



閥門密封面研磨的基本原理 
研磨速度快,在單位時(shí)間內(nèi)工件表面上通過的磨粒比較多,切去的金屬也多。 研磨速度通常為 10~240m/min。研磨精度要求高的工件,研磨速度一般不超過 30m/min。閥門密封面的研磨速度與密封面的材料有關(guān),銅及鑄鐵密封面的研磨速度為 10~45m/min;淬硬鋼及硬質(zhì)合金密封面為 25~80m/min;奧氏體不銹鋼密封面為 10~25m/min。
2096
閥門圈 ??? 4年前
ZEMAX軟件技術(shù)應(yīng)用專題:如何在OpticStudio中設(shè)計(jì)DOE透鏡或超穎透鏡 
請(qǐng)注意,POP基於標(biāo)量繞射理論,因此不適用於特徵尺寸通常為次波長(zhǎng)的超穎透鏡。有興趣嘗試在OpticStudio中設(shè)計(jì)DOE或超穎透鏡嗎?請(qǐng)查看OpticStudio產(chǎn)品頁(yè)面以了解更多訊息並獲得免費(fèi)試用版。參考文獻(xiàn):[1] Chen, W.T., Zhu, A.Y. & Capasso, F.
2189
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術(shù)應(yīng)用專題:用於數(shù)位元投影光學(xué)中均勻照明的陣列透鏡 (蒼蠅眼) 
後表面可以是平面、球面、圓錐面、多項(xiàng)式非球面或環(huán)形表面。這使得陣列中透鏡元件表面形狀的定義和優(yōu)化具有了極大的靈活性。下圖顯示了透鏡陣列1物體,它是由7 x 5個(gè)矩形透鏡組成的透鏡陣列,每個(gè)矩形透鏡都可以看作一個(gè)球面透鏡的矩形區(qū)域。其它可以用於該應(yīng)用程式的物體包括透鏡陣列2物件和六邊形透鏡陣列(Hexagonal Lenslet Array)物件。
2002
w**elab86_Swsp ??? 3年前
Ansys Zemax光學(xué)設(shè)計(jì)軟件技術(shù)教程:眼科鏡片設(shè)計(jì) 
材料庫(kù)我們可以在附件的玻璃庫(kù)OPHTALMIC.AGF找到許多常用的眼科鏡片材料。請(qǐng)將該檔案複製到OpticStudio的材料庫(kù)資料夾((GLASSCAT)。你可以在Setup Ribbon > Project Preferences > Folders裡面找到玻璃庫(kù)(Glass)的資料夾位置。
2213
w**elab86_Swsp ??? 3年前
零部件常用的研磨拋光方法有哪些? 
一、什么是研磨? 研磨是利用磨具與磨料,在一定的壓力下對(duì)工件表面進(jìn)行切削。產(chǎn)品工件可以是各種金屬或是非金屬材料,加工的表面形狀有平面、弧形曲面、凹凸面、螺紋、齒面及其他異型面。研磨的實(shí)現(xiàn)方式有人工和機(jī)械自動(dòng)化處理,是表面處理的初步階段,主要目的就是去氧化皮、去毛刺、整平。 按照研磨材料的粒度粗細(xì)不同,分為重切削、中切削、輕切削,分別對(duì)應(yīng)不同的切削力度。
3626
jerrylu ??? 2年前
ZEMAX軟件技術(shù)應(yīng)用專題:如何使用ZOS-API創(chuàng)建飛行時(shí)間用戶分析 
ZOS-API(應(yīng)用程式介面(Application Programming Interface)) 支援 OpticStudio 的連接和定制。連接應(yīng)用程式和 OpticStudio 有 4 種程式模式,但它們可以分為兩大類: 完全控制(獨(dú)立(Standalone)模式和自訂擴(kuò)展(User Extensions)模式),這種情況下,使用者通常完全控制鏡頭設(shè)計(jì)和使用者介面。
2080
w**elab86_Swsp ??? 3年前
什么是不銹鋼拉絲與拋光? 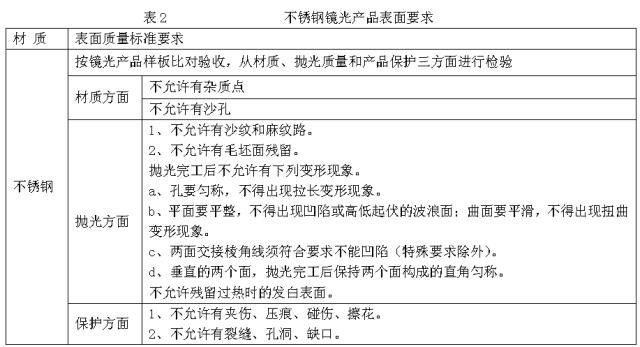
注:1)缺陷點(diǎn)所在的表面積是指A面、B面和C面的表面積。2)表中限定了A面和B面缺陷點(diǎn)的個(gè)數(shù),A面和B面缺陷點(diǎn)的個(gè)數(shù)之和,為產(chǎn)品表面的缺陷點(diǎn)總個(gè)數(shù)。3)表面缺陷點(diǎn)大于2時(shí),兩缺陷點(diǎn)間距大于10~20mm。2不銹鋼拉絲產(chǎn)品按磨光拋光工藝拋磨完工后,不銹鋼拉絲產(chǎn)品表面質(zhì)量按表4執(zhí)行,降級(jí)接收標(biāo)準(zhǔn)按表5執(zhí)行。注:1)缺陷點(diǎn)所在的表面積是指A面、B面和C面的表面積。
3584
化工交流 ??? 3年前
Zemax光學(xué)設(shè)計(jì)技術(shù)教程:如何使用Jones Matrix表面 
任意兩種材料間的介面都可以使入射光產(chǎn)生偏極化的現(xiàn)象,而OpticStudio可以將這個(gè)結(jié)果完整的呈現(xiàn)。除此之外,OpticStudio也為一般的偏極化裝置提供了理想的模型。
2425
w**elab86_Swsp ??? 3年前
PanDao應(yīng)用:什么是“面形參數(shù)”? 
什么是“面形參數(shù)”?在PanDao軟件中,每個(gè)光學(xué)元件的保護(hù)倒角(protective chamfers)成本已包含在中心研磨成本中。所謂的面形臺(tái)階結(jié)構(gòu)是通過模壓成型或在完成中心研磨步驟后(在同一臺(tái)機(jī)器上)通過CNC研磨加工形成。這些臺(tái)階結(jié)構(gòu)是位于透鏡外邊緣的類似二進(jìn)制臺(tái)階結(jié)構(gòu),分布于通光孔徑與透鏡直徑之間,主要用于解決透鏡在物鏡組中的裝配定位問題。
1620
追光ing ??? 11月前
ZEMAX軟件技術(shù)應(yīng)用專題:如何為光學(xué)相干斷層掃描系統(tǒng)建模 
光束應(yīng)均勻地分成兩臂,其中一個(gè)在樣品體積上會(huì)聚,以最小化給定掃描的照射面積。 光源應(yīng)為一束準(zhǔn)直的寬帶光束;大帶寬意味著低相干性和高精度定位產(chǎn)生相干性的深度。深度掃描也稱為軸向掃描或A掃描,它根據(jù)反射到樣品中的距離來測(cè)量反射光的強(qiáng)度。 儘管它在OCT系統(tǒng)的類型之間有所不同,但深度掃描通常由參考鏡執(zhí)行,以使樣品返回的光對(duì)應(yīng)於樣品和參考之間的特定光程差(OPD)。
2223
w**elab86_Swsp ??? 3年前
精密汽車零部件噴油嘴柱塞、針閥、出油閥偶件怎樣去毛刺飛邊除氧化皮研磨拋光 
附加說明偶件針閥表面有氧化層較淺,柱體底部切削面邊緣毛刺現(xiàn)象也較輕微,工藝要求產(chǎn)品處理后尺寸精度不能有影響,因此打磨毛刺,去除氧化皮的處理時(shí)間不可過長(zhǎng),因此拋光機(jī)器采用 離心式研磨拋光機(jī),粗磨使用小規(guī)格的 斜圓柱形棕剛玉磨料,粗磨研磨石的銳角可以深入溝槽、折角達(dá)到去毛刺除氧化層的作用。
2500
jerrylu ??? 2年前
精密汽車零部件噴油泵、噴油嘴、出油閥、針閥偶件怎樣去毛刺飛邊除氧化皮研磨拋光 
附加說明偶件針閥表面有氧化層較淺,柱體底部切削面邊緣毛刺現(xiàn)象也較輕微,工藝要求產(chǎn)品處理后尺寸精度不能有影響,因此打磨毛刺,去除氧化皮的處理時(shí)間不可過長(zhǎng),因此拋光機(jī)器采用 離心式研磨拋光機(jī),粗磨使用小規(guī)格的 斜圓柱形棕剛玉磨料,粗磨研磨石的銳角可以深入溝槽、折角達(dá)到去毛刺除氧化層的作用。
2258
jerrylu ??? 2年前
案例分享 | 工業(yè)閥體鍍層厚度評(píng)價(jià)方法,筑牢產(chǎn)品防護(hù)防線 
(3)研磨和拋光:研磨和拋光的目的是去掉變形材質(zhì)和磨痕,使橫斷面平整并垂直于覆蓋層表面。這是制備符合要求的橫斷面的關(guān)鍵工序,操作時(shí)一定要嚴(yán)加注意。通常研磨采用手動(dòng)研磨拋光機(jī),先用砂紙從粗到細(xì)研磨已鑲好的樣品,注意研磨過程中要加水冷卻,以防止過熱,直到磨至檢測(cè)位置。(4)浸蝕:選擇合適的浸蝕液浸蝕試樣,掌握握合適的浸蝕時(shí)間。
2080
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 2月前
側(cè)圍外板尾燈口暗坑優(yōu)化方法研究 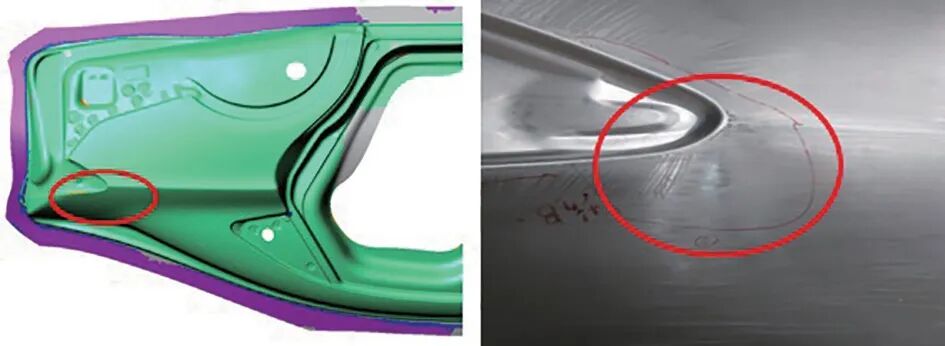
表1 實(shí)施方案匯總實(shí)施情況過A 面補(bǔ)償一般是先進(jìn)行模具正常研磨,消除模具型面存在的不光順的型面接點(diǎn)。然后從拉延開始補(bǔ)償,再進(jìn)行整形模具補(bǔ)償。因此,側(cè)圍外板采用標(biāo)準(zhǔn)順序進(jìn)行過A 面補(bǔ)償,在消除模具型面不光順的點(diǎn)后,先進(jìn)行拉延模具補(bǔ)償,再進(jìn)行整形模具補(bǔ)償。⑴拉延凸模型面補(bǔ)償。拉延模具凸模過A 面采用氣焊脹形進(jìn)行補(bǔ)償?shù)姆椒ā?/div>
2031 1 1
金屬加工前沿 ??? 3年前
淺析安全閥常見故障分析及解決方法
二是檢修質(zhì)量差,閥芯閥座研磨的達(dá)不到質(zhì)量標(biāo)準(zhǔn)要求,消除這種故障的方法是根據(jù)損傷程度采用研磨或車削后研磨的方法修復(fù)密封面。造成安全閥漏泄的另一個(gè)原因是由于裝配不當(dāng)或有關(guān)零件尺寸不合適。在裝配過程中閥芯閥座未完全對(duì)正或結(jié)合面有透光現(xiàn)象,或者是閥芯閥座密封面過寬不利于密封。
3004
全球閥門網(wǎng) ??? 4年前
很全的模具拋光知識(shí),拋光美女都驚嘆太實(shí)用了!
模具拋光方法及工作原理模具拋光通常使用油石條、羊毛輪、砂紙等,使材料表面發(fā)生塑性變形而去掉工件表面凸出部得到平滑面,一般以手工操作為主。表面質(zhì)量要求高的可采用超精研拋的方法,超精研拋是采用特制的磨具,在含有磨料的研拋液中,緊壓在工件被加工表面上,作高速旋轉(zhuǎn)運(yùn)動(dòng)。拋光可達(dá)到Ra0.008 μm的表面粗糙度。2.
1980
數(shù)控編程網(wǎng) ??? 4年前
閥門密封比壓計(jì)算式的探討 
5、矯正力比壓 研磨金屬密封面可以降低機(jī)加工平面的表面形狀誤差,卻不可能消除誤差,尤其是置于閥體內(nèi)腔的密封面,以及由研磨工具帶給密封面的平面度誤差。如果二個(gè)密封面寬度不一致,較寬密封面的平面度需要按較窄密封面的區(qū)域換算出用于計(jì)算的平面度誤差值。
2963
閥門圈 ??? 4年前
閥門的制造流程。 
閥門制造流程 第一步:閥體制造 閥門閥體(鑄造,密封面堆焊) 鑄件采購(gòu)(按標(biāo)準(zhǔn))→入廠檢驗(yàn)(按標(biāo)準(zhǔn))→堆焊槽→超聲波探傷(按圖樣)→堆焊及焊后熱處理→精加工→研磨密封面?密封面硬度檢驗(yàn)、著色探傷。
2203
閥門圈 ??? 4年前
T型槽試驗(yàn)地軌變形處理速查手冊(cè):輕度/中度/重度對(duì)號(hào)入座 
第和二步:分級(jí)修復(fù)方案一、輕度變形——應(yīng)急處理(可自行嘗試)研磨修復(fù):用平板研磨工具配合研磨膏,對(duì)局部高點(diǎn)進(jìn)行手工研磨,邊磨邊用水平儀檢測(cè),直到達(dá)標(biāo)調(diào)整地腳螺栓:如果地軌是通過地腳螺栓固定的,可以嘗試松緊螺栓微調(diào),但只能解決安裝不平引起的假性變形注意:這種辦法只能臨時(shí)應(yīng)付,內(nèi)應(yīng)力沒消除,過段時(shí)間還會(huì)變回去。
996
威岳13780573715 ??? 1月前
閥門密封比壓計(jì)算式的探討 
5、矯正力比壓 研磨金屬密封面可以降低機(jī)加工平面的表面形狀誤差,卻不可能消除誤差,尤其是置于閥體內(nèi)腔的密封面,以及由研磨工具帶給密封面的平面度誤差。如果二個(gè)密封面寬度不一致,較寬密封面的平面度需要按較窄密封面的區(qū)域換算出用于計(jì)算的平面度誤差值。
2899
閥門圈 ??? 4年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
