



U鉆:孔加工最常用的刀具之一!
U鉆為可轉位刀具,刀片磨損后無需刃磨,更換較為方便,且成本低廉。7. 使用U鉆加工出的孔表面粗糙度值小,公差范圍小,可替代部分鏜刀的工作。8. 使用U鉆無需預打中心孔,加工出的盲孔底面較為平直,省去了平底鉆頭。9.
2694
數控編程網 ??? 4年前
刀具銷售很少知道的立銑刀原理 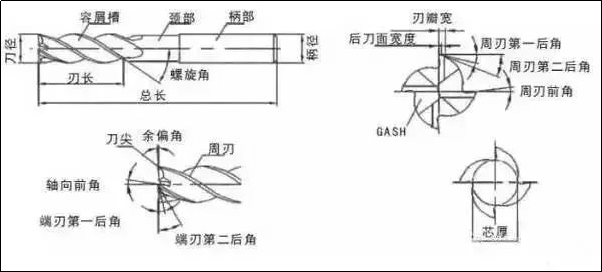
立銑刀可用于側面加工、槽加工、曲面加工等加工領域。對于各種加工形態,可使用的立銑刀種類也非常豐富。以前常用的是高速鋼整體立銑刀,而現在隨著涂層技術與刀具材料技術的進步,涂層硬質合金整體立銑刀與可轉位立銑刀逐漸普及,廣泛應用在模具加工、高硬度材料加工等領域。1.
2060
數控編程網 ??? 3年前
玩轉這些,你的編程就入了門! 
(6)刀具功能T 指令數控系統進行換刀,用地址T和其后的4位數字來指定刀具號和刀具補償號(刀具偏置號)。前2位是刀具序號:0~99,后2位是刀具補償號:0~32。每一刀具加工結束后,必須取消刀具補償。 刀具序號可以和刀盤上的刀位號相對應; 刀具補償包括形狀補償和磨損補償; 刀具序號和刀具補償號不必相同,為方便起見也可一致。
1975
機械加工網 ??? 4年前
復雜深孔的高效加工方法! 
此類基于T-Max 424.10型鉆頭的非標刀具是單管運用的一局部。 在深孔鉆削中1mm以下的小直徑孔采用硬質合金鉆加工而成,但對于15mm及以上的孔,一般采用焊接刃鉆頭,而對于25mm及以上的孔,則采用可轉位刀片鉆頭才能進行非常高效的鉆削。現代可轉位刀片技術和鉆管系統也為深孔加工提供了專用刀具的新可能性。 孔深超過10倍孔徑時,加工出的孔一般認為很深。
2266
數控編程網 ??? 3年前
玩轉這些,你的編程就入了門! 
(6)刀具功能T指令數控系統進行換刀,用地址T和其后的4位數字來指定刀具號和刀具補償號(刀具偏置號)。前2位是刀具序號:0~99,后2位是刀具補償號:0~32。每一刀具加工結束后,必須取消刀具補償。刀具序號可以和刀盤上的刀位號相對應;刀具補償包括形狀補償和磨損補償;刀具序號和刀具補償號不必相同,為方便起見也可一致。
2499
數控編程網 ??? 3年前
生產制造 | ESPRIT EDGE 通過刀軸變化功能實現3軸車削加工 
FreeTurn刀具采用新型可轉位刀片,由多種切削刃組成,通過銑削主軸安裝實現動態車削。通過可轉位刀片實現360°主偏角自由調整,支持多種車削工藝的柔性化加工。一刃多用?:通過調整刀片角度,可完成粗加工、精加工、輪廓車削、端面車削等不同工序,無需頻繁更換刀具。切屑控制?:優化斷屑作業,確保切屑順利排出,減少刀具磨損。
1258
海克斯康設計與仿真 ??? 4月前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
按刀齒和銑刀的軸線的相對位置可分為圓柱形銑刀、角度銑刀、面銑刀、成形銑刀等。按刀齒形狀可分為直齒銑刀、螺旋齒銑刀、角形齒銑刀曲線齒銑刀。按刀具結構可分為整體銑刀、組合銑刀、成組或成套銑刀、鑲齒銑刀、機夾焊接銑刀、可轉位銑刀等。但通常還是以切削刀齒背加工形式來分。
2481 1 1
數控編程網 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
按刀齒和銑刀的軸線的相對位置可分為圓柱形銑刀、角度銑刀、面銑刀、成形銑刀等。按刀齒形狀可分為直齒銑刀、螺旋齒銑刀、角形齒銑刀曲線齒銑刀。按刀具結構可分為整體銑刀、組合銑刀、成組或成套銑刀、鑲齒銑刀、機夾焊接銑刀、可轉位銑刀等。但通常還是以切削刀齒背加工形式來分。
2028
數控編程網 ??? 3年前
數控車床刀架不能啟動?用這7個小方法解決 
02 刀架某一位刀號轉不停,其余刀位可以轉動1.此刀位的霍爾元件損壞確認是哪個刀位使刀架轉不停,在系統上輸入指令轉動該刀位,用萬用表量該刀位信號觸點對24V觸點是否有電壓變化。若無變化,可判定為該刀位霍爾元件損壞,更換發信盤或霍爾元件即可。
2464
數控編程教學 ??? 4年前
MIM技術革新刀具市場,你知道嗎? 
今天要談的是現代家庭生活中最不可或缺的三把刀,廚房的菜刀、剪指甲的指甲刀以及最萬用的剪刀,相信每位讀者都至少有一套,堅硬和銳利是它們的共同特征,自然也免不了被MIM零件制造商看出這個龐大的商機,由于MIM制程可以利用注射成形的方式把硬質材料做到非常接近最終制品的形狀與尺寸(Near Net Shape),自然在普通家庭生活中所用的刀具和工具等,制造者便開始嘗試利用MIM制程來制作這些硬質材料的工具。
4244 7 3
ACMT協會 ??? 2年前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
1)主軸轉速的選擇 根據車削螺紋時主軸轉1轉,刀具進給1個導程的機理,數控車床車削螺紋時的進給速度是由選定的主軸轉速決定的。
2609
數控編程網 ??? 4年前
齒輪真的不能少于17齒嗎?那是假的!!! 
另一位網友觀點:大家似乎還是太過相信書了,不知道有多少人在工作中對齒輪徹徹底底研究過的,機械原理一課中對于漸開線直齒齒輪齒數大于17不產生根切的推導是基于加工齒輪的齒條刀具的前刀面頂部圓角R為0,而實際上工業生產中的刀具怎么會沒有R角呢?
2845
工廠物流自動化 ??? 4年前
一名合格的CNC操作師傅,要遵守的操作規則 
對話顯示屏(Custom):可了解機床當前主軸轉速、當前切削進給速度、主軸每轉切削進給、主軸當前切削載荷及各行程軸載荷, 并可由主軸每轉切削進給計算出相應刀具每刃切削量。
2062
模具設計UG編程教學 ??? 4年前
齒輪為什么是17個齒? 
另一位網友觀點:大家似乎還是太過相信書了,不知道有多少人在工作中對齒輪徹徹底底研究過的,機械原理一課中對于漸開線直齒齒輪齒數大于17不產生根切的推導是基于加工齒輪的齒條刀具的前刀面頂部圓角R為0,而實際上工業生產中的刀具怎么會沒有R角呢?
3508
數控編程網 ??? 4年前
數控車床螺紋編程切削,這下秒懂了!
在數控車床上可以車削米制、英寸制、模數和徑節制四種標準螺紋,無論車削哪一種螺紋,車床主軸與刀具之間必須保持嚴格的運動關系: 即主軸每轉一轉(即工件轉一轉),刀具應均勻地移動一個(工件的)導程的距離。 以下通過對普通螺紋的分析,加強對普通螺紋的了解,以便更好的加工普通螺紋。
2065
數控編程網 ??? 4年前
車床為何會產生振動?介紹幾種消除措施!
車削過程中:①切屑與刀具前刀面的摩擦力;②刀具在切入和退出工件時所遇到的金屬硬化程度不同;③振動過程中刀具實際幾何角度周期性改變;④振動時,刀具對工件相對運動軌跡是橢圓,因而引起切削截面周期性變化;⑤工件在前一轉時振動所留下的痕跡,引起了切削截面周期性變化。這5種情況都可引起切削力周期性的變化,并使F相離>F趨近。
1875
數控編程教學 ??? 4年前
車床為何會產生振動?介紹幾種消除措施! 
車削過程中:①切屑與刀具前刀面的摩擦力;②刀具在切入和退出工件時所遇到的金屬硬化程度不同;③振動過程中刀具實際幾何角度周期性改變;④振動時,刀具對工件相對運動軌跡是橢圓,因而引起切削截面周期性變化;⑤工件在前一轉時振動所留下的痕跡,引起了切削截面周期性變化。這5種情況都可引起切削力周期性的變化,并使F相離>F趨近。
2494
機械學霸 ??? 4年前
CNC數控 | 車床螺紋編程切削 
在數控車床上可以車削米制、英寸制、模數和徑節制四種標準螺紋,無論車削哪一種螺紋,車床主軸與刀具之間必須保持嚴格的運動關系:即主軸每轉一轉(即工件轉一轉),刀具應均勻地移動一個(工件的)導程的距離。以下通過對普通螺紋的分析,加強對普通螺紋的了解,以便更好的加工普通螺紋。
2753
金屬加工前沿 ??? 4年前
高速銑加工的那些錯誤觀念,看完終于明白了! 
主軸大略可分為兩種規格: 1)有軸承的=> 高扭力,目前最高速度能達到5.4萬轉。 2)無軸承的(氣體帶動)=>低扭力,但轉速非常快(>100krpm) 。 高扭力容許較大材料的切削,使用較大的刀具與較硬的材料。高轉速容許較快的切削速率與達到HSM的效果。
2134
數控編程教學 ??? 4年前
CNC數控加工中心的分類方法 
負責在刀庫和數控加工中心的主軸之間傳遞刀具,將替換下來的數控刀具送回刀庫內,再將需要使用的刀具推送到主軸上。2-直接換刀方式。這種方式主要是指換刀過程由刀庫和主軸箱配合完成。這種情況下配置的刀庫一般是斗笠式的。直接換刀方式的換刀速度較慢、故障率較高,一般只在早期的機型上使用;3-轉塔頭換刀方式。轉塔頭是通過轉塔的旋轉,使需要的刀具移動到相應位置的換刀方式。
2600
2103707493 ??? 2年前
20條/頁 
 17
17 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
