



deform滾壓模擬中如何設置滾壓輪模具的公轉自轉?
deform滾壓模擬中如何設置滾壓輪模具的公轉自轉
2275 1 3
波潑摸佛得特勒 ??? 2年前
基于DEFORM-3D對300M切削燒傷進行分析及加工過程改善 附DEFORM3D_v10.2下載 
(3)定義初始條件 定義初始條件就是在DEFORM-3D中設置仿真加工的基本參數,具體設置如下。1)設置切削參數。主要包括切削速度、背吃刀量和進給量等的設置。2)工作環境和接觸面屬性設置。主要包括環境溫度、摩擦因數和熱導率等的設置。3)刀具設置。主要包括刀具的角度、結構及材料等的設置,也需要設置刀具的邊界條件等,本次模擬使用的刀具材料為硬質合金WC。
3270 1 1
你是我的神 ??? 4年前
DEFORM旋轉加工成形仿真技術 
部分自動定位設置 自動算法選擇:DEFORM軟件包含了豐富的算法,不同成形問題選擇不同算法和迭代方式能夠大大提高計算效率,向導模塊中,自動篩選出當前工藝最適合的算法,省去了工藝人員學習有限元理論和軟件算法的精力。
2758
安世亞太 ??? 3年前
DEFORM用于鋯合金管塞結構的電阻焊仿真 
,幾何模型最好用CAD畫,導出dxf格式的文件,再導入DEFORM中,DEFORM畫幾何模型不方便。
2527 1
工科小學生 ??? 7月前
DEFORM旋鍛模擬技術與應用案例 
DEFORM軟件在計算旋鍛工藝中大部分采用網格數量少且精度高的六面體網格,但這種網格自動完成布爾運算比較困難,為此,旋鍛向導模塊新增了六面體網格的布爾運算功能,方便模擬的自動運算。
3017 1
安世亞太 ??? 3年前
最新 | DEFORM V12-13+新功能簡介 
對于形狀復雜、薄壁的熱處理工件幾何、增材工件幾何,采用幾何處理及網格劃分模塊則更加方便。 2.4 新增壓機彈性變形功能 壓機在鍛造過程中因鍛件結構或擺放位置不對稱引起受力不均從而引起壓機彈性變形,并反向影響鍛造成形過程。
5812 1 1
安世亞太 ??? 3年前
DEFORM最新感應加熱功能及提升 附deform漢化包下載 
在合理的窗口尺寸外的區域被認為線圈對工件加熱的影響很小。感應窗口也可隨線圈移動,從而在掃掠過程中簡化線圈/工件的模型設置(右下圖)。
3981 2 3
露露學 ??? 4年前
DEFORM加熱過程的相轉變 
加工條件這里設置環境溫度為850℃,熱對流系數為0.1N/sec/mm/℃。 3 工件設置 首先添加工件,并設置成彈塑性體,溫度默認,材料為材料庫中的steel-S45C-JAPAN,即45號鋼。 從DEFORM安裝文件夾加中導入幾何。并劃分網格500個。
4055 5 7
工科小學生 ??? 4年前
某曲軸多楔輪旋壓成形工藝研究 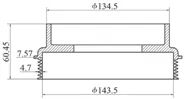
模擬中,工件與模具的溫度均設置為20℃;設置模具和旋輪都為不帶傳熱的剛體模具;預制坯采用環狀六面體網格劃分,網格尺寸為2.5mm×2.5mm×5mm,劃分的網格總數約為26000,設置一級網格自適應細化等級;芯模及上、下模夾住工件自轉,旋輪在驅動壓力機下沿X 軸徑向進給,在與工件接觸時發生被動自轉。旋壓模擬的運動參數見表1。
2262 5 3
仿真客 ??? 3年前
二十四、動網格Remeshing方法及實例 
由于邊界不發生變形,故不必設置deforming邊界</p><p> </p><p><strong>Parameters:</strong>參數設置,此設置決定了網格重構的標準。
3705 1 1
Fluent學習筆記 ??? 2年前
deform仿真問題
請問一下deform里面怎么約束工件的自由度,模具在進給過程中會將工件彈開,這個過程該怎么解決呢
1837 1
jingsqqaq ??? 4年前
凸緣鍛件模具設計及工藝優化 
圖1 凸緣件圖2 模具型腔圖模擬設置 模具設為剛體,坯料為塑性體,材料為40Cr。由于四面體網格計算比較精確,采用四面體單元對工件進行網格離散劃分,網格總數為50000 個。工件與模具之間的傳熱系數為5N/(s·mm·℃),摩擦系數為0.3。為方便計算,模擬采用四分之一模型進行,模擬模型如圖3 所示。表1 為模擬中采用的工藝參數。
2637 1 1
FMMM ??? 4年前
CNC數控編程常規 
CNC加工中出現這些問題,你懂得怎么處理嗎? 一、工件過切: 原因: 1、彈刀,刀具強度不夠太長或太小,導致刀具彈刀。 2、操作員操作不當。 3、切削余量不均勻。
3692 1
數控編程網 ??? 2年前
定位與夾緊,搞機加工你學會了嗎?
與從工件上方進行夾緊和側面進行夾緊的方式相比,利用孔夾緊的方式對工件產生的負荷更小,可以有效方使工件變形。▲利用孔直接進行加工▲設置拉釘進行夾緊二、預夾緊以上主要都說的是工件夾緊方面的夾具,如何提高操作性、提高操作性使用預夾緊也是至關重要的。在底座上垂直設置工件的時候,工件由于重力原因會向下落。這時候就必須用手一邊按住工件一邊操作夾緊器。
2266
數控編程網 ??? 3年前
定位與夾緊,搞機加工你學會了嗎? 
與從工件上方進行夾緊和側面進行夾緊的方式相比,利用孔夾緊的方式對工件產生的負荷更小,可以有效方使工件變形。▲利用孔直接進行加工▲設置拉釘進行夾緊二、預夾緊以上主要都說的是工件夾緊方面的夾具,如何提高操作性、提高操作性使用預夾緊也是至關重要的。在底座上垂直設置工件的時候,工件由于重力原因會向下落。這時候就必須用手一邊按住工件一邊操作夾緊器。
2082
機械加工網 ??? 4年前
CNC數控編程常規 
CNC加工中出現這些問題,你懂得怎么處理嗎? 一、工件過切: 原因: 1、彈刀,刀具強度不夠太長或太小,導致刀具彈刀。 2、操作員操作不當。 3、切削余量不均勻。(如:曲面側面留0.5,底面留0.15) 4、切削參數不當(如:公差太大、SF設置太快等)。
2251
數控編程網 ??? 4年前
大直徑薄壁鋼管縮徑成形工藝研究 
圖5 第一擠模具圖6 第二擠模具圖7 第一擠工件產生扭曲變形分兩次熱擠壓成形模擬分兩次減徑:第一次減徑至φ110mm,第二次減徑φ80mm。軸端500mm 長度一次性加熱,加熱溫度為1000℃。設置工件與模具之間的熱傳導系數為5N/(s·mm·℃)。由圖8 可知,采用一次加熱縮頸第一擠就不能成形。
3257 1
FMMM ??? 4年前
每一微米的精度,都始于這塊T型槽鐵地板。 
鐵地板上的T型槽,可以把它理解成一條條預先設置好的、倒T字形的標準滑道。它比較主要的作用就是用來快速、靈活地固定各種工件和設備。它具體是怎么工作的?它的作用原理其實很簡單:配合專用的T型螺栓和壓板,可以形成一個非常穩固的“抓夾”系統。螺栓的T型頭可以從槽口滑入,然后旋轉90度就能卡在槽里,再配合壓板和螺母,就可以從上方牢牢壓緊工件。這個設計帶來了哪些好處?
1199
威岳13780573715 ??? 2月前
多核計算無法進行的解決方法 
前段時間發布了一篇關于DEFORM多核計算的簡單設置方法的文章——DEFORM V11多核計算。這篇文章講的還不夠詳細,后續自己使用過程中又有些補充,所以今天再來記錄下。 首先第一點,在網上能找到的DEFORM軟件,普遍都能使用4核進行計算,別問為什么,懂的都懂,當然前提是電腦CPU核數夠。那軟件具體該怎么設置呢?
3444 4 3
工科小學生 ??? 4年前
大型半軸鍛件成形工藝研發 
擺輾工藝:擺輾時,工件以局部變形代替常規鍛造中的整體變形,這樣就可以用擺輾機來成形需要更大噸位設備來成形的工件,勞動條件好,便于實現機械化操作,缺點是工藝復雜生產效率低,成形相對簡單回轉體半軸,適合中小批量半軸生產。 目前,大型半軸鍛件使用一臺設備或一個工藝成形比較困難,無法滿足異形鍛件成形需求。
2823
FMMM ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
