



擠壓溫度對(duì)TA2大口徑管材組織與性能的影響 
由圖3(a)可知,擠壓溫度為850℃時(shí),大口徑管材組織類(lèi)型為等軸組織,晶粒分布較為均勻,平均晶粒尺寸為35~55μm。由圖3(b)可知,擠壓溫度為870℃時(shí),大口徑管材組織類(lèi)型仍為等軸組織,部分晶粒形貌呈現(xiàn)橢圓形或長(zhǎng)條形,平均晶粒尺寸為60~80μm,由于擠壓變形大,成形過(guò)程中產(chǎn)生大量的變形熱,金屬擠壓過(guò)程中荒管實(shí)際溫度接近TA2相轉(zhuǎn)變溫度,因此組織中有少量β組織存在。
2445 1
FMMM ??? 4年前
LS-DYNA 管材冷彎成形 
2、仿真目的和基本設(shè)置 在管材冷彎成形過(guò)程中,如果不能很好地平衡各參數(shù),這種方法可能會(huì)產(chǎn)生沿工件橫截面上的幾何和機(jī)械性能的非均勻分布,以及管子在后續(xù)過(guò)程(即彎曲)中的不穩(wěn)定行為。所以確定一些衡量工件均勻性和加工質(zhì)量的指標(biāo)是很重要的,研究主要工藝參數(shù)對(duì)這些指標(biāo)的影響是主要目的。
2813 7 5
陽(yáng)普科技 ??? 4年前
一種車(chē)用攝像頭殼體冷擠壓成形工藝與模具設(shè)計(jì) 
圖1 產(chǎn)品圖設(shè)備選型此系列產(chǎn)品冷擠壓成形噸位預(yù)估不足60t,雖然成形噸位小,但因設(shè)備噸位限制,故只能選用500t油壓機(jī)。成形工藝與模具設(shè)計(jì)此系列產(chǎn)品結(jié)構(gòu)可使用型材冷擠壓一次成形,冷擠壓對(duì)坯料重量、體積和端面的要求較高,需采用精密鋸切下料。型材鋸切后的坯料形狀、尺寸見(jiàn)圖2;模具結(jié)構(gòu)簡(jiǎn)圖如圖3所示。
2813 1
FMMM ??? 4年前
請(qǐng)問(wèn)獲取材料的力學(xué)性能數(shù)據(jù),是做拉伸試驗(yàn)還是壓縮實(shí)驗(yàn)(針對(duì)齒輪擠壓成形)?
請(qǐng)問(wèn)獲取材料的力學(xué)性能數(shù)據(jù),是做拉伸試驗(yàn)還是壓縮實(shí)驗(yàn)(針對(duì)齒輪擠壓成形)?
2019 7 3
萌_9198 ??? 2年前
基于LS-DYNA的管材液壓漲形(脹形)擠壓分析 
,先脹形,然后再擠壓成形;</p><p><br></p><p><br></p><p><br></p><p><br></p><p><br></p><figure style="text-align: center;" class="ql-align-center">
<figure class="figure-image" contenteditable="false" data-img="https
1919 1 1
王毅 ??? 10月前
基于DEFORM V11.0 星形套溫擠壓成形工藝分析 

溫擠壓成形性能介于冷擠壓和熱擠壓之間,既克服了冷擠壓變形抗力大的難題,又避免了熱加工的過(guò)熱、過(guò)燒、氧化、脫碳等缺點(diǎn),所以欲采用溫擠壓先進(jìn)制造技術(shù)制造星形套。
661 3
鄭彥博 ??? 5年前
基于Abaqus CEL方法實(shí)現(xiàn)擠壓成形 
1、ABAQUS CEL建模方法;2、擠壓成形建模關(guān)鍵點(diǎn);**注意**附件inp文件需要用電腦下載,若下載下來(lái)的附件為AVI格式,請(qǐng)將后綴改為.inp即可。
422 7
Jackill ??? 7年前
液壓成形,一種新的先進(jìn)制造技術(shù) 
1管材液壓成形(內(nèi)高壓成形)管材液壓成形技術(shù)是用管材作為原材,通過(guò)對(duì)管腔內(nèi)施加液體壓力及在軸向施加負(fù)荷作用,使其在給定模具型腔內(nèi)發(fā)生塑性變形,管壁與模具內(nèi)表面貼合,從而得到所需形狀零件的成形技術(shù)。是適應(yīng)汽車(chē)和飛機(jī)等運(yùn)輸工具結(jié)構(gòu)輕量化發(fā)展起來(lái)的先進(jìn)制造技術(shù)。
3802 10 4
鑄造工程師 ??? 3年前
金言 | 我對(duì)鍛壓行業(yè)高質(zhì)量發(fā)展的認(rèn)識(shí)-鍛壓行業(yè)的重要性 
沖壓包括冷沖壓成形和熱沖壓成形兩大類(lèi)。 鈑金與制作,用簡(jiǎn)單、通用性工具,使金屬板材、管材和型材發(fā)生變形或分離,按照預(yù)期要求成為零件或結(jié)構(gòu)件的加工過(guò)程稱為鈑金與制作。 鈑金與制作是一種綜合冷成形工藝。
4596 5
數(shù)控編程網(wǎng) ??? 3年前
【專(zhuān)業(yè)知識(shí)】鑄、鍛、焊、軋、機(jī)加工及3D打印——各種金屬材料最全的成形工藝介紹 
工藝流程: 應(yīng)用: 主要用在金屬材料型材,板,管材等 ,還有一些非金屬材料比如塑料制品及玻璃制品。 (3)擠壓 擠壓:坯料在三向不均勻壓應(yīng)力作用下,從模具的孔口或縫隙擠出使之橫截面積減小長(zhǎng)度增加,成為所需制品的加工方法叫擠壓,坯料的這種加工叫擠壓成型。
2933
機(jī)械工程師 ??? 4年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
⑶擠壓工藝改進(jìn)后的模擬結(jié)果。 擠壓工藝改進(jìn)后,如圖8 改進(jìn)工藝后最終成形的速度和流動(dòng)應(yīng)力圖所示,消除階梯形孔擠壓成形出現(xiàn)的塌陷現(xiàn)象。如圖9 改進(jìn)后的最終成形的有效應(yīng)變圖所示,大大減少了擠壓成形由于摩擦因素和金屬流動(dòng)不均勻造成的縮孔現(xiàn)象,提高了成形零件的質(zhì)量。
2984 4 3
FMMM ??? 4年前
Simufact軟件在鋁型材擠壓模具設(shè)計(jì)數(shù)值模擬的應(yīng)用 附simufact.additive 3下載 
用擠壓的方法生產(chǎn)鋁型材,既節(jié)約金屬,生產(chǎn)效率又高[1]。 分流組合模廣泛地應(yīng)用于生產(chǎn)各種規(guī)格和形狀的管材和空心鋁型材的擠壓模具結(jié)構(gòu)類(lèi)型。該類(lèi)模具不僅可以生產(chǎn)復(fù)雜內(nèi)腔的鋁型材,而且可拆換、加工容易、成本較低[2]。目前該類(lèi)模具的設(shè)計(jì)很大程度上取決于經(jīng)驗(yàn)和反復(fù)試模,在反復(fù)試模的過(guò)程中浪費(fèi)大量的人力物力和財(cái)力。
3011 1 1
人類(lèi)使徒 ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
3)斷裂分離階段已成形的裂紋沿最大應(yīng)變速度方向向材料內(nèi)延伸,呈楔形狀發(fā)展沖裁后板料斷面分為四個(gè)部分成形工序:是使板料在不破壞的條件下發(fā)生塑性變形,制成所需形狀和尺寸的工件。成形工序:彎曲、卷圓、扭曲、拉深、變薄拉深、翻邊(孔的翻邊、外緣翻邊)、縮口、擴(kuò)口、起伏、卷邊、漲形、旋壓、整形、校平、壓印、擠壓(正擠壓、反擠壓、復(fù)合擠壓)。
5969 2
金屬加工前沿 ??? 3年前
2023天津鈑金加工、沖壓暨金屬成型展覽會(huì) 
/剪板機(jī)、聯(lián)合沖剪機(jī)、彎管機(jī)、卷板機(jī)、開(kāi)槽機(jī)等;4,特種成形機(jī)械:管材成形機(jī)、激光切管機(jī)、線材成形機(jī)、輾壓機(jī)、簧機(jī)械、螺釘機(jī)械、鉚釘、壓鉚緊固件及設(shè)備、增量成形機(jī)(無(wú)模數(shù)控成形機(jī))、拉絲機(jī)、粉末冶金、電磁成形機(jī)、內(nèi)高壓成形、輥壓機(jī)、旋壓機(jī)、下料設(shè)備如鋸床(圓盤(pán)鋸、帶鋸床)、鉆孔及打孔設(shè)備、具、棒料剪床、三D打印等;5,自動(dòng)化、智能化裝置:自動(dòng)開(kāi)卷、校平、校直、喂料、傳送、送料、落料、上下料、搬運(yùn)堆垛
2040 1
上海梵翡會(huì)展有限公司 ??? 3年前
雙工位雙向臥式框架伺服數(shù)控擠壓液壓機(jī)設(shè)計(jì)與開(kāi)發(fā) 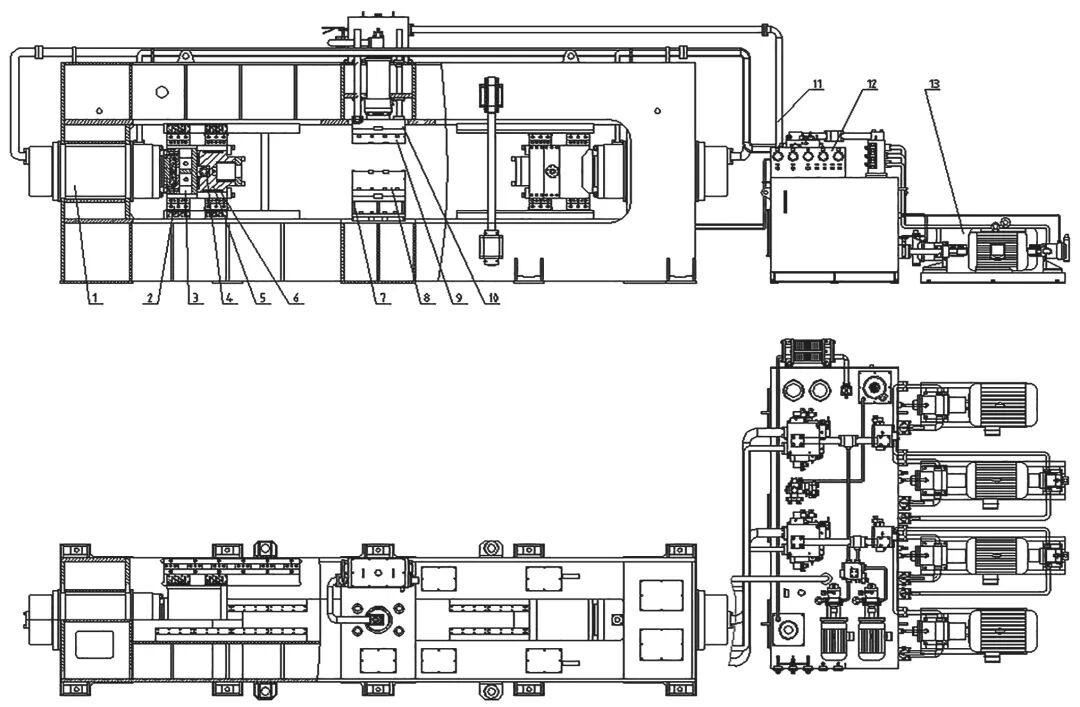
文/司宗青·蘇州虹逸重工科技有限公司雙工位雙向臥式框架伺服數(shù)控擠壓液壓機(jī)(圖1 和圖2),主要適用于借助專(zhuān)用模具和步進(jìn)梁輸送工件機(jī)構(gòu)或桁架機(jī)器人的工況,可實(shí)現(xiàn)圓管材、圓棒料以及方材等兩端同時(shí)同步高效熱(冷)擠壓成形新工藝,是專(zhuān)門(mén)用于滿足汽車(chē)車(chē)橋、火車(chē)車(chē)輛輪軸、汽車(chē)半軸、汽車(chē)傳動(dòng)軸的臥式擠壓液壓機(jī),是車(chē)輛行業(yè)特種鍛造專(zhuān)用液壓機(jī)。
3280 1
FMMM ??? 3年前
2024天津鈑金加工展|2024天津工博會(huì)·鈑金加工展 
/剪板機(jī)、聯(lián)合沖剪機(jī)、彎管機(jī)、卷板機(jī)、開(kāi)槽機(jī)等;4,特種成形機(jī)械:管材成形機(jī)、激光切管機(jī)、線材成形機(jī)、輾壓機(jī)、簧機(jī)械、螺釘機(jī)械、鉚釘、壓鉚緊固件及設(shè)備、增量成形機(jī)(無(wú)模數(shù)控成形機(jī))、拉絲機(jī)、粉末冶金、電磁成形機(jī)、內(nèi)高壓成形、輥壓機(jī)、旋壓機(jī)、下料設(shè)備如鋸床(圓盤(pán)鋸、帶鋸床)、鉆孔及打孔設(shè)備、具、棒料剪床、三D打印等;5,自動(dòng)化、智能化裝置:自動(dòng)開(kāi)卷、校平、校直、喂料、傳送、送料、落料、上下料、搬運(yùn)堆垛
2180 1
上海梵翡會(huì)展有限公司 ??? 2年前
大直徑薄壁鋼管縮徑成形工藝研究 
⑶第二道擠壓可利用第一道擠壓的余溫進(jìn)行擠壓成形,減徑約25mm,擠壓前需要將工件冷卻至約700℃,使得工件的溫度分布接近均勻,在第二道擠壓時(shí)喇叭口處的材料能產(chǎn)生足夠的支撐力來(lái)對(duì)抗成形力,第二道擠壓成形力約500kN。⑷第三道擠壓可利用第二道擠壓的余溫進(jìn)行擠壓成形,減徑約20mm,達(dá)到最終的成形形狀和尺寸,第三道擠壓成形力約550kN。
3253 1
FMMM ??? 4年前
典型閥門(mén)閥體多向模鍛成形工藝及應(yīng)用 
多向模鍛是指在閉式模腔內(nèi)對(duì)坯料施加工藝力,進(jìn)行多方向聯(lián)合擠壓、鍛造成形的一種模鍛方法。采用多向模鍛技術(shù)可一次成形帶內(nèi)空腔、外枝丫或具有凹凸外形的復(fù)雜結(jié)構(gòu)鍛件,成形的鍛件形狀復(fù)雜、尺寸精確,接近成品零件。
2840
FMMM ??? 3年前
Abaqus厚壁管材擠壓仿真案例講解

1841
紅沙西石 ??? 2年前
叉車(chē)用轉(zhuǎn)向節(jié)生產(chǎn)工藝分析 
缺點(diǎn):金屬流動(dòng)距離長(zhǎng),對(duì)設(shè)計(jì)者要求高,需要有較豐富的設(shè)計(jì)經(jīng)驗(yàn),在設(shè)計(jì)過(guò)程中需控制金屬流動(dòng)方向,采用三道擠壓成形,每道擠壓的成形程度、壓下量選擇及算料過(guò)程對(duì)設(shè)計(jì)者要求較高,前期策劃及模擬次數(shù)時(shí)間要求長(zhǎng)。由于前期對(duì)擠壓設(shè)計(jì)工藝把握度不高,對(duì)拔料后的產(chǎn)品溫度影響預(yù)估不足,因此樣件生產(chǎn)時(shí)直接采用了方案一進(jìn)行開(kāi)發(fā)及模具設(shè)計(jì)。
2272 1
FMMM ??? 4年前
20條/頁(yè) 
 7
7 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
