



做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
在我們對精密沖壓件進行加工時要注意哪些地方呢?我們一起來看看。什么是精密沖壓件?我們可以理解為在加工過程中厚度不變的零件,其實就是薄板五金件,沖壓、彎曲、拉伸等操作都可以來加工,我們在進行精密沖壓件加工時要注意哪些事情呢?我們一起看一看。一、用單工序模具來沖一些簡單的零件。
2176
UG編程模具設計實戰(zhàn) ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
都是我創(chuàng)作的動力,期待你的加入在我們對精密沖壓件進行加工時要注意哪些地方呢?我們一起來看看。什么是精密沖壓件?我們可以理解為在加工過程中厚度不變的零件,其實就是薄板五金件,沖壓、彎曲、拉伸等操作都可以來加工,我們在進行精密沖壓件加工時要注意哪些事情呢?我們一起看一看。一、用單工序模具來沖一些簡單的零件。
1901
模具設計UG編程教學 ??? 3年前
汽車沖壓自動化生產(chǎn)線規(guī)劃及注意事項 
七、注意事項 1、沖床運行過程中必須開啟光電保護裝置及模具上的誤送檢知裝置。 2、操作過程必須時刻關注生產(chǎn)線運行情況,嚴禁與他人閑談,禁止酒后或精神疲勞時上崗操作。禁止二人以上同時操作沖床。
5026
金屬加工前沿 ??? 2年前
五金沖壓件生產(chǎn)廠家要注意沖壓模具的檢測和維護 
在五金沖壓件廠的日常沖壓生產(chǎn)過程,一定要注意沖壓模具的維護與檢測,因為模具磨損嚴重,會導致加工出的沖壓件尺寸不符合要求,從而造成產(chǎn)品報廢。 沖壓模具在長期的生產(chǎn)使用過程中,會出現(xiàn)磨損或配件松動,會導致加工出的沖壓件尺寸不符合要求,從而造成產(chǎn)品報廢。有許多沖壓件廠家,在安裝好模具進行生產(chǎn)后根本不對模具進行日常的檢測和維護,僅僅當毛刺比較大的時候才將模具拆下簡單的修磨刀口了事。
2198
東一金屬 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
6.開始斷定各個工序的沖壓設備。三.沖壓零件毛坯規(guī)劃及排樣圖設計1.按沖壓件性質(zhì)尺度,核算毛坯尺度,制作毛坯圖2.按毛坯性質(zhì)尺度,規(guī)劃排樣圖,進行資料利用率核算。要規(guī)劃多種排樣計劃,通過比較挑選其間的最佳計劃。四.沖壓模具設計1.斷定沖壓加工各工序的模具結構辦法,并制作模具簡圖。2.對指定的1-2個工序的模具進行具體的結構規(guī)劃,并制作模具作業(yè)圖。
2009
UG編程模具設計實戰(zhàn) ??? 3年前
沖壓模具設計前的規(guī)劃與步驟 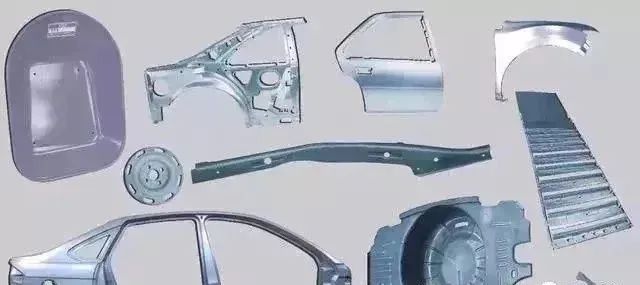
6.開始斷定各個工序的沖壓設備。 三.沖壓零件毛坯規(guī)劃及排樣圖設計 1.按沖壓件性質(zhì)尺度,核算毛坯尺度,制作毛坯圖 2.按毛坯性質(zhì)尺度,規(guī)劃排樣圖,進行資料利用率核算。要規(guī)劃多種排樣計劃,通過比較挑選其間的最佳計劃。 四.沖壓模具設計 1.斷定沖壓加工各工序的模具結構辦法,并制作模具簡圖。
4409 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
6.開始斷定各個工序的沖壓設備。三.沖壓零件毛坯規(guī)劃及排樣圖設計1.按沖壓件性質(zhì)尺度,核算毛坯尺度,制作毛坯圖2.按毛坯性質(zhì)尺度,規(guī)劃排樣圖,進行資料利用率核算。要規(guī)劃多種排樣計劃,通過比較挑選其間的最佳計劃。四.沖壓模具設計1.斷定沖壓加工各工序的模具結構辦法,并制作模具簡圖。2.對指定的1-2個工序的模具進行具體的結構規(guī)劃,并制作模具作業(yè)圖。
2192
模具設計UG編程教學 ??? 3年前
汽車沖壓生產(chǎn)車間工藝概述 
沖壓工藝及沖模設計的影響及提高沖模壽命的措施。(1)冷沖壓用原材料的影響例如:原材料厚度公差不符合要求、材料性能波動、表面質(zhì)量差和不干凈等A.沖壓前應對原材料的牌號、厚度、表面質(zhì)量進行嚴格檢查B.保證材料表面質(zhì)量和清潔(2)排樣和搭邊的影響排樣方法與搭邊值對模具壽命影響非常大,不必要的往復送料排樣法和過小的搭邊值往往是造成模具急劇磨損和凸凹模啃傷的重要原因。
2808 1
金屬加工前沿 ??? 3年前
五金沖壓件搭邊沖裁必須確定哪些內(nèi)容 
在沖壓件廠的實際生產(chǎn)中,通常是先將板料剪切成條料,然后再進行沖壓加工。而板料的剪裁有橫裁和縱裁兩種方式,在保證制件質(zhì)量的前提下,應通過對比一塊板料的利用率來決定是采取橫裁還縱裁。 4.確定排樣圖。在模具裝配圖及工藝卡片上,都應該有排樣圖。排樣圖繪在圖紙的右上方。一張完整的的排樣圖應該標注條料寬度、條料長度、板料厚度、步距、端距、搭邊。
2185
東一金屬 ??? 3年前
車架類沖壓模具設計注意事項 
選擇這樣的工作方式是因為可以很好的節(jié)省模具制造損耗的費用,提升沖壓的工作效率。經(jīng)過這樣的設計之后,我們得出了下圖的沖壓效果圖,A+B就是沖壓縱梁的右側畫面,B+C就是沖壓縱梁的左側畫面: 如果在工作的時候受到沖壓設備面積影響的時候,可以分別對左側變截面和右側變截面加裝不一樣的鑲板,目的是確保左側和右側的沖壓成形的效果。
4029 3
金屬加工前沿 ??? 2年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
沖壓件設計注意事項沖裁沖壓件的沖壓工藝性1).沖裁件的形狀和角度:沖裁件的形狀設計應盡可能簡單、對稱,使排樣時廢料最少。沖裁件拐角應避免銳角,宜有適當?shù)膱A角2).沖孔最小孔徑 (沖孔時孔徑不宜太小)最小尺寸如下表沖裁件的結構尺寸(如孔徑、孔距等)必須考慮材料的厚度。3). 最小孔間距 和孔邊距沖裁件的孔與孔之間、孔與邊緣之間的距離不應過小。4).
5978 2
金屬加工前沿 ??? 3年前
好的轎車首先從沖壓開始 
⑴在保障沖壓件質(zhì)量和準時供件的同時,通過廢品率優(yōu)化、返修率優(yōu)化、停機率優(yōu)化等降低加工浪費;⑵通過板料性能提升、排樣進距優(yōu)化等方式不斷優(yōu)化原材料;⑶通過模具工序優(yōu)化、壓縮新模具調(diào)試周期、延長模具壽命等優(yōu)化工裝成本;⑷通過管理系統(tǒng)提升效率減少人員加班,進行工時管控,從而優(yōu)化用人經(jīng)濟性,同時結合生產(chǎn)車間的多年經(jīng)驗,對新產(chǎn)品的造型、結構等提出建議,從而提升新產(chǎn)品的可制造性。
2463 1
FMMM ??? 4年前
汽車側圍加強板一體式門環(huán)結構的應用 
圖5 一體式門環(huán)常見質(zhì)量缺陷問題一體式門環(huán)設計階段的注意事項 一體式門環(huán)熱成形過程中板料處于高溫狀態(tài),強度低、塑性好,但坯料與模具之間的摩擦系數(shù)達到0.5,明顯高于冷沖壓狀態(tài),為保證成形質(zhì)量,防止開裂和起皺缺陷的產(chǎn)生,模具的上下模壓料板之間采用彈性對頂方式來成形,一般其對頂壓力不超過10噸,壓料板的浮料高度不超過100mm。
3815 2
FMMM ??? 3年前
淺談汽車沖壓件材料利用率提升方法 
圖6所示的前豎板本體制件設計時形狀不規(guī)則,影響板料排樣,制件材料利用率39.4%,通過制件進行分件開發(fā)后,材料利用率達到58.8%,單件的材料利用率提升了19.4%。
3426
FMMM ??? 4年前
LS-DYNA R14.0& F14.1沖壓領域簡要評測 
LS-DYNA R14.0& F14.1沖壓領域簡要評測 DynaForm是業(yè)界主流的沖壓分析軟件,LS-DYNA作為其主要的求解器,一直廣受贊譽,筆者近幾年也一直測試LS-DYNA沖壓相關領域各個版本的差異,幫助用戶選擇最優(yōu)版本求解器,提高求解效率,避免因為求解器不穩(wěn)定導致的結果異常; LS-DYNA在2019年被ANSYS收購,2020年整合完畢,新出LS-DYNA的授權開始與
3070 6 5
王毅 ??? 3年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學到老! 
; 10、機床模座是否已經(jīng)磨損;四、沖壓特殊尺寸孔應注意的問題 (1)最小孔徑?jīng)_φ0.8——φ1.6范圍的沖孔請用特殊沖頭。
2181 1
模具設計UG編程教學 ??? 3年前
LS-DYNA_R11.2.2&R12.1&R13.0&F14.0沖壓領域簡要評測 
ANSYS 2021 R2 注意ANSYS版本號 LS-DYNA R11.2.2 ANSYS 2021 R2 注意ANSYS版本號 LS-DYNA R12.1 ANSYS 2022 R1 注意ANSYS版本號
4636 19 8
王毅 ??? 4年前
沖壓件表面質(zhì)量不好的原因 
3.沖壓件毛坯的粗糙,不清潔,不平整和不光滑的表面,會增加材料與模具表面和毛坯支座之間的摩擦力,使沖壓零件的壁厚變薄并導致裂紋和破裂。材料表面的裂紋,劃痕和分層很容易導致深沖部件破裂。 由于有以上幾點不良后果,沖壓件生產(chǎn)廠家,在生產(chǎn)金屬沖壓件之前,有必要嚴格檢查材料的表面質(zhì)量,并在生產(chǎn)過程中注意毛坯和半成品的清潔工藝,以提高材料的利用率和降低生產(chǎn)成本。
2303 1
東一金屬 ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
影響模具使用壽命的因素如下:1、材料的類型及厚度;2、是否選擇合理的下模間隙;3、模具的結構形式;4、材料沖壓時是否有良好的潤滑;5、模具是否經(jīng)過特殊的表面處理;6、如鍍鈦、碳素氮化鈦;7、上下轉(zhuǎn)塔的對中性;8、調(diào)整墊片的合理使用;9、是否適當采用斜刃口模具;10、機床模座是否已經(jīng)磨損;四、沖壓特殊尺寸孔應注意的問題
2381
模具設計UG編程教學 ??? 4年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求
表1 鋁板模具要求 鋁合金板材長期保管注意事項 1)鋁板材失效硬化的后屈服強度上升,包邊加工性降低模具制作時,考慮使用滿足規(guī)格要求的上限材料,生產(chǎn)前進行可行性確認; 2)用于生產(chǎn)的拉延油/防銹油容易揮發(fā),板料包裝打開后應立即使用,或在沖壓前進行清洗涂油; 3)表面容易氧化,不可露天放置,必須進行特殊管理(包裝)。
2448 5
金屬加工前沿 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
