



abaqus后處理,應力隨時間變化曲線前半段為零(c/sic復合材料切削),有大佬可以給點建議嗎?
微信截圖_20230428152858.png
1950 1 3
亦久亦舊_4410 ??? 3年前
設計仿真 | 立即預約-Simufact成形及熱處理工藝仿真解決方案 
在以往,成形工藝的制定、創新,以及模具的設計都需要依靠大量的工程試錯進行迭代,從而優化工藝參數、優化模具設計,但時間與物料人力成本極高。
2821 1
海克斯康設計與仿真 ??? 2年前
汽車B柱內板熱沖壓成形工藝優化的模擬分析 
可通過零件的最大回彈量評判其是否合格,最大回彈量N為:式中:S為回彈件測量點位置;D為設計件測量點位置。汽車B柱內板屬于多點位配合件,安裝精度要求高,最大回彈量要求不超過1 mm, 即N≤1 mm。3.2 熱沖壓成形正交實驗設計熱沖壓成形涉及多個工藝參數,如果將每個工藝參數都進行組合需要花費大量的時間。
4929 3
汽車-小江 ??? 2年前
2026 廣州國際汽車零部件及加工技術、汽車模具展覽會︱專注于為汽車零部件的研發與生產制造服務的專業展覽會已全面啟動,歡迎咨詢 
組委會將嚴格篩選演講嘉賓和演講主題,以技術為主,配合適量的品牌宣傳,以確保技術論壇介紹世界范圍內最先進的、最前沿的汽車零部件制造和汽車模具技術,為廣大汽車零部件行業人士奉送一場“美味佳肴”。
2455
AUTO TECH 熱點科技快訊 ??? 5月前
2025第十二屆廣州國際汽車零部件加工技術及汽車模具展覽會 
2025 汽車零部件產業3D打印技術的應用論壇2025 汽車零部件表面處理技術研討會 日程安排:布展時間:2025年11月18-19日開幕時間:2025年11月20日(9:00)展出時間:2025年11月20-22日(9:00-16:00)撤展時間:2025年11月22日(16:00)
2813 1
汽車電子技術 ??? 1年前
【大咖享說】— 裝備企業訪談系列|國際一流品牌深耕本土化,“在中國、為中國” 
該熱沖壓系列設備中的頂級型號是 PCH-Line,采用最先進的熱成形技術,生產節拍達每分鐘 7.5 沖次。PCH 代表 “壓力控制硬化” ,這表示在加工過程中可以對成形與冷卻進行控制,從而顯著縮短冷卻時間并大幅提高產量。提升零部件質量:與傳統方法相比,采用 PCH 技術生產的零部件硬化更加均勻,并能夠獲得所需的強度。
2436
熱成形產業聯盟 ??? 2年前
電池殼成形技術研究 
寧德時代開發的811 三元電池系統,可輕松通過電池發熱測試,時間不是5 分鐘,而是永遠不起火,這將是電動汽車高速增長的法寶。韓國造出最薄光伏電池,厚度為頭發直徑百分之一。 綜上所述,不管是三元鋰電技術路線還是磷酸鐵鋰技術路線,電池技術的發展影響電池殼成形技術。因此,電池殼成形技術要緊隨電池發展,在材料、模具、設備、工藝、控制技術和回收等各個方面下功夫,并健全電池殼全生命鏈。
2977 1
FMMM ??? 4年前
從“粉末冶金”進階,看粉末擠出3D打印技術如何賦能 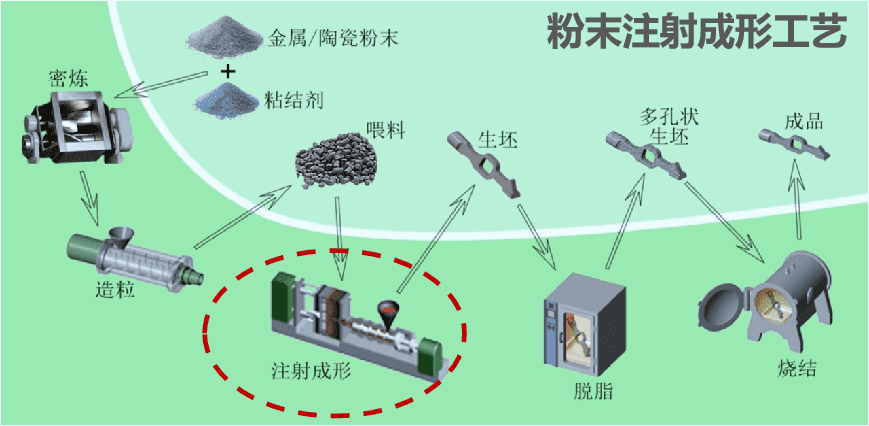
目前應用于航空、航天、船舶、核電等現代工業的關鍵零構架件正朝著復雜化、一體化、輕量化、高性能化方向發展,PEP 3D技術也已證實可滿足成形要求,成為高科技領域關鍵材料和核心部件制備鏈條中的一環,而且正以新優勢更好地為粉末冶金“賦能“。“賦能”并不是一個概念。
2606
南極熊3D打印 ??? 3年前
液壓成形,一種新的先進制造技術 
④可以在減少模具和無模具的情況下,加工出復雜曲面的汽車板料成形工件,把傳統剛性成形工藝的多次拉伸成形工藝改變成為一次性的柔性成形,提高成形件的表面精度和內在強度,能夠節約大量的模具設計、制造、調試的人力、物力和時間,尤其在多品種小批量的大型板材成形生產中,能克服費用和時間的限制.使產品更新換代越來越快。
3804 10 4
鑄造工程師 ??? 3年前
汽車消聲器連結法蘭盤沖壓成形工藝參數優化 
Closing工序中,binder的速度取200mm·s-1,持續時間類型為工具閉合。drawing工序中,punch的速度也取200mm·s-1,持續時間類型為位移控制。法蘭盤沖壓成形的質量問題主要在于工件翻邊后孔口邊緣的拉裂,孔口處的最小壁厚大小直接影響孔口邊緣是否拉裂。
4617 6 1
金屬加工前沿 ??? 2年前
輕量化技術和材料在汽車工程中的應用 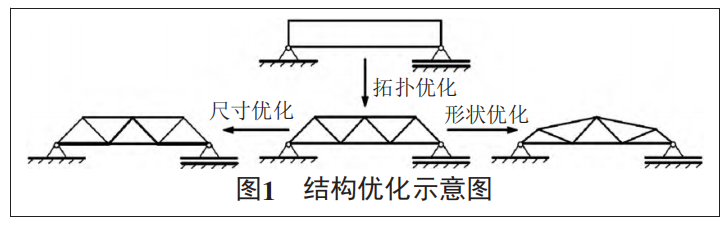
熱沖壓成形工藝是將熱沖壓成形用鋼加熱至奧氏體化,在奧氏體溫度區間保溫一段時間后,快速轉移至熱沖壓模具中進行成形和淬火,工藝過程如圖3所示。最終零件組織一般為完全的馬氏體組織,抗拉強度可達到1500 MPa甚至更高。熱沖壓成形工藝結合了沖壓和熱處理過程,奧氏體組織塑性好、變形抗力小,在零件成形后奧氏體轉變為馬氏體,使零部件回彈小、強度高。
3481 1
芝能汽車 ??? 3年前
某曲軸多楔輪旋壓成形工藝研究 
多楔輪良好的機械性能是機械傳動系統的整體性能及使用壽命的保證,故對其成形制造工藝提出了較高的要求。當前國內大多數汽車零部件制造商多采用鑄造、鍛造等工藝生產多楔輪的毛坯,再將毛坯放置在車床上進行切削成齒。采用傳統制造工藝成形多楔輪存在諸多不足:產品精度低、機械性能差、材料利用率低、生產成本高等。
2261 5 3
仿真客 ??? 3年前
【技術熱點】“該是關注千兆帕高強鋼冷沖壓的時候了!” 
近藤Kondo還說:"傳統上,日本汽車制造商及其一級零部件供應商總是更喜歡冷沖壓,而不是輥壓成形或熱沖壓。冷沖壓相比輥壓成形的一個優勢是,沖壓可以讓你更自由地選擇零件的幾何形狀。"冷沖壓相比熱沖壓還有各種優點。對日本汽車制造商來說,關鍵是能耗低、單位沖次時間短。當然,還減少了現在大家關注的CO2排放,所有這些都讓人偏好冷沖壓而不是熱成形。"
4368
熱成形產業聯盟 ??? 2年前
市面上首個專用于漸進成形過程刀具路徑設計和模擬仿真的商用軟件包 
例如,虛擬多工具技術可以將仿真時間加快10 倍以上而保持相同級別的精度。這樣,與傳統模擬方法相比,模擬時間從以天計算變成小時級別,從而真正走向工業應用。“AI-Form ISF是北京航空航天大學與C3P軟件長期合作的成果”,北京航空航天大學教授李小強博士自豪地說,“我們在金屬成形方面研究了幾十年時間,在漸進成形領域也有十余年的經驗。現在,這些最新的研究成果都已經集成到這個軟件包中了。”
2315 2
C3PChina ??? 4年前
基于ADAMS的盤形軋制零件結構優化與故障診斷方法 
關鍵詞:ADAMS;盤形軋制零件;故障診斷方法;交叉相關能量比熵;結構優化;0 引言軋制成形在零部件加工運用中具備較高的效率,這種制作方法能有效降低整體構件的成型負荷,從而使成形工藝更易于實現自動控制[1,2,3]。
4334 4
擺渡人張 ??? 2年前
Moldex3D仿真分析之脫模成形階段 
在保壓過程中,模穴中的高分子熔流溫度還是很高,仍會持續借著與模具做能量的交換而冷卻下來,在這段時間里,壓力會持續傳輸直到閥門結凍為止。因此,成形零件的收縮補償取決于保壓結果,而保壓結果又受壓力傳輸及保壓時間影響。總括來說,較高的保壓壓力與較長的保壓時間伴隨較好的保壓結果及較小的收縮行為。
2444
Moldex3D 中國 ??? 5月前
鉑力特3D打印技術在航空航天領域的四個應用案例 
而金屬3D打印技術可實現復雜結構一體成形,大大縮短發動機裝配周期,集成化設計還可有效減少零組件數量,提高發動機使用維護性,也更容易進行零部件批量化生產。
2189
航發設計 ??? 4年前
DEFORM旋轉加工成形仿真技術 
如何快速計算完成旋轉成形工藝,SFTC公司一直以來在算法方面大膽創新,謹慎驗證,為DEFORM軟件提供了許多全新的算法,將計算效率提高十幾倍、甚至百倍。 首先,目前的已知的旋轉成形工藝模擬,工件可完全采用六面體網格自動劃分和局部細化,包括變形后復雜幾何的六面體網格自動重劃分。
2757
安世亞太 ??? 3年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
鈑金沖壓件成形過程中常見的質量問題主要有起皺、開裂、回彈、塌陷等缺陷。以上問題占沖壓件質量整改的85%以上,模具的反復修改、維修造成模具使用壽命降低,停機時間劇增,產品的返工甚至報廢導致的生產成本增加、生產周期增加。因此在鈑金沖壓工藝設計階段利用沖壓工藝仿真軟件可以對設計的工藝方案進行虛擬試錯,從而減少或避免沖壓缺陷問題,有效的減少試錯次數、模具修模次數,減少試制時間周期,提升工藝開發效率。
4799 4
海克斯康設計與仿真 ??? 2年前
設計仿真 | Simufact軟件助力羅特艾德圓錐彎矩軸承環軋工藝仿真 
鼻環外圈環軋仿真過程 該外圈的軋輥設計過程伊始,工程師們雖然知曉這種異形軋制方式的材料利用率高于普通矩形軋制,但經過Simufact Forming仿真發現,若異形輥子截面形貌設計不合理,軋出的零部件成形比會在下方的滾道位置下降,這雖然能夠制備出外形尺寸達標的零部件,但下滾道位置較低的成形比將不利于軸承件的壽命。
4106
海克斯康設計與仿真 ??? 2年前
20條/頁 
 122
122 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
