



Simufact軟件在鋁型材擠壓模具設(shè)計(jì)數(shù)值模擬的應(yīng)用 附simufact.additive 3下載 
用擠壓的方法生產(chǎn)鋁型材,既節(jié)約金屬,生產(chǎn)效率又高[1]。 分流組合模廣泛地應(yīng)用于生產(chǎn)各種規(guī)格和形狀的管材和空心鋁型材的擠壓模具結(jié)構(gòu)類型。該類模具不僅可以生產(chǎn)復(fù)雜內(nèi)腔的鋁型材,而且可拆換、加工容易、成本較低[2]。目前該類模具的設(shè)計(jì)很大程度上取決于經(jīng)驗(yàn)和反復(fù)試模,在反復(fù)試模的過程中浪費(fèi)大量的人力物力和財(cái)力。
3013 1 1
人類使徒 ??? 4年前
一種車用攝像頭殼體冷擠壓成形工藝與模具設(shè)計(jì) 
圖1 產(chǎn)品圖設(shè)備選型此系列產(chǎn)品冷擠壓成形噸位預(yù)估不足60t,雖然成形噸位小,但因設(shè)備噸位限制,故只能選用500t油壓機(jī)。成形工藝與模具設(shè)計(jì)此系列產(chǎn)品結(jié)構(gòu)可使用型材冷擠壓一次成形,冷擠壓對坯料重量、體積和端面的要求較高,需采用精密鋸切下料。型材鋸切后的坯料形狀、尺寸見圖2;模具結(jié)構(gòu)簡圖如圖3所示。
2817 1
FMMM ??? 4年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
圖4 超越離合器齒輪擠壓件的立體圖 ⑴由于坯料和模具結(jié)構(gòu)特點(diǎn),選取坯料和模具的1/4 進(jìn)行模擬,可以減小模擬的運(yùn)算量; ⑵坯料和模具由SolidWorks 軟件保存step 文件導(dǎo)入后,劃分網(wǎng)格毛坯的單元數(shù)13196 個,結(jié)點(diǎn)數(shù)6600 個; ⑶材料:選用材料20 鋼; ⑷邊界條件為常摩擦模型,模具用的潤滑劑MoS 2,摩擦因子0.5; ⑸壓機(jī)速度為
2987 4 3
FMMM ??? 4年前
雙工位雙向臥式框架伺服數(shù)控擠壓液壓機(jī)設(shè)計(jì)與開發(fā) 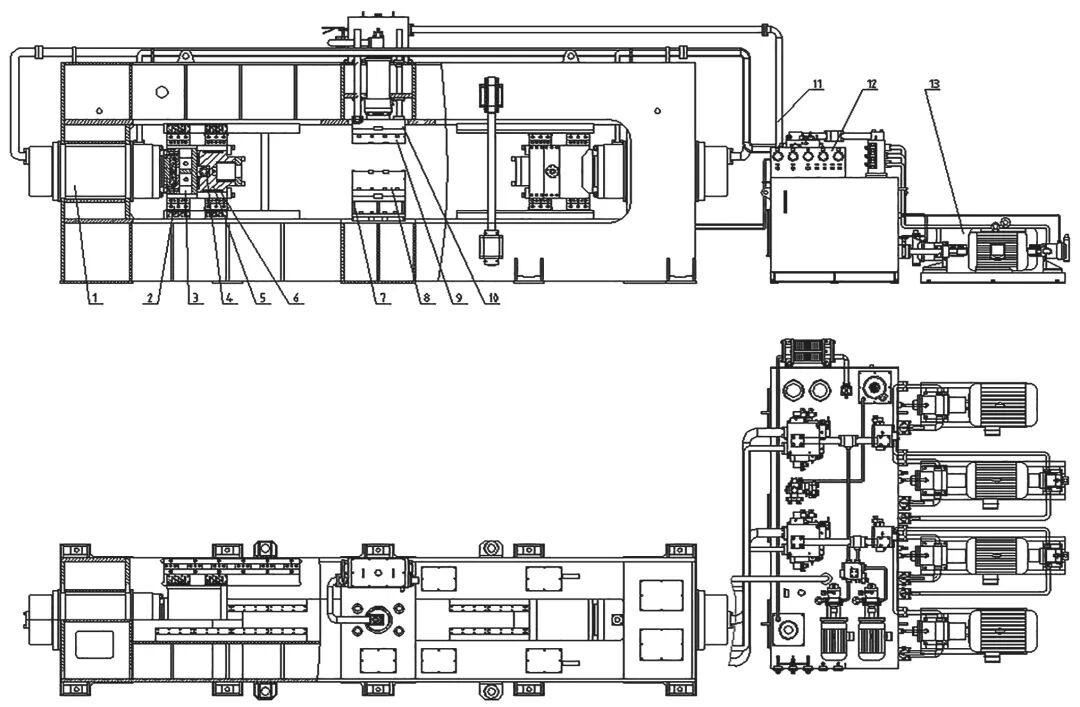
擠壓滑塊導(dǎo)軌機(jī)構(gòu)內(nèi)有高強(qiáng)彈簧和軸承等,以保證兩側(cè)的擠壓水平滑塊加壓運(yùn)行時(shí)無振動、抖動,并且有效提高導(dǎo)軌的運(yùn)行壽命。⑸雙工位模具機(jī)構(gòu)包括換模油缸、換模滑塊、換模滑塊導(dǎo)軌、擠壓雙工位模具等。設(shè)有位置檢測裝置以及固定擋鐵等多層保護(hù)裝置,不到位下個動作不執(zhí)行并且報(bào)警提醒。
3282 1
FMMM ??? 3年前
基于HyperWorks的一種懸臂類鋁型材的有限元模擬研究1 
摘 要:通過對懸臂類鋁型材的有限元模擬,研究懸臂類鋁型材擠壓模具的總體高度、鋁型材的厚度和鋁型材的寬度對模具強(qiáng)度的影響。通過正交試驗(yàn)方法研究這三種影響因素對懸臂類鋁型材擠壓模具強(qiáng)度影響的主次性并尋找最優(yōu)組合的懸臂類鋁型材擠壓模具。結(jié)果表明,鋁型材擠壓模具的高度對下模具最大應(yīng)變值影響顯著,影響主次順序?yàn)殇X型材擠壓模具的高度、擠壓型材的厚度、鋁型材的寬度。
4210 4
星空caer ??? 2年前
電動自行車電池外殼鋁型材擠壓模結(jié)構(gòu)優(yōu)化設(shè)計(jì) 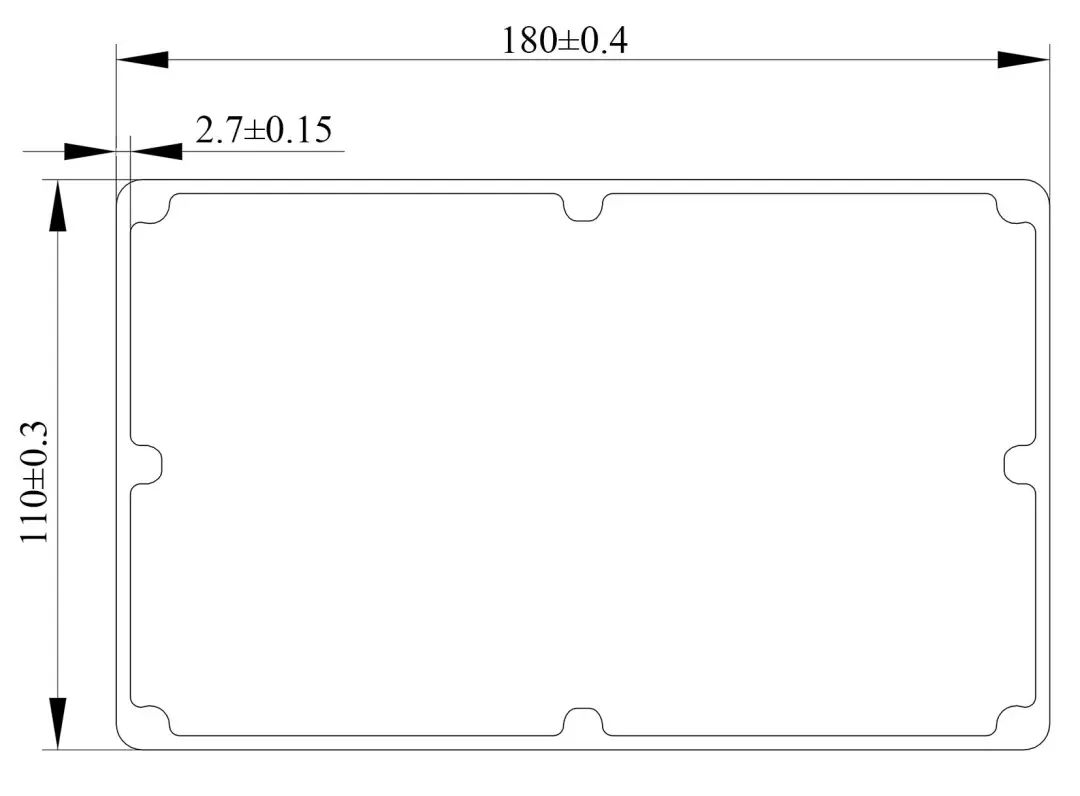
在保證模具零件強(qiáng)度的前提下,為了使金屬流動更均勻,根據(jù)型材擠壓形狀的實(shí)際需要,模具初始設(shè)計(jì)采用蝶形、4分流孔結(jié)構(gòu),分流孔前端設(shè)置15 mm的入料口位置下沉,上模結(jié)構(gòu)如圖2所示。
4151 4
張偉一 ??? 3年前
基于HyperWorks的一種懸臂類鋁型材的有限元模擬研究2 
圖6 下模的應(yīng)力分布圖7 下模Mag方向的應(yīng)變 表4 組合型懸臂類鋁型材擠壓模具的下模具最大應(yīng)變值 擠型材擠壓模具的高度對下模具最大應(yīng)變值影響顯著,主次影響為鋁型材擠壓模具的高度,其次擠壓型材的厚度,最小的是鋁型材的寬度。
4131 2
星空caer ??? 2年前
基于VPSC模擬FCC金屬等通道轉(zhuǎn)角擠壓(ECAE)工藝 
本文將介紹VPSC模擬FCC金屬等通道轉(zhuǎn)角擠壓(ECAE)工藝。等通道轉(zhuǎn)角擠壓是將多晶試樣壓入一個特別設(shè)計(jì)的模具中以實(shí)現(xiàn)大變形量的剪切變形工藝,主要通過變形過程中的近乎純剪切作用,使材料的晶粒得到細(xì)化, 從而材料的機(jī)械和物理性能得到顯著改善。等通道轉(zhuǎn)角擠壓是一種有效的制備超細(xì)晶材料的方法。
2348
320科技工作室 ??? 4年前
叉車用轉(zhuǎn)向節(jié)生產(chǎn)工藝分析 
由于采用擠壓工藝,需確保每道產(chǎn)品的鐓粗擠壓量足夠,同時(shí)調(diào)整好桿部每道工序成形的比值。通過多次數(shù)值模擬及不斷優(yōu)化,鎖定模具狀態(tài),最后的產(chǎn)品數(shù)值模擬狀況見圖6。模具制作完成后待現(xiàn)場實(shí)際生產(chǎn)驗(yàn)證。
2275 1
FMMM ??? 4年前
總結(jié)了行業(yè)最全機(jī)械、模具加工常用的24種金屬材料及其特性! 
熱沖壓模,鋁擠壓模,23、8407——高級壓鑄模瑞典產(chǎn). 熱沖壓模,鋁擠壓模。24、FDAC——添加了硫加強(qiáng)其易削性出廠預(yù)硬硬度338-42HRC,可直接進(jìn)行刻雕加工, 無須淬火,回火處理.用于小批量模,簡易模,各種樹脂制品,滑動零部件,交期短的模具零件.拉鏈模,眼鏡框模。
2274
數(shù)控編程網(wǎng) ??? 3年前
干貨——模具鋼選購指南 
熱擠壓模。
3022
汽車零部件模具與注塑 ??? 4年前
典型閥門閥體多向模鍛成形工藝及應(yīng)用 
鍛造前對模具進(jìn)行潤滑,上模、垂直沖頭及水平?jīng)_頭開模至設(shè)定位置,具體如圖3(a)所示。⑵坯料從分模面處垂直放入下模型腔,如圖3(b)所示。⑶坯料放入模具型腔后,上模開始下行,對坯料進(jìn)行鐓粗,運(yùn)行至與分模面接觸。一般上模采用壓力控制方式,以保證金屬充填型腔及上模不脹模,如圖3(c)所示。⑷垂直沖頭下行對金屬進(jìn)行擠壓,擠壓到位后,鍛件垂直孔腔成形結(jié)束,如圖3(d)所示。
2840
FMMM ??? 3年前
橡膠模具如何選擇鋼料(上) 
c)LJ鋼(0Cr4NiMoV)LJ鋼(圖5)為冷擠壓成形橡塑模具專用鋼。LJ鋼的碳含量極低,塑性優(yōu)異,變形抗力低,其冷擠壓成形性能與工業(yè)純鐵相近,冷擠壓成形的模具模腔輪廓清晰、光潔、精度高。鋼中的主加元素為Cr,輔加元素為Ni、Mo、V等,合金元素的主要作用是提高鋼的淬透性,提高滲碳層的硬度、耐磨性和心部強(qiáng)度。LJ鋼具有良好的鍛造性能和熱處理工藝性能。
1397
德松模具鋼材有限公司 ??? 12月前
大直徑薄壁鋼管縮徑成形工藝研究 
⑵第一道擠壓需采用感應(yīng)加熱,減徑約25mm,感應(yīng)加熱圈固定于擠壓模具前方,隨擠壓機(jī)滑塊擠壓運(yùn)動對工件在模具入口部位進(jìn)行局部加熱,以提高未變形部分鋼管支撐力,避免產(chǎn)生堆疊,第一道擠壓成形力約400kN。
3257 1
FMMM ??? 4年前
揭秘:熔噴布模具干冰清洗機(jī)的運(yùn)行原理 
去除熔融模具上的不粘涂層和污垢開關(guān),清潔食品烤箱模具,去除橡膠制造模具上的污垢,去除模具、過濾器和擠壓螺釘上的塑料殘留物。
1956
勝明干冰機(jī) ??? 4年前
基于DEFORM V11.0 星形套溫擠壓成形工藝分析 

加工時(shí)工藝參數(shù)對模具使用壽命有很大的影響,但在實(shí)際加工中,工藝參數(shù)的確定主要依靠技術(shù)人員的摸索和反復(fù)的工藝驗(yàn)證,這種方法周期長、費(fèi)用高,針對這一現(xiàn)狀,基于DEFORM-2D3D軟件,利用限元數(shù)值模擬方法,對星形套成形過程進(jìn)行模擬,獲得了星形套溫擠壓成形過程中凸模進(jìn)給速度、擠壓溫度和潤滑條件的影響,并對其進(jìn)行優(yōu)化,為實(shí)際生產(chǎn)提供了參考依據(jù)和理論指導(dǎo)。
661 3
鄭彥博 ??? 5年前
金屬擠壓與鍛造裝備技術(shù)國家重點(diǎn)實(shí)驗(yàn)室的計(jì)算利器---高速計(jì)算設(shè)備硬件配置推薦 
金屬擠壓與鍛造裝備技術(shù)國家重點(diǎn)實(shí)驗(yàn)室主要研究金屬擠壓和鍛造領(lǐng)域的相關(guān)技術(shù)和裝備。其研究重點(diǎn)包括但不限于以下方面:1) 金屬擠壓技術(shù):研究金屬材料在高溫和高壓條件下的擠壓工藝,包括擠壓模具設(shè)計(jì)、擠壓參數(shù)優(yōu)化、金屬流動行為研究等。2) 金屬鍛造技術(shù):研究金屬材料在高溫和高應(yīng)變速率條件下的鍛造工藝,包括鍛造設(shè)備設(shè)計(jì)、鍛造工藝參數(shù)控制、金屬變形行為研究等。
2613
UltraLAB ??? 2年前
擠壓鑄造機(jī)壓射液壓系統(tǒng)性能仿真分析 
半固態(tài)漿料由料杯向傾斜的壓室 5 內(nèi)注入,擠壓單元回傾后和模具對接,壓射頭 6 向上充填半固態(tài)漿料。壓射缸底座增加增壓器 1,以不間斷地向半固態(tài)漿料施加穩(wěn)定高壓,擠壓增壓壓力的大小可達(dá)到50MPa。擠壓鑄造機(jī)的壓射速度和壓力是壓射系統(tǒng)的兩個重要參數(shù),壓射速度決定了擠鑄件充型的好壞,而壓力決定了擠鑄件的內(nèi)部質(zhì)量和力學(xué)性能。
4523
液壓那些事 ??? 2年前
汽車沖壓模具的回彈分析及案例 
另外,目前通用的解決板料沖壓回彈的工藝措施做法有如下面幾點(diǎn):1、校正彎曲校正彎曲力將使沖壓力集中在彎曲變形區(qū),迫使內(nèi)層金屬受擠壓,被校正后,內(nèi)外層都被伸長,卸載后擠壓兩區(qū)的回彈趨勢相抵可以減小回彈。2、熱處理在彎曲前進(jìn)行退火,降低其硬度和屈服應(yīng)力可減小回彈,同時(shí)也降低了彎曲力,彎曲后再淬硬。
3109
金屬加工前沿 ??? 3年前
沖壓件的冷擠壓工藝有什么優(yōu)點(diǎn) 
在沖壓件加工廠,有時(shí)因著沖壓件形狀及性能要求的特殊性,要用到冷擠壓工藝。今天來介紹下冷擠壓工藝的優(yōu)點(diǎn)。 先來了解下什么冷擠壓的概念。冷擠壓是在室溫將毛坯入入模具型腔,在強(qiáng)大壓力和一定速度作用下,迫使金屬從型腔內(nèi)產(chǎn)生塑性變形擠得所需要的尺寸、形狀和力學(xué)性能的制件。冷擠壓加工可以在冷擠壓壓力機(jī)上進(jìn)行,也可以在普通機(jī)械壓力機(jī)(沖床)、液壓機(jī)、摩擦壓力機(jī)或高速錘上進(jìn)行。
2440
東一金屬 ??? 2年前
20條/頁 
 7
7 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
