



大型支座鍛件工藝開發(fā)及優(yōu)化提高 
工藝設(shè)計(jì)初始模鍛工藝方案分析根據(jù)產(chǎn)品圖及模鍛成形工藝分析設(shè)計(jì)鍛件圖,依據(jù)鍛件最大外形輪廓及保證鍛件能從模膛中出模的分模原則,鍛件分模面設(shè)計(jì)在盤部中間位置,這樣設(shè)計(jì)的好處是切邊后較容易檢查鍛件錯(cuò)移量,防止切邊后產(chǎn)生縱向毛刺,增加打磨工作量,還能消除鍛件翹曲變形,最終決定分模面設(shè)計(jì)在盤部中間偏下位置2/5處;環(huán)形凸環(huán)設(shè)計(jì)在上模,上模金屬在成形過程中流動(dòng)較快且具有反擠壓作用,更容易充滿整個(gè)較窄環(huán)部
3175 1 1
FMMM ??? 4年前
風(fēng)電增速箱鍛件制造技術(shù)及質(zhì)量控制的研究 
為保證增速箱的運(yùn)行可靠性,對(duì)增速箱鍛件制造提出了更嚴(yán)格的質(zhì)量要求,從原材料的成分控制、復(fù)驗(yàn)、加熱、鍛造、熱處理、機(jī)加工等每一個(gè)工序都進(jìn)行嚴(yán)格控制。 ⑵風(fēng)電增速箱鍛件原材料可采用模鑄錠和連鑄圓坯,對(duì)產(chǎn)品的性能有著至關(guān)重要的影響,必須嚴(yán)格控制原材料的成分、均勻性和氣體含量。原材料到廠后應(yīng)對(duì)連鑄圓坯和開坯后的模鑄錠進(jìn)行化學(xué)成分、氣體含量及低倍檢測(cè)。
2561
FMMM ??? 4年前
典型閥門閥體多向模鍛成形工藝及應(yīng)用 
圖5 帶主法蘭閥體鍛件圖6 帶主法蘭閥體鍛件復(fù)合分模模具結(jié)構(gòu)帶主法蘭鍛件鍛造成形工藝如下:⑴鍛件鍛前準(zhǔn)備參考三通閥體,模具初始位置見圖7(a)。⑵坯料從左模、右模上端孔腔放入模具型腔,見圖7(b)。⑶坯料放入模具型腔后,垂直沖頭開始向下運(yùn)行,對(duì)坯料進(jìn)行鐓粗和擠壓,在此過程中水平缸對(duì)左模、右模提供壓力,防止左、右模脹模。
2840
FMMM ??? 3年前
最全匯總!鍛造技術(shù)知識(shí)! 
如兩端面帶凸臺(tái)的齒輪等,有時(shí)也用于非回轉(zhuǎn)體鍛件的鍛造。閉式筒模鍛造屬無飛邊鍛造。對(duì)于形狀復(fù)雜的胎模鍛件,則需在筒模內(nèi)再加兩個(gè)半模(即增加一個(gè)分模面)制成組合筒模,毛坯在由兩個(gè)半模組成的模膛內(nèi)成形。圖18 組合筒模(1—筒模;2—右半模;3—沖頭;4—左半模;5—鍛件)圖19 合模合膜通常由上下模兩部分組成。為了使上下模吻合及不使鍛件產(chǎn)生錯(cuò)移,經(jīng)常用導(dǎo)柱和導(dǎo)銷定位。
4591
FMMM ??? 3年前
大型半軸鍛件成形工藝研發(fā) 
圖3 平鍛工藝制坯工步圖及中間坯三維圖 終鍛閉式胎模鍛造工藝設(shè)計(jì) 自由鍛閉式胎模鍛造以其獨(dú)特的工藝特點(diǎn)和靈活的模具結(jié)構(gòu)優(yōu)勢(shì)在一些鍛件的生產(chǎn)中可以提高材料利用率,降低生產(chǎn)成本,又可以做到模鍛件的精度和質(zhì)量。
2821
FMMM ??? 4年前
金言 | 我對(duì)鍛壓行業(yè)高質(zhì)量發(fā)展的認(rèn)識(shí)-鍛壓行業(yè)的重要性 
模壓成形(壓制成形),一般是將粉狀、粒狀、團(tuán)狀或纖維狀的金屬或非金屬材料放入成形溫度下的模具型腔中,然后加壓合模而使其成形并固化的制造方法,又稱壓制成形或壓縮成形,模壓成形也可以歸類于模鍛范疇。 大鍛件是相對(duì)概念,分大型模鍛件、大型自由鍛件、大型環(huán)形件和大口徑厚壁無縫管件。使用8MN以上自由鍛液壓機(jī)或30kN以上自由鍛錘生產(chǎn)的自由鍛件稱為大型自由鍛件。
4600 5
數(shù)控編程網(wǎng) ??? 3年前
球面銷鍛造模具設(shè)計(jì)及冷鍛技術(shù)應(yīng)用 
(2)預(yù)成形模和預(yù)鍛模R 角設(shè)計(jì):一般R 角預(yù)鍛較終鍛大2 ~3mm,預(yù)成形R 角盡量取上限,以適應(yīng)預(yù)鍛輪廓要求的大小為宜。 終鍛模模具設(shè)計(jì) 終鍛模具設(shè)計(jì)(圖4),在符合圖紙的前提下,應(yīng)滿足以下幾點(diǎn):圖4 終鍛模具設(shè)計(jì)(左下模,右上模) ⑴精鍛面反補(bǔ)償弧:對(duì)于精鍛面較大的鍛件來說,終鍛模冷精鍛面最好做成凸形,理論上其單面最大高度差為0.2 ~0.5mm。
3145 2
FMMM ??? 4年前
300MW 汽輪發(fā)電機(jī)轉(zhuǎn)子鍛件開發(fā) 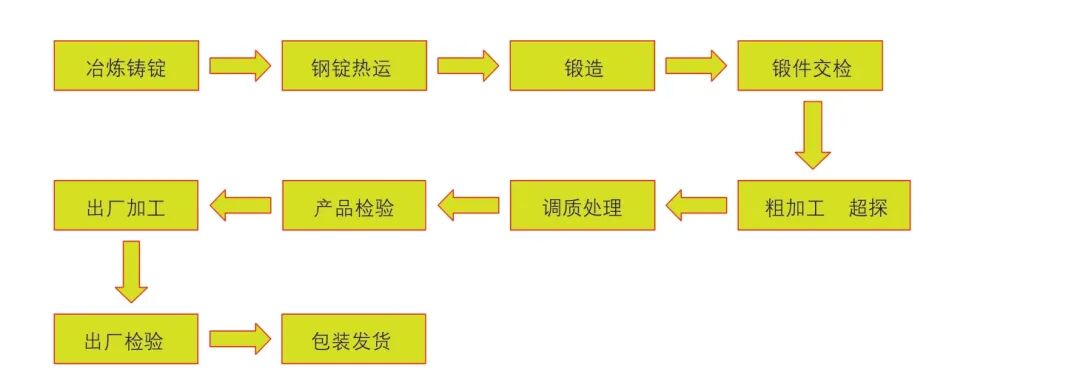
澆注控制要點(diǎn):(1)澆注準(zhǔn)備:鋼錠模打磨、烘烤;冒口泥料處理干凈;中間包清理干凈;(2)澆注:采用外引流,盡量縮短兩精煉包交替銜接時(shí)間;采用氬氣保護(hù)澆注;中間包內(nèi)進(jìn)行氬氣置換;澆注過程中嚴(yán)格卡渣;(3)脫模:嚴(yán)格按照工藝規(guī)定的脫模時(shí)間進(jìn)行脫模。
2484
FMMM ??? 3年前
商用車曲軸自動(dòng)線鍛造技術(shù)研究 
圖3 噴淋結(jié)構(gòu)圖自動(dòng)線模體結(jié)構(gòu)工藝研究鍛造設(shè)備主機(jī)模體在主機(jī)結(jié)構(gòu)中起著舉足輕重的作用,承擔(dān)著設(shè)備運(yùn)轉(zhuǎn)帶來的打擊力,并且最終傳遞至鍛件,保證鍛件成形。前期主機(jī)模座上下模體配合方式為導(dǎo)柱導(dǎo)套配合,長(zhǎng)期使用磨損后出現(xiàn)鍛件錯(cuò)差,鍛件一致性差,導(dǎo)柱導(dǎo)套自身更換亦是相當(dāng)繁瑣。另外導(dǎo)柱導(dǎo)套為不分開結(jié)構(gòu),減小了機(jī)器人送件取件空間。
3921
FMMM ??? 3年前
齒環(huán)類鍛件自動(dòng)化鍛造生產(chǎn)工藝開發(fā) 
圖6 三工位制坯模三工位模具難點(diǎn)在沖孔工位的卸料,沖孔的卸料結(jié)構(gòu)采用上卸料,這樣使鍛件留在下模統(tǒng)一的位置,便于機(jī)械手的夾持。卸料彈簧可選用常規(guī)的矩形彈簧或者氮?dú)鈴椈桑匦螐椈傻暮锰幨窍鄬?duì)來說耐高溫,但提供的卸料力有限,所需的卸料行程較大。氮?dú)鈴椈煽商峁┹^大的卸料力(單根可選擇彈力6t到10t的,且初始彈力6t)。
3249
FMMM ??? 3年前
F55 雙相不銹鋼閥蓋制造工藝及產(chǎn)品質(zhì)量驗(yàn)證 
表5 鐵素體含量測(cè)定表結(jié)論通過制定F55 雙相不銹鋼閥蓋鍛造成形工藝、熱處理工藝以及對(duì)最終鍛件產(chǎn)品進(jìn)行性能試驗(yàn)檢測(cè),主要驗(yàn)證了以下兩點(diǎn):⑴先鐓粗、沖孔制坯再胎模鍛造成形工藝方案可以獲得外觀質(zhì)量良好的閥蓋鍛件;⑵經(jīng)過對(duì)閥蓋鍛件綜合全面的分析,F(xiàn)55 雙相不銹鋼閥蓋鍛件的綜合機(jī)械性能好,耐腐蝕性能優(yōu)良,無有害相析出,同時(shí)鐵素體含量表明閥蓋鍛件化學(xué)成分及熱處理工藝合格,驗(yàn)證了該產(chǎn)品鍛造及熱處理工藝可行
5010 3 2
FMMM ??? 2年前
叉車用轉(zhuǎn)向節(jié)生產(chǎn)工藝分析 
轉(zhuǎn)向節(jié)鍛件實(shí)物見圖1、3D 數(shù)模圖見圖2、鍛件圖主要尺寸見圖3。圖1 轉(zhuǎn)向節(jié)鍛件圖2 轉(zhuǎn)向節(jié)3D 數(shù)模圖3 轉(zhuǎn)向節(jié)鍛件2D 圖工藝分析主設(shè)備選擇產(chǎn)品鍛件重11.7kg,材質(zhì)42CrMo,材質(zhì)系數(shù)M1,形狀復(fù)雜系數(shù)S4。依照計(jì)算公式P=K×σ×S。
2273 1
FMMM ??? 4年前
自動(dòng)化鍛造生產(chǎn)線過程特性淺析 
鍛模噴淋潤(rùn)滑效果不良直接導(dǎo)致的產(chǎn)品失效模式有鍛件不滿模(過量時(shí),局部型腔積存脫模劑產(chǎn)生氣阻;量小時(shí),潤(rùn)滑不良流動(dòng)阻力增大)、氧化皮硌傷(氧化皮吹掃不徹底)和鍛件表面缺陷(如鍛件局部折疊),生產(chǎn)現(xiàn)場(chǎng)依據(jù)鍛模材質(zhì)、脫模劑型號(hào)等實(shí)際情況,確認(rèn)適合自身模具的脫模劑與水配比及噴淋潤(rùn)滑時(shí)間等細(xì)節(jié)。(3)鍛模預(yù)熱溫度。根據(jù)模具材質(zhì),制訂適宜的模具預(yù)熱要求。
2597
FMMM ??? 3年前
飛機(jī)翼身接頭模具設(shè)計(jì)及等溫鍛造工藝模擬 
等溫鍛造由于鍛件與模具溫度相同,消除了溫鍛工藝?yán)?em>模效應(yīng),大幅度降低了材料變形抗力,非常適合復(fù)雜型面模鍛件的精密成形,受到了國(guó)內(nèi)外學(xué)者的普遍關(guān)注。同時(shí),等溫鍛造對(duì)模具強(qiáng)度和鍛件設(shè)計(jì)提出了很高的要求,要獲得充填完好的航空接頭鍛件并不容易,其工藝制訂常規(guī)做法是采用多次工業(yè)試驗(yàn)方法,調(diào)試確定鍛造工序與模具,這個(gè)導(dǎo)致了制造成本與生產(chǎn)周期的增加。
3536 10 4
天佑有限元 ??? 4年前
大噸位鍛錘和高能螺旋壓力機(jī)的升級(jí)與再制造 
新能源汽車的出現(xiàn),黑色金屬模鍛件需求將受到?jīng)_擊,小型模鍛件產(chǎn)能將會(huì)過剩,而大型模鍛件需求將有所增長(zhǎng),有色金屬模鍛件需求將呈現(xiàn)大幅度增長(zhǎng)。傳統(tǒng)小型鍛造設(shè)備將面臨淘汰更新,大型鍛造設(shè)備將面臨適應(yīng)自動(dòng)化需求的升級(jí)與再制造。本文主要針對(duì)我國(guó)傳統(tǒng)主力鍛造設(shè)備大型鍛錘與高能螺旋壓力機(jī)的改造與升級(jí)方案分析,闡明了大型鍛錘與高能螺旋壓力機(jī)技術(shù)升級(jí)與再制造發(fā)展方向。
3006
FMMM ??? 3年前
Simufact用于鍛造輪轂工藝研究 
首先對(duì)預(yù)鍛過程進(jìn)行模擬,再將預(yù)鍛件及相關(guān)信息導(dǎo)入終鍛過程,作為終鍛過程坯料,進(jìn)行終鍛模擬,結(jié)果如圖5所示。圖5 終鍛過程等效應(yīng)變分布工藝參數(shù)優(yōu)化采用Simufact,可以進(jìn)行工藝參數(shù)優(yōu)化研究,比如,模具溫度,胚料溫度,鍛成型時(shí)上模下壓速度,摩擦系數(shù)等。經(jīng)分析得出,預(yù)鍛過程中影響程度主次關(guān)系為模具溫度T>上模下壓速度V>坯料溫度t>摩擦因數(shù)f。
2883
仿真客 ??? 3年前
成形仿真技術(shù)簡(jiǎn)化大型鍛件制造工藝 
對(duì)于上述曲軸,可更改預(yù)成型模并對(duì)飛邊稍作改動(dòng)來實(shí)現(xiàn)所需的改善,可將預(yù)鍛模測(cè)量值保持為與初始制造概念相同的數(shù)值。 結(jié)束語(yǔ) 過去六年里,Schmiedag一直使用Simufact.forming進(jìn)行成型仿真。自那時(shí)起,該公司對(duì)鍛模中的材料流、飛邊形成以及不同鍛模及工件形狀的變形進(jìn)行了虛擬分析和優(yōu)化。以前是先制作模具,然后根據(jù)熟練工人所掌握的知識(shí)進(jìn)行鍛件試驗(yàn)。
2447
上海庭田信息科技有限公司 ??? 4年前
接頭鍛造自動(dòng)化生產(chǎn)線簡(jiǎn)介 
接頭是轉(zhuǎn)向拉桿總成中一個(gè)重要的保安件,起著傳遞力達(dá)到轉(zhuǎn)向的作用,是一種模鍛件。鍛造行業(yè)工作環(huán)境臟、亂、差,勞動(dòng)強(qiáng)度高,愿意從事該行業(yè)的人不多,隨著生活水平的提高,愿意從事鍛造行業(yè)的人則更加稀缺。
2435
FMMM ??? 4年前
多向模鍛設(shè)備的結(jié)構(gòu)分析與研究 
圖7 10MN 多向模鍛液壓機(jī)主穿孔缸與水平缸均采用復(fù)合缸,使得壓機(jī)結(jié)構(gòu)緊湊,除此之外,由于凸模分為可以相對(duì)運(yùn)動(dòng)的兩部分,可有效地改變坯料充填模腔的順序,減小坯料在充填模腔過程中的反流,這不僅節(jié)省能量、減少模腔的磨損,還可防止鍛件表面折疊或內(nèi)部撕裂。對(duì)于閥體、缸體鍛件也能有效地減小壁厚的偏差。⑶可變獨(dú)立機(jī)架多向模鍛液壓機(jī)。
2733 1 1
FMMM ??? 4年前
汽車零部件加工的工藝有哪些呢? 
通過鍛造能消除金屬在冶煉過程中產(chǎn)生的鑄態(tài)疏松等缺陷,優(yōu)化微觀組織結(jié)構(gòu),同時(shí)由于保存了完整的金屬流線,鍛件的機(jī)械性能一般優(yōu)于同樣材料的鑄件。相關(guān)機(jī)械中負(fù)載高、工作條件嚴(yán)峻的重要零件,除形狀較簡(jiǎn)單的可用軋制的板材、型材或焊接件外,多采用鍛件。
4122 1
2103707493 ??? 2年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
