



ABAQUS機(jī)械噴丸 
機(jī)械噴丸:
利用彈丸高速?zèng)_擊到靶材,使其表面產(chǎn)生塑性變形產(chǎn)生殘余應(yīng)力以及加工硬化從而提高材料的強(qiáng)度和疲勞強(qiáng)度。
影響噴丸強(qiáng)度的工藝參數(shù)主要有:彈丸直徑、彈流速度、彈丸流量、噴丸時(shí)間等。彈丸直徑越大,速度越快,彈丸與工件碰撞的動(dòng)量越大,噴丸的強(qiáng)度就越大。
3530 5 33
不是真正的工程師 ??? 3年前
基于ABAQUS的python不同噴丸角度的隨機(jī)彈丸噴丸插件 
ALMEN試片噴丸后的位移變化 下圖為通用機(jī)械噴丸插件,可以根據(jù)覆蓋率輸入彈丸參數(shù):彈丸個(gè)數(shù)、彈丸大小,彈丸本插件采用的是可變形體,需要材料參數(shù),噴丸角度以90度最佳,小角度噴丸在相同噴丸強(qiáng)度下容易出現(xiàn)損傷;靶材參數(shù):靶材大小與靶材的材料參數(shù)。
4764 10 10
不是真正的工程師 ??? 2年前
【6/16更新】日本這間破廠房內(nèi),藏著世界上頂尖的鍛造輪圈制造廠 
之后還有非常關(guān)鍵的一步,對輪圈進(jìn)行噴丸強(qiáng)化,以提高零件機(jī)械強(qiáng)度以及耐磨性、抗疲勞和耐腐蝕性,以及進(jìn)一步消除鍛造輪圈的殘留應(yīng)力。經(jīng)過噴丸之后,輪圈本體就算完成了(部分需要拋光的款式,則需要再次“回爐”機(jī)械拋光),運(yùn)送到小矢工場完成涂裝之后,便可回到成品質(zhì)檢科,檢查沒有問題之后就可以裝箱入倉了。圖:對輪圈進(jìn)行退火處理的爐子。
2289 1
技術(shù)鄰CAD學(xué)習(xí) ??? 3年前
Abaqus 淺談粒子生成器的一些問題 
一、Abaqus粒子生成器的作用 Abaqus粒子生成器可以模擬生成大量的粒子顆粒,比如:機(jī)械噴丸,沙漏等。對于機(jī)械噴丸來講,以往文獻(xiàn)和科研論文更多的是模擬1個(gè)顆粒沖擊工件,然而,這并不符合現(xiàn)實(shí),現(xiàn)實(shí)中,機(jī)械噴丸是通過噴丸機(jī)實(shí)現(xiàn)的,其可采用多個(gè)噴槍設(shè)計(jì),噴槍設(shè)置位置不同,噴砂上下擺動(dòng),噴槍360度可調(diào),保證產(chǎn)品表面均勻噴砂,無死角。
4517 12 17
咖喱allen ??? 3年前
最新 | DEFORM V12-13+新功能簡介 
1.13 新增噴丸工藝模塊 噴丸工藝模塊采用最新數(shù)據(jù)分析訓(xùn)練方法,將各個(gè)沖擊角度的2D結(jié)果映射插值到3D噴丸模型中。對于3D模型的噴丸分析,采用粒子模擬或沖擊模擬,通過定義噴槍數(shù)量、噴射區(qū)域范圍、彈丸速度、工件約束及運(yùn)動(dòng)計(jì)算工件噴丸覆蓋率、各部位沖擊次數(shù)、沖擊角度、暴露時(shí)間等,并最終計(jì)算表面殘余應(yīng)力結(jié)果。
5807 1 1
安世亞太 ??? 3年前
“古典”噴丸強(qiáng)化的abaqus仿真 
通過改變表面疲勞強(qiáng)度來改善零件疲勞強(qiáng)度的手段有很多,例如磨削加工、機(jī)械拋光、電解拋光、表面滲碳、滲氮、表面淬火、表面激光加工、表面滾壓、振動(dòng)沖擊、拋/噴丸等。相比其他強(qiáng)化手段,噴丸強(qiáng)化方法受材料種類、材料靜強(qiáng)度,零件幾何結(jié)構(gòu)和尺寸大小的影響較小,且成本較低。
4643 16 11
小提米 ??? 6年前
汽車消聲器連結(jié)法蘭盤沖壓成形工藝參數(shù)優(yōu)化 
經(jīng)過沖壓試驗(yàn),觀察該零件,成形質(zhì)量完好,孔口處未見明顯的開裂。將神經(jīng)網(wǎng)絡(luò)和遺傳算法相結(jié)合優(yōu)化法蘭盤沖壓成形工藝參數(shù)的方法尋優(yōu)范圍更大,獲取的最優(yōu)值也更加準(zhǔn)確。關(guān)鍵詞:神經(jīng)網(wǎng)絡(luò);遺傳算法;參數(shù)優(yōu)化;法蘭盤;沖壓成形;神經(jīng)網(wǎng)絡(luò)和遺傳算法相結(jié)合可以解決很多參數(shù)優(yōu)化類的問題,在機(jī)械行業(yè)的應(yīng)用也越來越廣泛。
4618 6 1
金屬加工前沿 ??? 2年前
【5/28更新】機(jī)翼更堅(jiān)固的秘訣,居然是用金屬彈丸向它“開炮”? 
傳統(tǒng)加工機(jī)翼壁板,通常采用數(shù)控整體銑切的方式,并適當(dāng)配合機(jī)械壓彎方式。整體銑切壁板復(fù)雜外形會(huì)浪費(fèi)掉大量的材料,機(jī)械壓彎則容易影響壁板性能,質(zhì)量控制難度很大。而今,國內(nèi)外航空制造企業(yè)均采用噴丸成型技術(shù)進(jìn)行機(jī)翼壁板加工。
2269 1
技術(shù)鄰CAD學(xué)習(xí) ??? 3年前
機(jī)械技術(shù)要求大全,機(jī)械人必備! 
鍛件應(yīng)在有足夠能力的鍛壓機(jī)上鍛造成形,以保證鍛件內(nèi)部充分鍛透。3. 鍛件不允許有肉眼可見的裂紋、折疊和其他影響使用的外觀缺陷。局部缺陷可以清除,但清理深度不得超過加工余量的75%,鍛件非加工表面上的缺陷應(yīng)清理干凈并圓滑過渡。4. 鍛件不允許存在白點(diǎn)、內(nèi)部裂紋和殘余縮孔。▌ 切削加工件要求1.
2536 1
機(jī)械設(shè)計(jì)師 ??? 4年前
噴丸強(qiáng)化與激光噴丸
需要激光噴丸和機(jī)械噴丸仿真教程文件資料的,可以私聊,可指導(dǎo)仿真調(diào)試
1821 4
CAE噴丸與激光強(qiáng)化 ??? 2年前
某曲軸多楔輪旋壓成形工藝研究 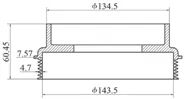
文/李俊輝,梅笑寒,戎子鍵,劉少楓,紀(jì)小虎,王雪·合肥工業(yè)大學(xué)多楔輪具有抗扭矩性強(qiáng)、耐高油和高溫、使用壽命長等特點(diǎn),廣泛應(yīng)用于機(jī)械傳動(dòng)系統(tǒng),尤其在汽車發(fā)動(dòng)機(jī)傳動(dòng)系統(tǒng)中,多楔輪傳動(dòng)是主要傳動(dòng)形式。多楔輪良好的機(jī)械性能是機(jī)械傳動(dòng)系統(tǒng)的整體性能及使用壽命的保證,故對其成形制造工藝提出了較高的要求。
2262 5 3
仿真客 ??? 3年前
【技術(shù)熱點(diǎn)】“該是關(guān)注千兆帕高強(qiáng)鋼冷沖壓的時(shí)候了!” 
3.相較于熱成形鋼(PHS),馬氏體鋼具有更廣的機(jī)械性能范圍。4.冷成形馬氏體鋼零件的最終表面質(zhì)量優(yōu)于熱沖壓零件。5.冷沖壓零件無需額外清潔(噴丸處理)。6.冷沖壓零件可以進(jìn)行機(jī)械性模具沖孔和切邊,而熱成形零件需要更貴的激光切割加工,以避免氫脆。7.馬氏體鋼鍍鋅層可提供陰極防腐保護(hù)。
4370
熱成形產(chǎn)業(yè)聯(lián)盟 ??? 2年前
基于ABAQUS單點(diǎn)顯式VDLOAD/隱式DLOAD激光沖擊加載(圓形光斑和方形光斑) 
激光沖擊強(qiáng)化是一種相對而言較新的機(jī)械表面處理方式。就目標(biāo)而言它與機(jī)械噴丸強(qiáng)化類似:在材料的表面和近表面引入有益的殘余壓應(yīng)力。激光沖擊強(qiáng)化使用高功率激光脈沖將表面電離成高壓等離子體,在一個(gè)透明的慣性約束介質(zhì)中(通常是水)進(jìn)行操作。可以使用一種類似黑色鋁箔膠帶的犧牲性涂層作為熱保護(hù)覆蓋層來保護(hù)靶材表面的完整性。
4336 7 12
不是真正的工程師 ??? 2年前
熱沖壓成形模具設(shè)計(jì)要點(diǎn) 
熱沖壓成形量產(chǎn)模具設(shè)計(jì)流程如圖5所示,采用autoform、pam stamp2G等軟件進(jìn)行對熱沖壓成形過程進(jìn)行快速成形模擬和冷卻過程模擬,利用熱沖壓成形鋼板的高溫流變曲線、高溫摩擦系數(shù)、FLD等參量進(jìn)行成形模擬,采用Fluent、Ansys等軟件進(jìn)行模具冷卻效果模擬,保證熱成形模具長期工作熱平衡性。這一過程實(shí)際是熱力學(xué)、機(jī)械學(xué)耦合模擬。
3442 1
金屬加工前沿 ??? 3年前
Moldex3D仿真分析之脫模成形階段 
脫模成形階段到應(yīng)用階段的收縮在此階段中,塑性成形零件在射出之后不再受限于模具,并處于自由收縮階段。收縮應(yīng)力主要是來自于充填在制程中的殘留應(yīng)力,熱應(yīng)力則由零件的射出溫度與周圍環(huán)境溫度的溫差所造成。如果收縮應(yīng)力大到足以克服塑性零件的機(jī)械強(qiáng)度,則零件會(huì)產(chǎn)生扭曲。若塑性零件的外層強(qiáng)度足以對抗收縮應(yīng)力,就可能不會(huì)出現(xiàn)扭曲的現(xiàn)象。然而,此將使塑性零件內(nèi)部產(chǎn)生收縮空孔并影響整個(gè)零件的機(jī)械性質(zhì)。
2444
Moldex3D 中國 ??? 5月前
大型半軸鍛件成形工藝研發(fā) 
擺輾工藝:擺輾時(shí),工件以局部變形代替常規(guī)鍛造中的整體變形,這樣就可以用擺輾機(jī)來成形需要更大噸位設(shè)備來成形的工件,勞動(dòng)條件好,便于實(shí)現(xiàn)機(jī)械化操作,缺點(diǎn)是工藝復(fù)雜生產(chǎn)效率低,成形相對簡單回轉(zhuǎn)體半軸,適合中小批量半軸生產(chǎn)。 目前,大型半軸鍛件使用一臺(tái)設(shè)備或一個(gè)工藝成形比較困難,無法滿足異形鍛件成形需求。
2822
FMMM ??? 4年前
設(shè)計(jì)仿真 | 立即預(yù)約-Simufact成形及熱處理工藝仿真解決方案 
可以幫助用戶對成形過程的成形缺陷、微觀組織、模具應(yīng)力、材料流動(dòng)以及常規(guī)熱處理和感應(yīng)加熱等工藝過程中的材料性能變化及零部件變形進(jìn)行預(yù)測。此外,軟件還支持基于熱力耦合的機(jī)械連接和壓力焊接等連接工藝的仿真分析。 李仁軍海克斯康工業(yè)軟件工藝仿真專家長期從事海克斯康工藝仿真技術(shù)支持與項(xiàng)目實(shí)施工作。
2821 1
海克斯康設(shè)計(jì)與仿真 ??? 2年前
汽車用熱成型鋼板的加工工藝 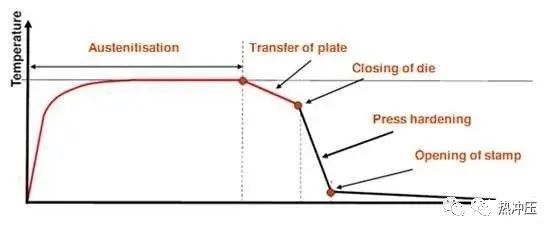
但是高強(qiáng)度鋼成形困難、回彈嚴(yán)重,導(dǎo)致工裝制造、調(diào)試難度非常高。熱成型鋼的出現(xiàn)完美解決了以上兩大難題。
4659
金屬加工前沿 ??? 2年前
液壓成形,一種新的先進(jìn)制造技術(shù) 
空心異形截面零件優(yōu)點(diǎn)有:① 成輕質(zhì)量,節(jié)約材料(框、梁類減輕20%-40%,空心軸可以減輕40%-50%);② 減少零件和模具重量,降低模具費(fèi)用;③ 可減少后續(xù)機(jī)械加工和組裝焊接量,提高生產(chǎn)效率;④ 提高強(qiáng)度和剛度,尤其是疲勞強(qiáng)度;⑤ 材料利用率高(達(dá)到90%-95%);⑥ 降低生產(chǎn)成本。
3804 10 4
鑄造工程師 ??? 3年前
DEFORM旋轉(zhuǎn)加工成形仿真技術(shù) 
環(huán)軋工藝向?qū)K 型軋工藝向?qū)K 旋壓工藝向?qū)K 旋鍛工藝向?qū)K 在設(shè)置便捷性方面除了向?qū)Я鞒梯斎雲(yún)?shù)外,還有以下幾個(gè)特點(diǎn): 參數(shù)化建模:典型的幾何模型如板料、棒料、軋輥、錐輥、旋壓輪、機(jī)械手等等,可對照界面圖形,輸入?yún)?shù),自動(dòng)產(chǎn)生幾何模型,復(fù)雜形狀的模具外部導(dǎo)入還可檢查、編輯幾何。
2758
安世亞太 ??? 3年前
20條/頁 
 16
16 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
