



“不容忽視的表面現象:塑膠射出后的浮纖問題詳解! 
其次是模溫 ,PA66+GF 的模溫在 110-140℃。如模溫 太低,易出現走膠困難,產生浮纖;如模溫太高,易出現成型周期過長,產品燒焦等問題。總之成型工藝上可采用高料溫、高模溫、高壓、高速、低螺桿轉速 注射,對改善浮纖現像比較有利。材料的選擇從原料入手,選擇材料時尼龍黏度在力學 性能許可的范圍內盡量選擇低黏。
4758 1
型創科技2023 ??? 2年前
【建議收藏】改性尼龍生產過程中的15大要點 
例如PA66收縮率在1.5-2%之間,PA6的收縮率為1%-1.5%,在加入玻纖后可以使收縮率降低到0.3%左右。 玻纖加入量越多,尼龍的成型收縮率越小。但是玻纖加入量過多會造成表面浮纖、相容性差等后果,玻纖含量一般在30%左右時效果相對較好。
4927 1
化工活動家 ??? 3年前
Moldex3D模流分析之冷卻階段模溫的低溫切換 
快速模具溫度加熱冷卻成型技術在充填階段迅速提高模具表面溫度,并且在保壓階段開始時將模具溫度快速冷卻。如此一來,塑件表面溫度即可依據不同成型階段進行動態調整。射出充填階段的高模溫條件將有效改善塑料的流動性及降低射出件表面問題(例如結合線、流痕、浮纖…等)發生的機會;而冷卻階段模溫的低溫切換,也能有效縮短成型周期時間。
1820
Moldex3D 中國 ??? 12月前
玻纖增強尼龍外觀不良原因分析及優化方案? 
尼龍(PA)用玻璃纖維(GF)增強改性后,其強度、硬度、耐疲勞性、尺寸穩定性、耐蠕變性等均有很大提高。玻纖在PA樹脂基體中的分散性與粘結強度對產品性能影響很大。在實際生產過程中,玻纖增強PA注射成型制品常存在各種缺陷。
2304
國高材高分子材料產業創新中心 ??? 4年前
Moldex3D模流分析之高分子射出成型 
快速模具溫度加熱冷卻成型技術在充填階段迅速提高模具表面溫度,并且在保壓階段開始時將模具溫度快速冷卻。 如此一來,塑件表面溫度即可依據不同成型階段進行動態調整。射出充填階段的高模溫條件將有效改善塑料的流動性及降低射出件表面問題(例如結合線、流痕、浮纖…等)發生的機會;而冷卻階段模溫的低溫切換,也能有效縮短成型周期時間。
2603
Moldex3D 中國 ??? 1年前
Moldex3D模流分析金屬脫蠟精密鑄造之快速模具溫度加熱冷卻成型技術 
快速模具溫度加熱冷卻成型技術在充填階段迅速提高模具表面溫度,并且在保壓階段開始時將模具溫度快速冷卻。 如此一來,塑件表面溫度即可依據不同成型階段進行動態調整。射出充填階段的高模溫條件將有效改善塑料的流動性及降低射出件表面問題(例如結合線、流痕、浮纖…等)發生的機會;而冷卻階段模溫的低溫切換,也能有效縮短成型周期時間。
2001
Moldex3D 中國 ??? 3年前
消費后回收材料(PCR)的高附加值應用開發 
比如,對于抗沖擊性能要求比較高的應用場合,通常會選擇熔融指數相對比較低的聚碳酸酯材料,但過低的熔融指數往往帶來許多外觀問題;對于強度和模量要求特別高的場合,通常會選擇加纖料,但玻璃纖維的加入常常會導致射出制品表面浮纖,嚴重影響外觀;對于有免噴涂要求的產品,其外觀和耐磨性往往難以平衡。
2259
ACMT協會 ??? 2年前
Moldex3D模流分析之模具溫度加熱冷卻成型技術 
快速模具溫度加熱冷卻成型技術在充填階段迅速提高模具表面溫度,并且在保壓階段開始時將模具溫度快速冷卻。 如此一來,塑件表面溫度即可依據不同成型階段進行動態調整。射出充填階段的高模溫條件將有效改善塑料的流動性及降低射出件表面問題(例如結合線、流痕、浮纖…等)發生的機會;而冷卻階段模溫的低溫切換,也能有效縮短成型周期時間。
2244
Moldex3D 中國 ??? 1年前
Moldex3D模流分析之快速模具溫度加熱冷卻成型技術 
快速模具溫度加熱冷卻成型技術在充填階段迅速提高模具表面溫度,并且在保壓階段開始時將模具溫度快速冷卻。如此一來,塑件表面溫度即可依據不同成型階段進行動態調整。射出充填階段的高模溫條件將有效改善塑料的流動性及降低射出件表面問題(例如結合線、流痕、浮纖…等)發生的機會;而冷卻階段模溫的低溫切換,也能有效縮短成型周期時間。
2406
Moldex3D 中國 ??? 1年前
用CAE射出仿真技術改善產品結構 
案例二:外觀浮纖、流痕改善 除了特殊時期的材料和技術支持外,日常生活中,金旸也提供廣泛的材料解決方案支持。 PBT材料性能優異,具有優良的韌性、抗疲勞性、耐熱耐候性,電性能佳、吸水率低,對其進行增強、阻燃改性,可顯著提高其耐熱性、模量、尺寸穩定性及阻燃性。 金旸TG(XX)EX系列,具有高灼熱絲、高CTI的特點,廣泛應用于汽車、電子電氣等行業。
2576 10 4
型創科技2023 ??? 2年前
用CAE射出仿真技術改善產品結構 
案例二:外觀浮纖、流痕改善除了特殊時期的材料和技術支持外,日常生活中,金旸也提供廣泛的材料解決方案支持。 PBT材料性能優異,具有優良的韌性、抗疲勞性、耐熱耐候性,電性能佳、吸水率低,對其進行增強、阻燃改性,可顯著提高其耐熱性、模量、尺寸穩定性及阻燃性。 金旸TG(XX)EX系列,具有高灼熱絲、高CTI的特點,廣泛應用于汽車、電子電氣等行業。
2618 2 2
型創科技2023 ??? 2年前
注塑模調機工藝.
收縮痕注塑件缺陷的特征 通常與表面痕有關,而且是塑料從模具表面收縮脫離形成的。 二、可能出現問題的原因 (1).熔融溫度不是太高就是太低。(2).模腔內塑料不足。(3).冷卻階段時接觸塑料的面過熱。(4).流道不合理、澆口截面過小。(5).模溫是否與塑料特性相適應。
2275 1
模具論壇 ??? 4年前
常用塑料物性和成型工藝、應用匯總 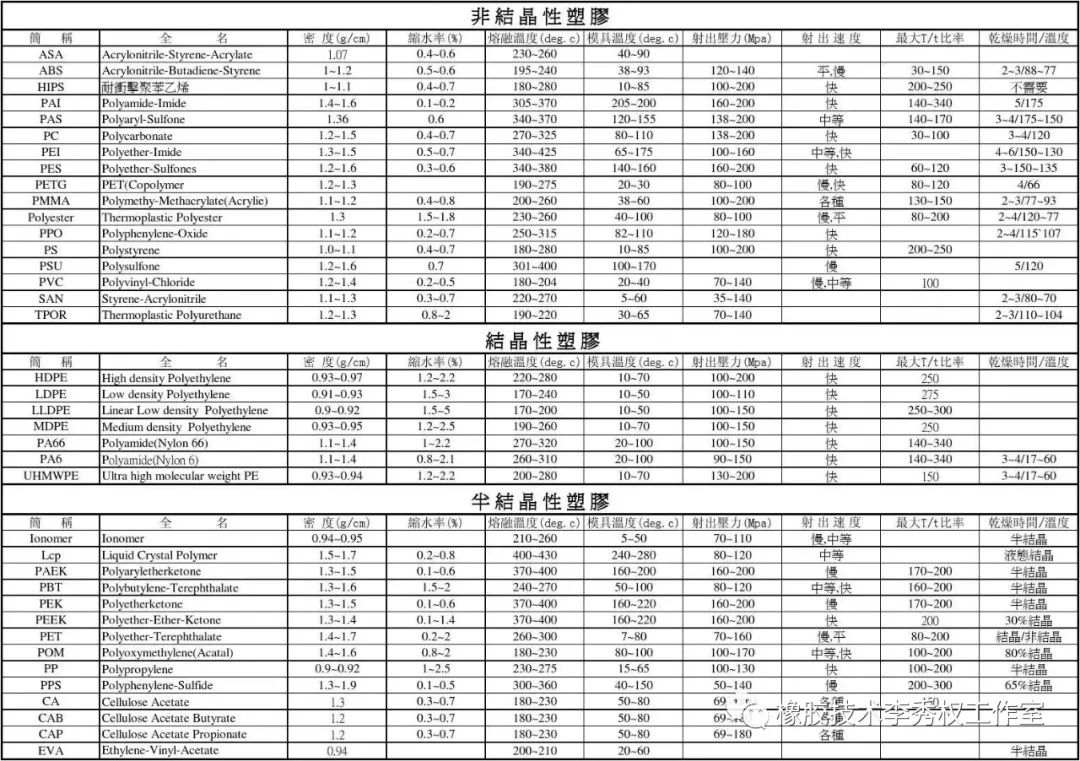
特別是大分子量的PVC材料更難于加工(這種材料通常要加入潤滑劑改善流動特性),因此通常使用的都是小分子量的PVC材料。PVC的收縮率相當低,一般為0.2~0.6%。
4097
高分 ??? 3年前
塑料連接器產品翹曲常見原因分析及改善方案 
貼近模壁表面層的塑料固化快,來不及配向即固化,因此配向性較差;次表面層固化較慢且剪切應力大,纖維按照流體流動方向取向;而趨向橫截面的中央部位,剪切應力變低,配向性又變差,中間處纖維取向最為混亂。玻璃纖維增強材料與未增強材料的收縮特性存在本質差異。
2496
國高材高分子材料產業創新中心 ??? 3月前
技術研究 | 沒想到這種方法做拉伸測試,塑料老化壽命差異這么大 
2.2 粉化樣條測試方法研究2.2.1 粉化樣品測試強度測試在150℃老化600h以后,兩種樣品均出現了分化現象,玻纖增強料B出現浮纖,但是表面較為平整;普通改性A出現了分層現象,樣條粉化嚴重,表面不平整,出現較多裂紋,樣品內部分層, 老化后樣條如圖2。
3670 6 5
國高材高分子材料產業創新中心 ??? 3年前
干貨文章——汽車內外飾材料介紹 
PC加入玻纖可改善其收縮率,機械強度和耐溫性,在100℃左右長期使用鋼性會增加,可用退火改善內應力。
2437
汽車零部件模具與注塑 ??? 4年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
?射出成型模溫條件:LCP 射出加工模溫設定條件范圍較寬,可設定之范圍為25℃ ~180℃,而最常使用的模溫范圍為80℃ ~120℃;高模溫條件可改善成品表面外觀及熔膠流動性,對高溫后制程(ex.SMT) 會有較好尺寸安定性。
8295 4 1
ACMT協會 ??? 2年前
注塑人要收藏的注塑生產不良缺陷原因
② 成型操作方面:A、熔體溫度過高;B、熔體在高溫下停留的時間過長;C、熔體在模腔中保壓時間過長;D、注射速度過快。 8、色澤不均(混色)①原料方面:A、著色劑的熱穩定性差;B、著色劑分散效果不理想;C、色粉份量太大,如1包25KG料用色粉300克以上;D、加波纖產品容易有浮纖,造成原料不均,產生混色;E、原料雜質多,使制品表面色澤不一。
3277
Im智能注塑 ??? 3年前
注塑成型工藝對產品性能有何影響? 
04 模具溫度 模具溫度是指在成型過程中的模腔表面的溫度,模具溫度影響熔體的充模流動行為、制品的冷卻速度和成型后的制品性能等。模溫的設定主要取決于熔料的粘度。熔料粘度較低的可以采取低模溫注射以縮短冷卻時間,提高生產效率。熔料粘度較高的應采用高模溫注射成型。 一般說來提高模溫可以使制件的冷卻速率均勻一致,防止凹痕和裂紋等成型缺陷產生。
3244
Im智能注塑 ??? 3年前
塑膠材料的收縮與翹曲(一) 
圖2:利用Moldex3D分析翹曲變形對于沒有添加補強纖維的純塑料而言,其射出成型品 的翹曲現象主要是受到產品的厚度分布與模溫分布所 影響。產品厚度厚薄差異太大或是公母模溫溫差差異 過大或是局部模溫溫差過大都會造成成品產生較嚴重 的翹曲現象。對于纖維補強塑料而言,塑料組成中的 補強纖維(玻纖、碳纖、有機纖維等)具有高剛性及 極低的熱收縮性特性,所以補強纖維會去抑制塑料的 整體收縮。
2841 2
型創科技2023 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
