



粘砂(結疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
覆膜砂鑄造在鑄造領域已有相當長的歷史,鑄件的產量也相當大;但采用覆膜砂鑄造生產精密鑄鋼件時面臨很多難題:粘砂(結疤)、冷隔、氣孔。如何解決這些問題有待于我們去進一步探討。
3314
鑄造工程師 ??? 4年前
覆膜砂鑄造工藝過程解析,各項技術參數可收! 
覆膜砂鑄造在鑄造領域已有相當長的歷史,鑄件的產量也相當大;但采用覆膜砂鑄造生產精密鑄鋼件時面臨很多難題:粘砂(結疤)、冷隔、氣孔。如何解決這些問題有待于我們去進一步探討。
2600
鑄造工程師 ??? 4年前
缺陷“大掃除”:鑄鐵試驗平臺拒絕砂孔、氣孔、裂紋! 
這類缺陷看似只是表面“麻點”,實則會破壞平臺結構的致密性,導致局部受力不均:在承載重物時,砂孔周邊易產生應力集中,進而引發微裂紋;同時,砂孔會降低平臺的平面度,影響工件放置的穩定性。 氣孔分為侵入性氣孔和析出性氣孔兩類,前者數量少、尺寸大,多分布在平臺外表面,呈梨形或圓球形;后者數量多、分布散,多位于平臺表面,常出現在同批澆注的鑄件上。
657
威岳15533753786 ??? 1月前
砂型鑄造工藝全解,教你兼顧鑄件質量和生產成本及效率 
覆膜砂鑄造砂眼_氣孔_粘砂_的等缺陷原因及解決方法傳統的鑄造涂料只是在鑄件和鑄型中間起到阻擋隔離作用,達到防粘砂目的,但普通鑄造涂料高溫下由于附著力差、強度低、耐火差、發氣量大,容易造成鑄件產生粘砂、砂眼、氣孔、碳渣等缺陷。鑄件粘砂是因為涂料沒有有效起到阻擋隔離作用,或涂料與高溫金屬液體發生化學反映。
5642 1
鑄造工程師 ??? 2年前
消失模鑄造氣孔缺陷解決方法
(6)降低樹脂砂的樹脂和固化劑加入量,采用低氮或無氮樹脂及形料圓整、粒度適中、灼減量和微粉含量低的原砂和再生砂,以降低樹脂的發氣量,提高樹脂砂的透氣性。
2677
鑄造工程師 ??? 3年前
專家實例講解,高密度造型線的型砂性能管理要點 
后經調整,濕壓強度連續幾天在0.25~0.27MPa,砂眼減少,還出現連續 4天無砂眼的情況,但氣孔成倍增長。由此可見,型砂的濕壓強度不是越高越好,因濕壓強度過高會使型砂透氣性下降, 會使氣孔缺陷上升,使成本增加、帶來落砂困難等。試驗儀器的安放,會對型砂濕壓強度的數據產生較大影響。
2065
鑄造工程師 ??? 4年前
鑄件品質探討:小氣孔大問題,從這10點入手消除鑄件氣孔 
(2)型砂溫度 流水線生產時,對于皮下氣孔非常敏感的球墨鑄鐵,不能用冒熱氣溫度超過35℃的熱砂造型,否則極易在鑄件過熱部位出現皮下氣孔,不解決熱型砂造型問題,其他防治措施的效果不理想。因此在砂處理系統設計上舊砂回用的砂冷卻裝置,容量足夠的貯砂斗等設備設施,工藝上定時添加新砂及合理的濕型型砂壁厚度等,保證生產制造時不出現熱型砂造型的問題。
2594
鑄造工程師 ??? 4年前
實例講解:鑄造自動生產線型砂質量控制核心的8項指標 
后經調整,濕壓強度連續幾天在0.25~0.27MPa,砂眼減少,還出現連續 4天無砂眼的情況,但氣孔成倍增長。由此可見,型砂的濕壓強度不是越高越好,因濕壓強度過高會使型砂透氣性下降, 會使氣孔缺陷上升,使成本增加、帶來落砂困難等。試驗儀器的安放,會對型砂濕壓強度的數據產生較大影響。
2590 1
鑄造工程師 ??? 4年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優化 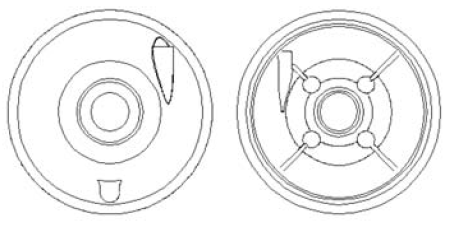
(2)整體砂芯改為吊砂。取消法蘭環冷鐵后,前蓋內腔只有油槽處需要使用砂芯,其余部位可以通過吊砂工藝實現。因此重新對該產品進行工藝設計,分型面仍然選擇在法蘭面,鑄件全部置于下箱,鑄件內腔通過吊砂形成,局部油槽放置一處小砂芯。這種設計,使砂芯重量從33 kg降低至0.5 kg,大大降低了制芯成本。經工藝優化后,通過生產驗證,較好的解決了鑄件縮松問題,產品的砂孔、氣孔等廢品也顯著降低。
4616
鑄造工程師 ??? 2年前
濕型砂混砂,如何控制膨潤土、舊砂等料的比例! 
為保證型砂的性能穩定,舊砂溫度的控制應保持在50℃以下,超過50℃就算是熱砂。熱砂問題,已被公認為粘土濕型砂鑄造必須面對的最大問題。型砂溫度太高,鑄件容易產生夾砂、表面粗糙、沖砂、氣孔等缺陷。目前,型砂冷卻裝置的品種、規格很多,主要有冷卻滾筒、雙盤冷卻器和冷卻沸騰床等,都是利用水份蒸發冷卻型砂。其中,冷卻沸騰床效果較好。
4518 2 1
鑄造工程師 ??? 2年前
鑄造新聞:每天5分鐘,了解全新鑄造業(8月9日) 
馬宏儒一行人先后到覆膜砂車間、水處理車間、洗選車間、鑄造砂車間、裝備車間、石油覆膜支撐劑車間、石油壓裂砂車間、砂源等現場進行視察,并詳細了解公司的技術研發、工藝流程、設備運轉、項目建設等情況。五、襄陽美利信新能源汽車零配件擴產項目正式開工 8月8日,襄陽美利信新能源汽車零配件擴產項目正式開工。
2272 9 5
鑄造工程師 ??? 3年前
鑄造環節控制要點匯總:碾砂、造型、熔煉、澆注、清理、檢查 
(3)合箱:合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少鑄件偏箱的重要手段。 (4)下芯:下芯時要平穩,清理浮砂。砂芯的位置要放置好以防偏芯的產生。 (5)烘干:對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。
2571
鑄造工程師 ??? 4年前
技術分享:呋喃樹脂砂鑄造原砂、樹脂、固化劑的影響分析和選擇 
二是熱強度降低,樹脂砂要求的熱穩定性是十分不利的;三是形成氮氣孔,形成氣孔缺陷。因此樹脂進廠時,含氮量是必測項目。 即要不產生N氣孔,又要降低成本是有可能的:如生產廠的樹脂的N含量為4%,鑄造廠的樹脂加入量為1.5%,則帶進的N含量為0.06%。
2825
鑄造工程師 ??? 4年前
實用易懂!中錳抗磨球墨鑄鐵件三類常見缺陷原因與防止方法 
即Si高Mn低,索氏體量增高,在冷卻速度一定條件下,Si/Mn是控制奧氏體和索氏體t的重要手段 氣孔、夾渣、縮孔特征:1.鑄件產生皮下氣孔2.鑄件內部有集中或分散氣孔3.冒口下或周圍出現集中或分散性氣孔或縮孔且深淺不一4.鑄件內或熱節處產生密集蜂窩狀氣孔原因分析:1.出溫度低于1400℃澆注溫度過低2.球化反應不充分,攪拌扒渣不夠3.渣氣孔層取樣分析結果(
2464
鑄造工程師 ??? 4年前
樹脂砂球鐵件表層球化不良,從減少傳遞源、截斷傳遞途徑、抵消S影響三方面查查 
高溫下,S元素在砂型與鐵液界面處濃度梯度隨之增大,型砂中的S元素向鐵液中擴散的動力也會增大,進入鐵液中的S增多,滲入深度加深,表面球化不良加重。降低再生砂的灼燒減量不僅能降低型砂中的硫含量,還能降低型砂的發氣量,降低鑄件產生氣孔的幾率。 (2)采用低硫磺酸固化劑 型砂中的硫元素,主要來自于磺酸固化劑。
2049
鑄造工程師 ??? 3年前
直列氣缸體立澆鑄造工藝設計 
為了滿足產品需求,需要預防水套和油氣室部位粘砂、氣孔的產生,需對水套芯、油氣室芯芯頭設置排氣通道,通過工藝孔芯頭把砂芯氣引起至型腔,再從型腔引出砂箱面,如圖5、圖6所示。
4336 3
鑄造工程師 ??? 2年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 
表4系數凡和鑄件壁厚的關系4.高溫澆注優點:流動性好,可避免因底注而容易形成的鑄件殘缺類缺陷,可得到輪廓清晰的鑄件;可避免裂紋、冷隔類缺陷:可避免氣孔、針孔類缺陷(澆注溫度根據鑄件壁厚及結構形狀適當提高,不是越高越好)。缺點:容易產生粘砂缺陷;容易產生沖砂缺陷;一特別厚大件易造成組織粗大;厚大球鐵件有縮孔、縮松傾向:增大石墨漂浮傾向。
2351 1
鑄造工程師 ??? 3年前
澆鑄時間如何確定?4種鑄件澆注方式對應鑄件類型全面解析 
2.快速澆注優點:鐵液上升速度快,不容易氧化:鐵液對型腔的烘烤時間短,減小涂層開裂、脫落的可能性,減少鑄件夾渣等缺陷的產生;防止出現澆不足、冷隔缺陷;使型腔內氣壓增大,迫使氣體容易從鑄型向外排出,鑄件不容易產生氣孔等孔洞類缺陷:鑄件各部的溫度差小,防止裂紋發生。
5033
鑄造工程師 ??? 4年前
鑄造廠除塵器提標改造技術方案 
4.除塵器采用覆膜濾料,濾速選取為1.4-1.7m/min,濾袋本身不易被粉塵黏附,易于清灰。5.整個車間,鑄造造型線、落砂線、舊砂沸騰冷卻、舊砂磁選、篩分、輸送及混砂系統,由2臺LCPM袋式除塵器承擔。經初心環保改造后的鑄造廠除塵器效果非常不錯,主要體現在以下幾個方面:1.提高了除塵過濾效果,攔截較細塵粒,粉塵捕集率提高20%。
1946
河北初心環保 ??? 3年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
而核電行星架球墨鑄鐵件用圖3(b)所示的上、中、下箱根據鑄件結構各置一部分鑄件結構的鑄造工藝方案,該工藝方案在西南某廠采用的鑄造生產方式是:水玻璃砂造型、制芯(鉻鐵礦砂制作特異小砂芯),一箱一件,大量設置冷鐵,階梯進液的澆注生產方式;加之其原始鑄造工藝方案未設置適宜大的排氣冒口,鑄件在其澆注位置的頂面產生較多較大的氣孔缺陷,且在頂面6個較大的熱節處(A~F處)還間或產生縮孔缺陷。
2475
鑄造工程師 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
