔化金屬。b.鑄型的焙燒溫度不要過高。
2434 1 1
鑄造工程師 ??? 4年前
壁厚8mm,57.2kg鑄件制作全程,6項(xiàng)關(guān)鍵工藝一一剖析 
的鑄件,尺寸精度達(dá)到GB/T6414-1999的CT6級(jí)要求,表面粗糙度達(dá)到Ra6.3?制殼過程中采用專用輔具,型殼焙燒使用輔助工裝,清理過程使用吊裝工具,降低了工人勞動(dòng)強(qiáng)度?焊接產(chǎn)品整體鑄造減少了生產(chǎn)成本?該產(chǎn)品已經(jīng)完成鑄件的試生產(chǎn),能夠初步達(dá)到量產(chǎn)的要求?
2122
鑄造工程師 ??? 3年前
鑄造環(huán)節(jié)控制要點(diǎn)匯總:碾砂、造型、熔煉、澆注、清理、檢查 
(2)清砂:要獲得表面光潔度好的鑄件,小活件可以通過清理滾筒去除表面的砂子。大活件進(jìn)行拋丸處理去除表面的砂子。非加工表面的粘砂必須清理干凈,以防止在裝入成品內(nèi)運(yùn)動(dòng)時(shí)脫落后進(jìn)入軸承室內(nèi),對(duì)軸承的使用造成不良影響。 (3)時(shí)效處理:一般的鑄件都要進(jìn)行時(shí)效處理,以減小鑄件內(nèi)應(yīng)力獲得良好的性能。
2571
鑄造工程師 ??? 4年前
探討熔模鑄造現(xiàn)行制殼工藝,從數(shù)據(jù)對(duì)比看各改進(jìn)方案 
2.2涂二層前的預(yù)濕工藝弊大于利,降低二層漿料的粘度值,能起到對(duì)面層的保護(hù)和強(qiáng)化作用,有助于消除面層型殼的缺陷隱患。 2.3大膠粒硅溶膠應(yīng)用于面層漿對(duì)鑄件表面質(zhì)量,無礙。模組制殼前先沾硅溶膠,對(duì)面層型殼質(zhì)量,無益。 文章來源:精密鑄造 免責(zé)聲明:本文系網(wǎng)絡(luò)轉(zhuǎn)載,版權(quán)歸原作者所有。
2974
鑄造工程師 ??? 4年前
濕型砂混砂,如何控制膨潤土、舊砂等料的比例! 
如果增加型砂中的水份,使膨潤土膏的水份增高、粘度下降,就可以減少涂布膨潤土膏所需的能量,即混砂時(shí)間可以縮短。但是,由于膨潤土膏的粘度下降,型砂的濕壓強(qiáng)度也急劇下降,這種辦法實(shí)際上是不可取的。 為了減少混砂所需的能量,采用合理的加料順序是很重要的。混舊砂時(shí)不要按習(xí)慣先加干料(砂和膨潤土),干混一段時(shí)間,然后加水混勻。
4522 2 1
鑄造工程師 ??? 2年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
