



DEFORM二次開發 磨損模型 有償請教
DEFORM二次開發 磨損模型 有償請教
1921 2
窗臺* ◇星空 ??? 3年前
DEFORM二次開發編譯工具最新介紹 
SFTC公司目前已經完成DEFORM軟件Intel Fortran FEM引擎的開發,針對于二次開發編譯器短期將同時支持Intel Fortran和Absoft編譯器,而Intel Fortran編譯器將成為趨勢。
3290 2 5
安世亞太 ??? 3年前
DEFORM二次開發
DEFORM二次開發 有賞請教 加QQ1612761720
1781 1
窗臺* ◇星空 ??? 3年前
abaqus磨損 二次開發
能否實現 比如我現在只需要提取當前位置的接觸壓力,然后我能否直接通過公式計算更新整體磨損,就剩去了磨損過程的計算
2138 3
用戶_94487 ??? 11月前
DEFORM二次開發做動態再結晶模擬 
有會DEFORM二次開發做動態再結晶模擬的大神嗎
2119 2
用戶_10761 ??? 4年前
DEFORM Data Analytics數據分析工具案例應用 
提供了線性、二次、三次、高斯和神經網絡等等多種方法來數據建模。還可以選擇將數據擬合到用戶自定義的方程式。 DEFORM數據分析模型可以擴展到有限元計算,通過在后處理中包含DEFORM數據分析的數據模型來實現。當有限元模擬計算成本較高時,用DEFORM數據分析模型可以作替代有限元模型。
2466
安世亞太 ??? 4年前
DEFORM二次開發文件
DEFORM做顯微組織演化教程Titanium Microstructure Modeling DEFORM Lab.pdf
1885
窗臺* ◇星空 ??? 3年前
最新 | DEFORM V12-13+新功能簡介 
2.6 新增模具疲勞壽命分析 模具壽命由模具溫度、模具磨損及模具應力疲勞等多種因素決定。V12版本能夠通過cycle功能計算模具在N次成形后的溫度、磨損及應力累積結果。V13+已經新增根據S-N及E-N疲勞算法計算模具疲勞壽命的功能。在計算N次成形循環后,通過溫度、磨損或應力的數據提取,采用擬合S-N或E-N曲線數值進行磨損及應力疲勞壽命的預測。
5806 1 1
安世亞太 ??? 3年前
國內覆蓋件模具發展的難點和方向 
雖然目前的商業沖壓成形仿真軟件對成形的仿真準確度提高幅度很大,但是對回彈的預測尤其是高強度鋼板和大型外覆蓋件的回彈預測都無法滿足要求,導致模具制作過程中必須通過多次回彈整改,造成了模具開發成本的提高,嚴重制約了國內模具開發能力提升。
1976
Im智能注塑 ??? 4年前
NX/UG二次開發現狀與研究
銀寶山新自2008年起組建了專門的NX二次開發團隊。 首先以人才為核心能力。二次開發團隊集合了模具專家、一線模具設計師、標準化工程師、企業信息管理系統開發和運維工程師、產品經理、二次開發工程師和測試工程師等多角色多崗位人才,同心協力高效合作。 其次以客戶需求為終極目標。
3431 1
張偉一 ??? 3年前
球面銷鍛造模具設計及冷鍛技術應用 
兩種工藝在實際生產中各有利弊,第一種工藝模具壽命高,但材料利用率低;第二種工藝反之,模具壽命低,材料利用率高。我公司經過多次驗證,綜合以上兩種方案的優勢,改進的方案為:鐓粗預成形+預鍛→終鍛,既提高了模具壽命,又提高了材料利用率。 綜上分析:明確球面銷生產工藝流程為:下料→加熱→鍛造(鐓粗預成形+預鍛→終鍛)→熱處理→后處理(探傷、拋丸、打磨等)→冷精鍛→包裝。
3145 2
FMMM ??? 4年前
二次拉延消除發蓋外板滑移線缺陷 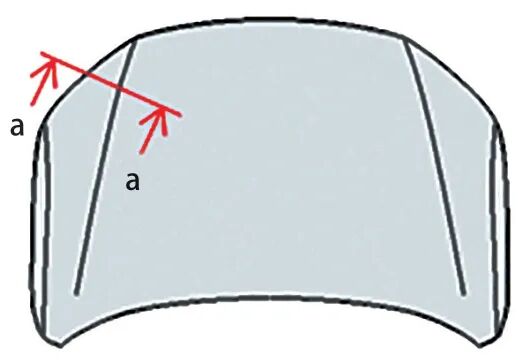
結束語通過對某發蓋外板出現滑移線缺陷問題基于AutoForm 進行CAE 驗證分析,在常規方法無改善效果的情況下探討研究二次拉延工藝對滑移線缺陷的改善效果,通過模具制造現場的實際驗證,證明該方法可行。同時,反向證明了滑移線判斷依據的可靠性。為往后新車型外覆蓋件開發提供寶貴經驗,可以大大縮短模具開發周期。
2852 1 2
金屬加工前沿 ??? 3年前
DEFORM旋轉加工成形仿真技術 
多道次旋壓 大咖慧網絡培訓 2023年3月29日-31日,安世亞太推出工藝仿真專題仿真免費線上培訓,專題講座包含:Deform感應淬火、旋轉加工成形仿真和Tribo-x摩擦潤滑仿真,不容錯過。 為了方便工藝研究者快捷使用仿真軟件,DEFORM軟件對于典型工藝,開發了向導模塊,按照界面提示,輸入對應參數即可。
2757
安世亞太 ??? 3年前
大型支座鍛件工藝開發及優化提高 
圖8 鍛件優化后模鍛工藝方案結束語針對大型鍛件模鍛工藝開發設計,借助DEFORM有限元模擬分析軟件,通過模擬分析整個鍛件成形過程,可以提前發現鍛件質量隱患并進行模具結構優化改進,找出最佳的模鍛工藝設計方案,縮短開發周期并降低開發成本,使鍛件產品質量得到可靠保證。
3174 1 1
FMMM ??? 4年前
DEFORM旋鍛模擬技術與應用案例 
旋轉工藝產品 Swaging旋鍛向導設置流程 DEFORM軟件作為專業的全工藝仿真軟件,對于所有典型工藝都開發有向導模塊,設置流程化,與工藝貼合度高,工藝人員能夠很快上手,完成工藝仿真。Swaging旋鍛工藝模擬向導模塊推出已有十余年,經過行業內的廣泛使用與反饋,如今功能細節上也更加完善。
3014 1
安世亞太 ??? 3年前
叉車用轉向節生產工藝分析 
通過多次數值模擬及不斷優化,鎖定模具狀態,最后的產品數值模擬狀況見圖6。模具制作完成后待現場實際生產驗證。圖6 方案二數值模擬鍛件生產過程驗證鍛件生產過程的管制重點⑴下料設備的選擇,由于采用的是擠壓工藝,對原材料的平面度及垂直度有較高的要求,因此需要選擇圓盤鋸進行下料來保證。
2272 1
FMMM ??? 4年前
車身覆蓋件修邊模正側交刀結構研究 
為便于分析計算,無論刃口棱線橫截面是樣條曲線、二次曲線等非圓曲線,本文簡化為圓曲線,半徑用r 表示。下刃一族r,表示隨時間推移,壽命周期之內的磨損,使用越久,r 越大,刃口越鈍。微觀的修邊刃帶由兩部分構成,一段是磨損后的r 棱線,另一段是刃壁。圖3 常規正修刃帶截面正側交刀修切,必須有一段重疊修切。否則,修邊線不易保證連續。
2768
FMMM ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
3、建議選用斜刃口模具。十二、在不超過機器公稱力的情況下如何沖孔生產過程中需要沖大于114.3mm直徑的圓孔。如此大的孔會超出機器公稱力上限,特別對于高剪切強度材料。通過多次沖孔的方法沖出大尺寸孔可以解決這一問題。使用小尺寸模具沿大圓周長剪切可以降低一半或更多的沖壓力,在你已經擁有的模具中可能大部分模具都能做到。
2059
UG編程模具設計實戰 ??? 4年前
商用車曲軸自動線鍛造技術研究 
機鍛模具實現標準化設計后,縮短了模塊準備時間,且同類產品之間模塊可互相替換,尤其體現在新產品模具準備中,大大縮短了產品同步開發所用時間,使我司在新產品開發過程中處于優勢地位。同時鍛模頂桿,也稱二級頂桿,采用標準化設計,所有頂桿采用φ33mm 直徑。標準化設計后,極大的提高了工作效率,并且減少了模具準備時間。
3919
FMMM ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
3、建議選用斜刃口模具。十二、在不超過機器公稱力的情況下如何沖孔生產過程中需要沖大于114.3mm直徑的圓孔。如此大的孔會超出機器公稱力上限,特別對于高剪切強度材料。通過多次沖孔的方法沖出大尺寸孔可以解決這一問題。使用小尺寸模具沿大圓周長剪切可以降低一半或更多的沖壓力,在你已經擁有的模具中可能大部分模具都能做到。
2377
模具設計UG編程教學 ??? 4年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
