



數(shù)控機床分類大全 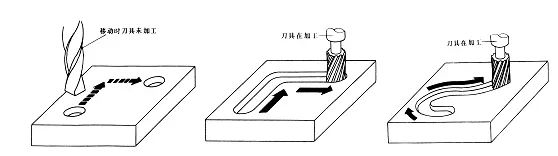
絲杠等機械傳動誤差不能通過反饋來隨時校正,但是可采用軟件定值補償方法來適當提高其精度.目前,大部分數(shù)控機床采用半閉環(huán)控制方式 ⑶ 混合控制數(shù)控機床 將上述控制方式的特點有選擇地集中,可以組成混合控制的方案。如前所述,由于開環(huán)控制方式穩(wěn)定性好、成本低、精度差,而全閉環(huán)穩(wěn)定性差,所以為了互為彌補,以滿足某些機床的控制要求,宜采用混合控制方式。
4317 4
數(shù)控編程網 ??? 2年前
數(shù)控機床加工精度受哪些因素的影響? 
方式①: 如果數(shù)控銑床的操作系統(tǒng)有反向偏差問題,就需要進行誤差補償。機床操作者在加工開始時應用數(shù)控編程對其中的某些單位進行定位,進而實現(xiàn)誤差補償,消除反向偏差。 方式②:數(shù)控編程既可以實現(xiàn)銑削加工時的準確定位,還可以在不改變數(shù)控銑床本體的情況下,實現(xiàn)數(shù)控銑床插補。以上是所有會影響數(shù)控銑床加工精度的主要原因,大家也可以直接聯(lián)系我們,詳細了解CNC數(shù)控加工的相關信息。
4257
2103707493 ??? 2年前
數(shù)控測量|一文讀懂中圖儀器在機檢測與機床校準補償系統(tǒng) 
最后,通過控制系統(tǒng)將補償量應用到機床中,從而實現(xiàn)誤差的補償和控制。 在線檢測類似于數(shù)控加工系統(tǒng),其硬件部分通常由機床設備、數(shù)控系統(tǒng)、伺服系統(tǒng)、測頭系統(tǒng)以及計算機輔助系統(tǒng)等組成。其中直接影響檢測精度的關鍵部件是測頭部分。測頭通過機械臂將接觸頭與工件表面相接觸,然后沿著X/Y/Z坐標方向進行掃描,從而測量出工件表面的形貌信息。
2184
深圳市中圖儀器股份有限公司 ??? 2年前
PO系列數(shù)控機床測頭提升新能源汽車部件加工良品率 
機床測頭是一種可安裝在大多數(shù)數(shù)控機床上,并在加工循環(huán)中自動對工件的尺寸及位置進行測量的裝置,使用合適的測量程序,還可以根據(jù)測量結果實現(xiàn)自動刀路補償,是生產加工中不可或缺的重要質量控制手段。 在新能源汽車電池組件加工過程中,PO系列機床測頭能夠有效提升產品合格率、提高自動化程度,為企業(yè)降本增效。
2020
深圳市中圖儀器股份有限公司 ??? 2年前
機床精度突然降低?4大診斷原則,5大診斷方法 
在加工連桿模具過程中,忽然發(fā)現(xiàn)Z軸進給異常,造成至少1mm的切削誤差量(Z方向過切)。故障診斷:調查中了解到,故障是忽然發(fā)生的。機床在點動,在手動輸入數(shù)據(jù)方式操作下各個軸運行正常,且回參考點正常,無任何報警提示,電氣控制部分硬故障的可能性排除。應主要對以下幾個方面逐一進行檢查。檢查機床精度異常時正在運行的加工程序段,特別是刀具長度補償,加工坐標系(G54-G59)的校對和計算。
2230
機械學霸 ??? 4年前
干數(shù)控怎樣才能提高工件加工精度和加工效率?
3)對滾動軸承適當預緊: ①可消除間隙; ②增加軸承剛度; ③均化滾動體誤差。
2048 1
UG編程模具設計實戰(zhàn) ??? 4年前
日本尖端科技-精密加工機床研發(fā)利器-計算設備硬件配置 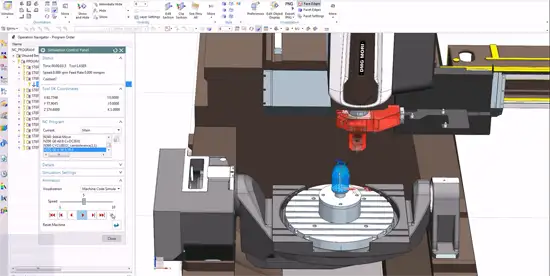
2) 控制系統(tǒng):精密加工機床通常配備先進的數(shù)控(NC)或計算機數(shù)控(CNC)控制系統(tǒng),用于精確控制機床的運動和加工過程。控制系統(tǒng)的設計涉及運動控制算法、插補算法等。3) 精密測量與校準:精密加工機床需要具備高精度的測量和校準功能,以確保加工精度。相關算法包括測量數(shù)據(jù)處理、誤差補償算法等。4) 自動化功能:一些精密加工機床具備自動化功能,如自動換刀、自動換工件、自動刀具磨損檢測等。
2065 1
UltraLAB ??? 2年前
干數(shù)控怎樣才能提高工件加工精度和加工效率! 
都是我創(chuàng)作的動力,期待你的加入 影響工件最終的加工精度和加工效率,除了數(shù)控機床自身的原因以外,還應從合理的加工路線設置、刀具的選擇和正確安裝、切削量的合理選擇、編程的技巧以及尺寸精度快速控制等幾個方面進行綜合考慮。 編程技巧 數(shù)控編程是數(shù)控加工最基礎的工作,工件加工程序編制的優(yōu)劣直接影響機床最終的加工精度和加工效率。
2279
模具設計UG編程教學 ??? 4年前
干數(shù)控怎樣才能提高工件加工精度和加工效率? 
都是我創(chuàng)作的動力,期待你的加入 影響工件最終的加工精度和加工效率,除了數(shù)控機床自身的原因以外,還應從合理的加工路線設置、刀具的選擇和正確安裝、切削量的合理選擇、編程的技巧以及尺寸精度快速控制等幾個方面進行綜合考慮。 編程技巧 數(shù)控編程是數(shù)控加工最基礎的工作,工件加工程序編制的優(yōu)劣直接影響機床最終的加工精度和加工效率。
1955
模具設計UG編程教學 ??? 4年前
什么是CNC數(shù)控加工? 
</p><p>(1) 兩軸聯(lián)動數(shù)控機床。主要用于三軸以上控制的機床,其中任意兩軸作插補聯(lián)動,第三軸作單獨的周期進給,常稱2.5軸聯(lián)動。</p><p>(2) 三軸聯(lián)動數(shù)控機床。X、Y、Z三軸可同時進行插補聯(lián)動。</p><p>(3) 四軸聯(lián)動數(shù)控機床。</p><p>(4) 五軸聯(lián)動數(shù)控機床。
2977
2103707493 ??? 1年前
案例賞析:典型智能數(shù)控加工中心案例 
在線工藝仿真系統(tǒng)能夠實時模擬機床的加工狀態(tài),實現(xiàn)工藝經驗的數(shù)據(jù)積累。進一步可以快速響應用戶的工藝支持請求,獲得來自互聯(lián)網上的“工藝大師”的經驗支持。 (3)智能補償。集成有基于數(shù)學模型的螺距誤差補償技術,能使i5智能機床達到定位精度5μm/300mm,重復定位精度3μm/300mm。 (4)智能診斷。
5042
機械發(fā)明愛好者 ??? 2年前
各種溫差影響數(shù)控機床精度的原因 
這種結構對高速進給來說,除了提高動靜態(tài)穩(wěn)定性外,對于降低熱變形誤差具有明顯作用。在全長600mm內預拉伸35m的軸向固定結構在不同的進給速度下溫升比較接近。兩端固定預拉伸結構的累積誤差明顯小于單端固定另一端自由伸長的結構。在兩端軸向固定預拉伸結構中,發(fā)熱引起的溫升主要是改變絲杠內部的應力狀態(tài)由拉應力變?yōu)榱銘驂簯ΑR虼藢ξ灰凭扔绊戄^小。
2067
機械加工網 ??? 4年前
機床測頭在雙主軸數(shù)控車床中的應用 
當前數(shù)控車床的數(shù)字化、智能化發(fā)展已成為制造業(yè)的必然趨勢。在這一過程中,機床測頭作為數(shù)控車床的“加工之眼,質量之源”,發(fā)揮著重要作用。機床測頭能夠實時、高精度地采集加工過程中的各種數(shù)據(jù),為數(shù)控車床的智能化控制和優(yōu)化提供可靠依據(jù),推動著數(shù)控車床向數(shù)字化、網絡化、智能化的方向不斷發(fā)展。
2319
深圳市中圖儀器股份有限公司 ??? 1年前
一種電機軸螺桿加工專用的數(shù)控銑床機械結構系統(tǒng)優(yōu)化設計 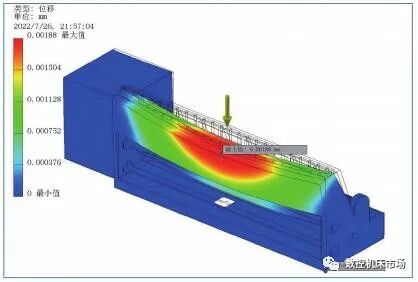
此外,研究人員還分別針對螺桿旋風銑床和葉輪旋風銑床的床身和銑頭進行了動力學性能分析,并完成了模態(tài)試驗,為數(shù)控旋銑設備的設計提供了指導。譚立新研究了多軸旋銑裝置不同轉速下工件的變形與振動誤差,提出了控制轉速修調振動誤差值的方法。張春建等對大型螺紋旋風銑床主傳動系統(tǒng)和銑削工件系統(tǒng)進行了動力學仿真分析,提出以多點支撐和硅油減震器抑制旋銑系統(tǒng)振動。
3914 1
張偉一 ??? 2年前
五軸數(shù)控工具磨床高精度運行的秘訣 
切削加工通常由切削機床實現(xiàn),而刀具是關鍵耗材,作為工業(yè)機床的“牙齒”,其質量直接影響機械制造業(yè)生產的工藝水平、生產效率和產品質量。 五軸數(shù)控工具磨床通過控制五個工作軸的聯(lián)動運動可以實現(xiàn)對刀具的高精度磨削和加工,是生產高精度刀具的核心設備,其精度直接影響刀具的性能和質量。
2174
深圳市中圖儀器股份有限公司 ??? 2年前
玩轉這些,你的編程就入了門! 
工件坐標系的設定 工件安裝在卡盤上,機床坐標系與工件坐標系一般是不重合的,為便于編程,應建立一個工件坐標系,使刀具在此坐標系中進行加工。 G50 X Z 該指令規(guī)定刀具起刀點或換刀點至工件原點的距離,坐標X,Z為刀尖在工件坐標系中的起始點位置。 對于有刀具補償功能的數(shù)控機床,其對刀誤差可以通過刀具偏移來補償,所以調整機床時的要求并不嚴格。
1975
機械加工網 ??? 4年前
關于機床測頭常見的提問及回答 
此外,還可以通過多次測量取平均值、優(yōu)化測量路徑等方法來減少偶然誤差,并且定期對測量軟件進行更新和優(yōu)化,采用更先進的算法來處理測量數(shù)據(jù),提高測量精度。 三、關于機床測頭安裝與使用方面 提問1:機床測頭如何安裝在機床上? 回答:機床測頭的安裝方式因機床類型和測頭型號而異。一般來說,在數(shù)控機床上,測頭通常安裝在機床的主軸或者刀庫中。
2487
深圳市中圖儀器股份有限公司 ??? 1年前
CNC數(shù)控加工定制服務: 生產質量控制和檢驗指南 
</a></figure></div><h2><strong>CNC數(shù)控加工質量控制的關鍵要素</strong></h2><p> </p><p>從預生產到最終檢驗,數(shù)控加工中有效的質量控制包括幾個關鍵步驟。
2946
2103707493 ??? 1年前
玩轉這些,你的編程就入了門! 
工件坐標系的設定工件安裝在卡盤上,機床坐標系與工件坐標系一般是不重合的,為便于編程,應建立一個工件坐標系,使刀具在此坐標系中進行加工。G50 X Z該指令規(guī)定刀具起刀點或換刀點至工件原點的距離,坐標X,Z為刀尖在工件坐標系中的起始點位置。對于有刀具補償功能的數(shù)控機床,其對刀誤差可以通過刀具偏移來補償,所以調整機床時的要求并不嚴格。
2498
數(shù)控編程網 ??? 3年前
數(shù)控車床刀架不能啟動?用這7個小方法解決 
數(shù)控刀架是數(shù)控車床最普遍的一種輔助裝置,它可使數(shù)控車床在工件一次裝夾中完成多種甚至所有的加工工序,以縮短加工的輔助時間,減少加工過程中由于多次安裝工件而引起的誤差,從而提高機床的加工效率和加工精度。
2464
數(shù)控編程教學 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
