



汽車覆蓋件質(zhì)量缺陷視覺檢測(cè)研究 
圖10 零件檢測(cè)產(chǎn)能圖結(jié)束語通過對(duì)汽車覆蓋件開裂、少孔、缺邊3 種質(zhì)量問題視覺檢測(cè)流程的設(shè)置,掌握了機(jī)器視覺檢測(cè)覆蓋件質(zhì)量缺陷的方法,提高了視覺檢測(cè)應(yīng)用的能力。在實(shí)際沖壓生產(chǎn)線上,由于零件種類多樣,零件造型復(fù)雜,受現(xiàn)場(chǎng)環(huán)境、振動(dòng)、布置空間等因素的影響,在線視覺檢測(cè)設(shè)置會(huì)更復(fù)雜。下一步,針對(duì)自動(dòng)化線每個(gè)零件的特征和質(zhì)量,在高風(fēng)險(xiǎn)區(qū)域布置合適的視覺檢測(cè)相機(jī),實(shí)現(xiàn)自動(dòng)化在線視覺檢測(cè)。
2880 5 2
FMMM ??? 3年前
三坐標(biāo)測(cè)量機(jī)橋式穩(wěn)定結(jié)構(gòu)高效檢測(cè)汽車沖壓件缺陷 
對(duì)于汽車沖壓件缺陷的檢測(cè),一般用檢具、鋼直尺、塞尺及面差表等測(cè)量器具,就可以對(duì)沖壓件的料邊尺寸、型面尺寸、孔徑及孔位等進(jìn)行測(cè)量,同時(shí)結(jié)合產(chǎn)品的數(shù)模,可確認(rèn)沖壓件的尺寸狀況。但這種人工測(cè)量如檢驗(yàn)員的測(cè)量手法、裝夾順序等人為操作會(huì)對(duì)測(cè)量結(jié)果有一定的影響。而利用三坐標(biāo)觸發(fā)、掃描和非接觸式探測(cè)系統(tǒng),能準(zhǔn)確測(cè)量零件的孔位、型面尺寸等,完成各種汽車零部件幾何量測(cè)量與品質(zhì)控制。
2072
深圳市中圖儀器股份有限公司 ??? 3年前
汽車車身覆蓋件技術(shù)現(xiàn)狀和制造工藝發(fā)展 
牛志超等將高壓壓鑄應(yīng)用于薄壁件進(jìn)行了可鑄造性、缺陷和力學(xué)性能方面的研究,得到了產(chǎn)品屈服強(qiáng)度和延伸率二者與澆道遠(yuǎn)近的位置關(guān)系,并且得到了大型薄壁件壓鑄產(chǎn)品容易在力學(xué)性能不均勻性方面出現(xiàn)問題的結(jié)論。
2733 2
駕駛哥 ??? 3年前
電子沖壓件在汽車ABS系統(tǒng)不可或缺 
電子沖壓件在汽車ABs系統(tǒng)是不可或缺的存在,為什么這么說呢?看下汽車ABS系統(tǒng)的的組成就能知道了。 汽車ABS系統(tǒng)主要由傳感器、電子控制裝置和執(zhí)行器三個(gè)部分組成。我們泊頭東一金屬制品有限公司就為汽車制動(dòng)企業(yè)供應(yīng)abs系統(tǒng)所用電子沖壓件。 ABS是汽車制動(dòng)防抱死系統(tǒng)的簡(jiǎn)稱,ABS系統(tǒng)也叫電控防抱死系統(tǒng),ABS的作用是防止車輛在緊急制動(dòng)時(shí)車輪不轉(zhuǎn)而抱死,為什么要防止車輪抱死?
1941 1 1
東一金屬 ??? 3年前
汽車車身外覆蓋件回彈補(bǔ)償新思路——LS_DYNA+OmniCAD 

課程適用人群:沖壓工程師,面向主機(jī)廠商、模具廠商和相關(guān)專業(yè)的學(xué)生課題:汽車車身外覆蓋件回彈補(bǔ)償新思路課程內(nèi)容:1.A 面回彈補(bǔ)償手段介紹 1h2.LS-Dyna 進(jìn)行常規(guī)覆蓋件沖壓分析 30min3.LS-Dyna 總成回彈分析介紹 30min報(bào)名福利:1.微信掃下方群二維碼加交流群,可免費(fèi)領(lǐng)取相關(guān)資料包一份!
1415 1
Kale ??? 7年前
淺談汽車沖壓件材料利用率提升方法 
本文重點(diǎn)對(duì)整車開發(fā)過程中車身沖壓件的鋼板材料利用率提升環(huán)節(jié)的具體方法進(jìn)行統(tǒng)計(jì)、分析,并運(yùn)用到實(shí)際成形開發(fā)中,對(duì)汽車行業(yè)鈑金件的材料利用率提升有一定的借鑒作用。 隨著中國汽車近20年的高速發(fā)展,汽車行業(yè)已經(jīng)是鋼板消耗的大戶,國際原材料價(jià)格的不斷上漲和汽車價(jià)格的不斷下降,使得汽車行業(yè)的利潤(rùn)空間已受到很大程度的影響。節(jié)約資源、提高效率、降低成本是每個(gè)車企的必經(jīng)之路。
3423
FMMM ??? 4年前
汽車沖壓生產(chǎn)車間工藝概述 
外覆蓋件(尤其是轎車的外覆蓋件)表面不允許有波紋、皺紋、凹痕、劃傷、擦傷、壓痕等缺陷,棱線應(yīng)清晰、平直、曲面應(yīng)圓滑、過渡均勻。3. 剛性好。覆蓋件在成形過程中,材料應(yīng)有足夠的塑性變形,以保證零件具有足夠的剛性。4. 良好的工藝性。覆蓋件應(yīng)具有良好的沖壓工藝性能和焊接工藝性能,以降低沖壓和焊裝的生產(chǎn)成本。沖壓工藝性,主要是看各工序,特別是拉深工序能否順利進(jìn)行、能否穩(wěn)定生產(chǎn)。
2805 1
金屬加工前沿 ??? 3年前
沖壓拉伸件的缺陷及其預(yù)防措施 
生產(chǎn)過程中建立起嚴(yán)格的檢驗(yàn)制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產(chǎn),同時(shí)加強(qiáng)巡檢,當(dāng)發(fā)生意外時(shí)要及時(shí)處理;E. 堅(jiān)持文明生產(chǎn)制度,如工件和坯件的傳送一定要用合適的工位器具,否則會(huì)壓傷和擦傷工件表面影響到工件的表面質(zhì)量;F. 在沖壓過程中要保證模具腔內(nèi)的清潔,工作場(chǎng)所要整理的有條理加工后的工件要擺放整齊。
1929
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
設(shè)計(jì)仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
鈑金沖壓成形工藝在汽車、航空航天、重工、電子等行業(yè)中擔(dān)任著重要成形工藝角色,沖壓件的質(zhì)量問題不僅影響產(chǎn)品美觀,還會(huì)降低制件的結(jié)構(gòu)性能以及產(chǎn)品使用壽命,因此對(duì)沖壓件的質(zhì)量缺陷控制至關(guān)重要。
4799 4
海克斯康設(shè)計(jì)與仿真 ??? 2年前
二次拉延消除發(fā)蓋外板滑移線缺陷 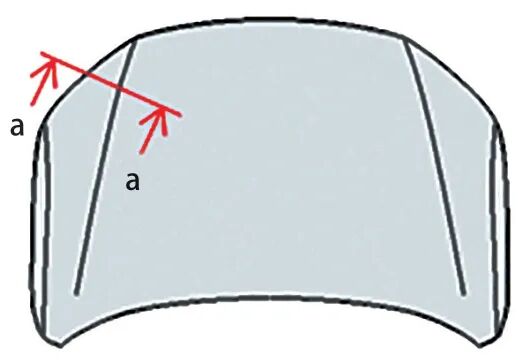
文/邢巍,梁峰源,蔡健·廣州廣汽荻原模具沖壓有限公司汽車市場(chǎng)競(jìng)爭(zhēng)日益激烈,為了迎合消費(fèi)者的審美需求,汽車外覆蓋件的產(chǎn)品造型設(shè)計(jì)多通過棱線來凸顯不同的視覺美觀效果。由于產(chǎn)品存在尖銳凸出的棱線,滑移線缺陷已經(jīng)成為沖壓制造過程中常見的外觀缺陷。當(dāng)滑移線缺陷問題遺留到模具制造現(xiàn)場(chǎng),由于現(xiàn)有工藝的局限性,現(xiàn)場(chǎng)能消除滑移線缺陷的手段就非常有限,并且耗時(shí)長(zhǎng)效果不大,甚至?xí)绊懻麄€(gè)模具開發(fā)的進(jìn)度。
2853 1 2
金屬加工前沿 ??? 3年前
車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
正側(cè)交刀結(jié)構(gòu)分析車身覆蓋件是復(fù)雜的三維曲面結(jié)構(gòu),許多產(chǎn)品修邊時(shí)不可能四周全部一次正修。為規(guī)避鈍口和銳口,就需要采用側(cè)修,圖2 為某發(fā)罩外板正側(cè)交刀下模結(jié)構(gòu)。如果維持現(xiàn)狀,則模具不可順利交付。如果交付,一定是讓步接收。最痛苦的將是沖壓件永遠(yuǎn)帶毛刺。因?yàn)椋?em>缺陷不屬于長(zhǎng)周期質(zhì)量培育能夠解決的范疇,與鉗工水平高低無關(guān)。如果在模具實(shí)體基礎(chǔ)上改造,成本很高。
2769
FMMM ??? 4年前
設(shè)計(jì)仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
鈑金沖壓成形工藝在汽車、航空航天、重工、電子等行業(yè)中擔(dān)任著重要成形工藝角色,沖壓件的質(zhì)量問題不僅影響產(chǎn)品美觀,還會(huì)降低制件的結(jié)構(gòu)性能以及產(chǎn)品使用壽命,因此對(duì)沖壓件的質(zhì)量缺陷控制至關(guān)重要。
3808 1 1
仿真客 ??? 3年前
側(cè)圍外板尾燈口暗坑優(yōu)化方法研究 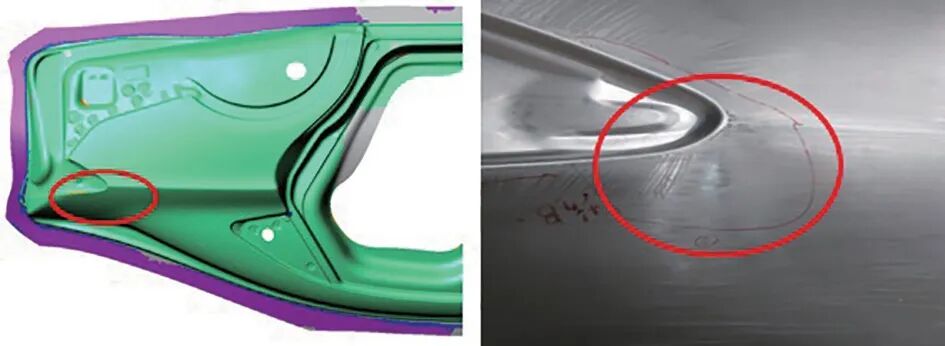
\\#廣告 文/賈文彬,盧智威,趙鋒,牛恒仁,賈曉峰·中國第一汽車集團(tuán)有限公司 側(cè)圍外板尾燈口暗坑缺陷在車身覆蓋件缺陷中屬于一種工藝缺陷,暗坑缺陷嚴(yán)重程度取決于造型的復(fù)雜程度。隨著國內(nèi)汽車多曲率的曲線造型設(shè)計(jì)不斷增加,特征角度變化越多,側(cè)圍外板尾燈口暗坑缺陷越嚴(yán)重,致使沖壓件表面質(zhì)量降低,嚴(yán)重影響整車美觀度。
2029 1 1
金屬加工前沿 ??? 3年前
國內(nèi)覆蓋件模具發(fā)展的難點(diǎn)和方向 
目前國內(nèi)模具設(shè)計(jì)基本根據(jù)各自主機(jī)廠和模具廠的設(shè)計(jì)標(biāo)準(zhǔn)來完成,設(shè)計(jì)生產(chǎn)50 萬件的覆蓋件模具和生產(chǎn) 100萬件的模具在設(shè)計(jì)方法上基本上沒有很大的區(qū)別。模具的失效和零件的不合格往往是聯(lián)系在一起的,而模具表面磨損是影響零件質(zhì)量缺陷和模具本體失效的最主要原因。
1977
Im智能注塑 ??? 4年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求
為了減輕或消除表面缺陷也可以運(yùn)用歐式壓合。圖 3 歐式壓合包邊工藝 鋁合金沖壓板材輥邊特點(diǎn) 鋁件壓合設(shè)備的底模和鑲塊,用 800~1200# 的砂紙,定期對(duì)底模和鑲塊進(jìn)行拋光保養(yǎng),保證表面不會(huì)有鋁屑。鋁件輥邊造成缺陷的各種原因 鋁件輥邊造成缺陷的各種原因,如表 2 所示。
2447 5
金屬加工前沿 ??? 3年前
汽車側(cè)圍加強(qiáng)板一體式門環(huán)結(jié)構(gòu)的應(yīng)用 
裸板熱成形門環(huán)板料由于表面無鋁硅鍍層,摩擦系數(shù)加大,零件沖壓易在減薄率大的位置出現(xiàn)開裂,此外裸板門環(huán)板料沖壓還存在粘模現(xiàn)象,容易出現(xiàn)出件困難導(dǎo)致沖壓不連續(xù)。熱成形件只開一序成形模,沖孔和修邊是通過激光切割實(shí)現(xiàn)的,一體式門環(huán)也同樣如此,由于需要切割的地方特別多,所以激光切割的產(chǎn)能很重要,在零件開發(fā)前要進(jìn)行充分評(píng)估。
3812 2
FMMM ??? 3年前
五金沖壓加工常見的外觀缺陷 
五金沖壓件生產(chǎn)廠家,在日常的沖壓生產(chǎn)過程中,沖壓件的外觀會(huì)出現(xiàn)一些缺陷。沖壓件所需的沖壓工序不同,產(chǎn)生的外觀缺陷也各有不同。今天小編就為大家介紹下常用到的幾種沖壓工序常見的外觀缺陷。 1.在沖壓件的落料、沖孔、修邊工序,常見的外觀缺陷是:毛刺過大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現(xiàn)的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點(diǎn)。
2106
東一金屬 ??? 3年前
為什么說鋁沖壓和液壓成型工藝是未來發(fā)展趨勢(shì) 
人力資源作為沖壓生產(chǎn)成本的主要組成部分,將來大部分會(huì)被機(jī)器所替代,但目前來說是無法做到的,尤其是檢驗(yàn)、維修、返修等相對(duì)技術(shù)要求較高的人員。相對(duì)于鋼板生產(chǎn)來說,由于鋁合金可塑性好的特性,出現(xiàn)產(chǎn)品缺陷的幾率高,所需要的檢驗(yàn)、返修人員也多,項(xiàng)目初期,側(cè)圍等重難點(diǎn)件的返修率幾乎高達(dá)100%。
2234
機(jī)械學(xué)霸 ??? 3年前
汽車模具分類及制造工藝 
汽車車身上的的沖壓件大體上分為覆蓋件、梁架件和一般沖壓件。能夠明顯表示汽車形象特征的沖壓件是汽車覆蓋件。因此,更加特指的汽車模具可以說成是“汽車覆蓋件沖壓模具”。簡(jiǎn)稱汽車覆蓋件沖模。例如,前車門外板修邊模、前車門內(nèi)板沖孔模等。 二、汽車沖壓模具分類當(dāng)然汽車上的不只車身上有沖壓件。汽車上所有沖壓件的模具都稱為“汽車沖壓模具”。
2543 1
Im智能注塑 ??? 4年前
PAM-STAMP沖壓工藝仿真解決方案在汽車行業(yè)的主要應(yīng)用 附pam-stamp中文用戶培訓(xùn)手冊(cè)下載 
ESI Solution PAM-STAMP的主要工藝應(yīng)用-覆蓋件的包邊和連接 確定更優(yōu)包邊工藝過程,減少零件回彈和包邊導(dǎo)致的裝配偏差 當(dāng)前隨著汽車型號(hào)不斷增加,單個(gè)型號(hào)汽車的生產(chǎn)量不斷降低已成為了一種持續(xù)趨勢(shì),這要求生產(chǎn)商采用具有成本效益的制造方法和如機(jī)器人滾邊來制造白車身這種概念
3480 3 3
huanggu4797 ??? 3年前
20條/頁 
 36
36 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
