



地平鐵平面度檢測“避坑”指南:三步告別誤差,輕松“拿捏”精度
在機械加工、設備調試、工裝定位等工業場景中,地平鐵的平面度直接決定工件加工、檢測的精度,而平面度檢測是保障地平鐵合格使用的關鍵環節。很多企 
地平鐵平面度檢測“避坑”指南:三步告別誤差,輕松“拿捏”精度 在機械加工、設備調試、工裝定位等工業場景中,地平鐵的平面度直接決定工件加工、檢測的精度,而平面度檢測是保障地平鐵合格使用的關鍵環節。很多企業因檢測方法不當、忽視細節,頻繁陷入誤差陷阱,導致工件報廢、效率下降。
1590
河北威岳 ??? 3月前
abaqus在使用邊界位移條件后如何解決位移自由度和轉動自由度突變問題?
abaqus在使用邊界位移條件后如何解決位移自由度和轉動自由度突變問題?
2297 1
愛汪不愛喵 ??? 3年前
ABAQUS中使用位移邊界條件后,如何保證轉動自由度無突變?
ABAQUS中使用位移邊界條件后,如何保證轉動自由度無突變?
2088 1
愛汪不愛喵 ??? 3年前
請問如何提取Abaqus仿真后的三維形貌和粗糙度值?
我是做隨機噴丸的,想要輸出仿真后的三維形貌和粗糙度值,輸出類似圖片這種效果,有大佬了解嗎?有償
2291 4 3
好運降林 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
1、對稱加工法對于加工余量大的零件,為使其在加工過程中有比較好的散熱條件,避免熱量集中,加工時,宜采用對稱加工。如有一塊90mm厚的板料需要加工到60mm,若銑好一面后立即銑削另一面,一次加工到最后尺寸,則平面度達5mm;若采用反復進刀對稱加工,每一面分兩次加工到最后尺寸,可保證平面度達到0.3mm。 2、分層多次加工法如果板材零件上有多個型腔,如下圖所示。
2252
UG編程模具設計實戰 ??? 3年前
亞克力CNC加工:高精度、高透明度與高效率的專業CNC亞克力加工服務 
亞克力激光切割 速度快、適合平面輪廓、切口光滑 存在熱影響區、厚板精度較低 招牌、面板、裝飾件 ?? 總結:當重點是精度、裝配配合或光學透明度時,應選擇CNC加工;若需要快速切割平面形狀,則激光切割更合適。
3430 1 1
2103707493 ??? 7月前
T型槽平臺加工工藝詳解:從鑄造到精加工的完整流程箱式
T型槽平臺(箱式)作為機械裝配、機床調試、工裝定點的核心基準裝備,其加工工藝直接影響精度穩定性與使用壽命。箱式結構憑借剛性強、受力均勻的特點,廣泛 
1.臺面精加工:采用平面磨床對臺面進行精磨,結合刮削工藝,確保臺面平面度符合標準,0級精度平面度誤差≤0.05mm/m,表面粗糙度Ra≤1.6μm。2.T型槽精加工:按圖紙規格,采用專用工具銑削T型槽,控制槽寬、槽距公差,槽邊緣做倒角處理,避免應力集中,確保T型螺栓滑動順暢,精加工后進行涂色對研檢驗,保障槽體精度。
2374
河北威岳 ??? 3月前
3個工藝、6個操作快速解決鋁零件加工變形!! 
若按圖中虛線所示一次性加工成形,平面度誤差可高達14mm,若按圖中實線進行預加工,自然時效一段時間后再加工成形為所需要的零件,則平面度誤差可以減小到3mm。 圖2 圖2為某型號穿蓋器零件,局部最小厚度僅為3mm,加工前的毛坯厚度為20mm。
2505
模具設計UG編程教學 ??? 3年前
ABAQUS UEL - 損傷材料本構簡單應用于4節點平面單元 
利用ABAQUS自定義單元子程序,既可以開發新的單元,同時也可以定義新的材料本構模型。本文以損傷模型簡單應用于4節點平面單元為案例,介紹ABAQUS UEL的開發和使用。如上圖所示,該單元包含4個節點,每個節點有兩個自由度,分別在水平(X)和垂直(Y)方向運動。節點1的兩個自由度被固定,節點4的水平自由度被固定,節點2的垂直自由度被固定。
2681 2
Tomm ??? 1年前
Abaqus 分析,兩個面開始不接觸,其中一個面施加壓強,平面發生變形后兩面接觸,這種情況下接觸應該怎么設置呢?
上板與模具間隙9mm,上板下添加U3方向的壓強,上板在壓強作用下與模具接觸。若直接設通用接觸,一開始就不收斂(有Displacement increment for contact is too big.的警告信息);若使用面面接觸,同樣不收斂(Displacement increment for contact is too big.);若使用面面接觸,并設置調整過盈,
2832 7 1
微塵_9776 ??? 2年前
T型槽鑄鐵平臺加工工藝拆解:每一道工序都“講究”,不服不行 
粗加工完成后,平臺進入精加工階段,采用高精度龍門磨床,對臺面進行精細磨削,大幅提升平面度、平行度。磨削過程層層遞進,逐次提升精度,確保臺面光滑平整、誤差小。經過精加工的平臺,已經具備高精度基準面的雛形,為終刮研工序做好準備。 第五道工序:T型槽加工。這是考驗技術的核心工序,講究“尺寸準、槽體直、壁光滑”。T型槽是平臺的“血管”,直接影響使用效果。
1227
河北威岳 ??? 1月前
公差與配合,干機加工必備! 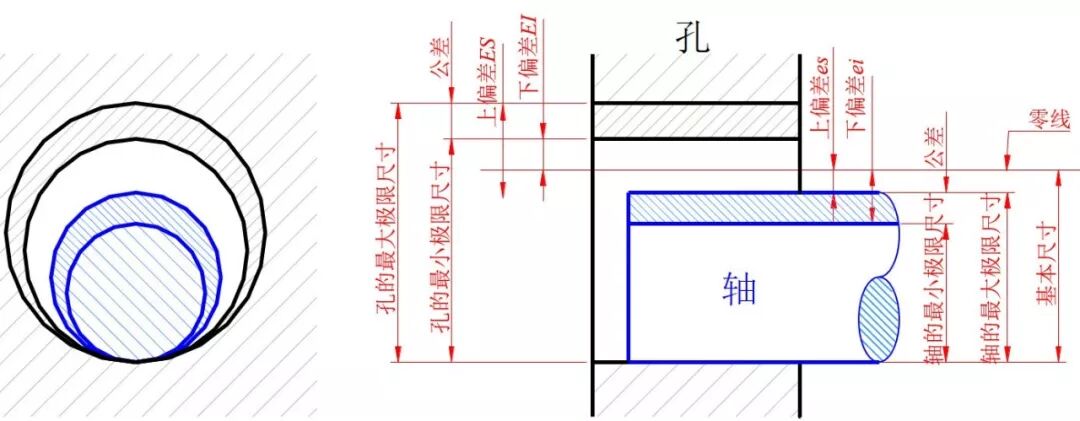
形狀公差項目有:直線度、平面度、圓度、圓柱度、線輪廓度、面輪廓度等6項。(1)直線度直線度是表示零件上的直線要素實際形狀保持理想直線的狀況。也就是通常所說的平直程度。直線度公差是實際線對理想直線所允許的最大變動量。也就是在圖樣上所給定的,用以限制實際線加工誤差所允許的變動范圍。(2)平面度平面度是表示零件的平面要素實際形狀,保持理想平面的狀況。
2777
數控編程教學 ??? 3年前
機械加工后的毛刺怎么處理? 
1、合理的結構設計毛刺的形成在很大程度上受工件結構的影響,工件結構不同,加工后棱邊處的毛刺形狀和尺寸也有很大的差別。如果工件材料和表面處理是事先定好的,那么工件幾何形態和棱邊則是決定毛刺形成的一個重要因素。2、適當的加工順序加工順序對端銑毛刺的形狀、大小也有一定的影響。
2263
機械設計師 ??? 4年前
細長條連桿零件材料熱處理及孔精加工過程研究 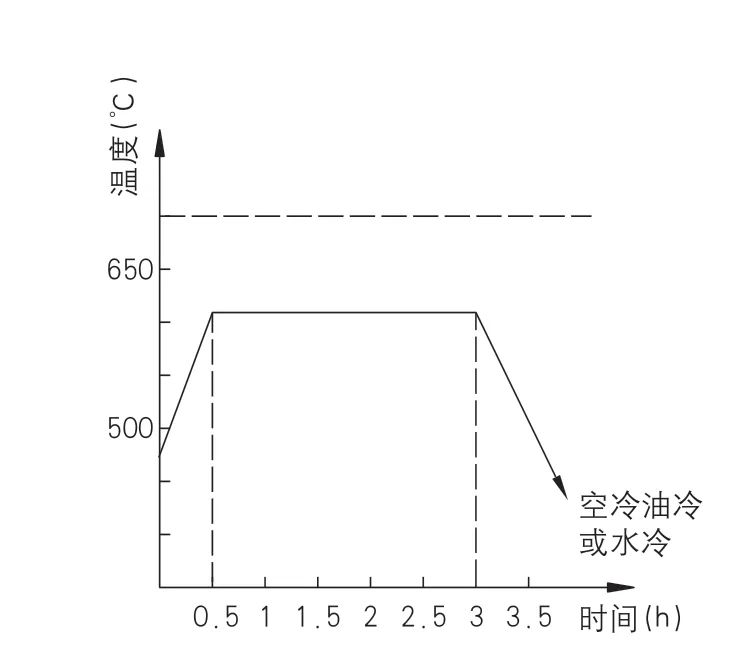
圖3 某零件熱處理前示意圖圖4 某零件熱處理后示意圖若零件扭曲嚴重,校平后零件的平面度與直線度與熱處理前相差過大,難以恢復熱處理前零件平面狀態,只有通過在加工熱處理工序前增加更多余量的方式來加工,以滿足圖紙尺寸公差要求,嚴重影響生產效率。因此,可在熱處理工序中進行人為干預控制零件外形狀態,以減小零件高溫過程中變形。
2844
金屬加工前沿 ??? 3年前
基于自動迭代法的鑄件變形補償技術的開發與應用 
變形補償結果 如圖五所示,白色為原始鑄件(目標尺寸),彩色云圖表示變形后的鑄件。第一次迭代后,變形量嚴重超差,達到0.8mm以上,產品平面度要求為0.5mm。經過四次的自動迭代計算,最后,產品在冷卻到室溫后,平面度可保持在0.05~0.15之間,產品100%滿足直接供給機加工生產的要求。
2384 5 4
C3PChina ??? 3年前
數控加工中圓弧插補的功能應用 
當圓弧小于180度時,R值為正值。如上圖所示。而這種情況對于用I J表示的時候不需要考慮了。在圓弧插補的時候我們要留意注意事項:1、在加工中我們需要注意一些默認的指令狀態。機床開機后,系統默認設定為G17,即XY平面,所以在這種情況下我們可以不用去設置平面了。2、當我們加工整圓的時候,起點坐標和終點坐標重疊,要用I J格式加工,用半徑法無效。
3094
數控編程網 ??? 3年前
箱式T型槽平臺加工流程拆解:關鍵工序與精度控制方法 
臺面采用平面磨床精磨,搭配刮削工藝,控制平面度誤差,0級精度≤0.05mm/m,表面粗糙度Ra≤1.6μm;T型槽采用專用工具銑削,按GB/T158-1996標準加工,控制槽寬、槽距公差,相鄰槽間距公差≤±0.05mm,槽口做倒角處理,避免應力集中。
1431
河北威岳 ??? 3月前
ABAQUS模擬隧道開挖后施作襯砌,利用生死單元法添加的襯砌,我在step-1中襯砌未激活,但是仍然有構件自由度比較大的警告,請問這是為什么?
ABAQUS采用生死單元法模擬隧道開挖后的襯砌施作,建好襯砌模型以后,第一分析步未激活,但是在第一分析步中仍然有警告:Solver problem. Numerical singularity when processing node PART-SHOTCRETE-1.14 D.O.F. 1 ratio = 43.2937E+12 .請問這是為什么?
3106 3 1
用戶_1256 ??? 1年前
鑄鐵平臺:機械制造的“基準平面核心”,撐起檢驗/焊接/裝配精度
在機械制造領域,檢驗、焊接、裝配是決定產品精度與合格率的三大核心工序,而鑄鐵平臺(鑄鐵平板)正是貫穿這三大工序的基準平面設備。它并非簡單 
機械制造對基準平面的核心要求是“穩”與“準”:既要承受零部件、焊件的重載,又要抵御加工振動、焊接高溫的影響,更需長期保持平面度,確保各工序基準。
2550
河北威岳 ??? 4月前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
劃分網格后的刀具和工件分別如圖2、圖3所示。圖2 刀具網格圖3 工件網格2.5 模型求解采用ABAQUS/Explicit進行模型計算,分析步的類型選擇動態顯式熱-力耦合分析步。計算完成后可以通過ABAQUS后處理模塊進行結果的查看和分析。銑削模擬結果如圖4所示。
4333 3 1
CAEer吳皓 ??? 2年前
20條/頁 
 138
138 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
