



金屬粉末射出成型(MIM) 
因此,MIM 生坯要能射出得好,恐怕模具的排氣和水路需要下功夫,模溫機甚至不會僅有一部(在過去的經驗是以多部模溫機來協助粉膠分離的消除),請讀者注意,MIM 喂料和高分子聚合物比較起來,含有金屬粉末導熱快,因此冷卻快會導致喂料快速硬化,自然就無法好好的填充,因此如何控制模具中喂料的溫度,水路設計便非常重要。
3859
ACMT協會 ??? 2年前
破曉時分──MBJT成為MIM的強大競爭者 
Q的最強能力(久病成良醫),雖然MIM目前的設備都可以幫助到MBJT,但是現有MIM設備用于MBJT真是大材小用,許多燒結爐的規格包含燒結參數對于MBJT都是不適用的;舉個例子,燒結爐的空間、能耗成本和冷卻時間就是一個明顯的問題,MIM專用的爐子是希望容量更大、裝載更多,然而對于MBJT就相對過大而造成浪費,而且從專爐專用的角度來看,不同工藝成型品以及體積/重量大小差異過大的制品共燒存在許多不確定的因素
2636
ACMT協會 ??? 2年前
金屬粉末射出成型(MIM) 
因此,MIM生坯要能射出得好,恐怕模具的排氣和水路需要下功夫,模溫機甚至不會僅有一部(在過去的經驗是以多部模溫機來協助粉膠分離的消除),請讀者注意,MIM喂料和高分子聚合物比較起來,含有金屬粉末導熱快,因此冷卻快會導致喂料快速硬化,自然就無法好好的填充,因此如何控制模具中喂料的溫度,水路設計便非常重要。
2454
ACMT協會 ??? 2年前
技術文章 | 金屬粉末射出成型(MIM) 
因此,MIM 生坯要能射出得好,恐怕模具的排氣和水路需要下功夫,模溫機甚至不會僅有一部(在過去的經驗是以多部模溫機來協助粉膠分離的消除),請讀者注意,MIM 喂料和高分子聚合物比較起來,含有金屬粉末導熱快,因此冷卻快會導致喂料快速硬化,自然就無法好好的填充,因此如何控制模具中喂料的溫度,水路設計便非常重要。
3131
型創科技2023 ??? 2年前
分析比較:3D打印與傳統CNC、注塑和金屬注射成型之間的工藝差異 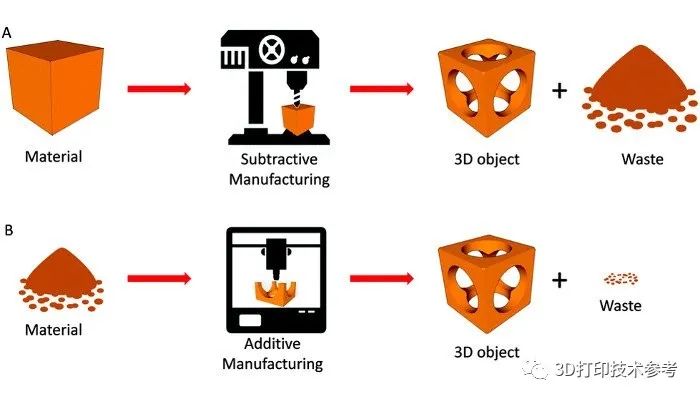
MIM需要開模,而粘結劑噴射金屬3D打印可以直接打印零件。因為對于小批量的加工速度明顯優于MIM工藝。并且,MIM的模具一旦加工完成,就不容易調整。所以在不增加費用的情況下,金屬3D打印可以進行多次迭代。如何在粘結劑噴射金屬3D打印與MIM之間選擇?大多數情況下,如何取舍,主要在于產量。對于原型制造和小批量生產,比如幾萬件,選擇前者是不錯的選擇。
3214
南極熊3D打印 ??? 3年前
MIM工藝升級,這些治具與工具設計為你提供更多可能性! 
再者,利用同一模具可以直接更換不同強度的材料,增加設計上的彈性,因此MIM工藝在近年來逐漸被廣大的治具與工具制造業所接受。 圖1:MIM制作的治具與工具,如本圖最右上有如網格狀的產品,便是采用減重與強度兼具的拓樸結構設計之MIM治具常見的MIM治具與工具設計玩具拆解工具如圖2所示,Dr.
2499
ACMT協會 ??? 2年前
MIM技術革新刀具市場,你知道嗎? 
幸好,硬質不銹鋼420系列是非常容易進行脫脂與燒結,所以它們夠借助模具模穴的設計把過去必須依賴鑄造、鍛造等工藝制作的特征,快速地做出并保留很少的加工余量,以供最終形狀或尺寸的確定;此外,不生銹更是硬質不銹鋼最大的好處,一掃過去對刀剪工具生銹的印象。因此,在一般生活用品的需要銳利鋒口的刀具設計,僅需少量移除MIM制品的鋒口特征即能獲得最后使用目的,這大幅度的降低了制造成本且縮短加工時間。
4243 7 3
ACMT協會 ??? 2年前
射出制程的冷卻時間加工條件 
射出制程的冷卻時間加工條件■劉文斌/型創科技 技術總監冷卻時間的介紹(Introduction to the cooling Time)塑料流動一旦接觸到模壁就開始進行冷卻,而在成形條件的計算上是在飽壓程序結束后就開始冷卻時間的歷程。模具保持密合直到冷卻時間結束,之后模具開模進行射出件的頂出動作。
2022 4 1
型創科技2023 ??? 3年前
Moldex3D模流分析之布達佩斯科技經濟大學利用Moldex3D縮短18%冷卻時間 
圖一 不同材質的模具嵌件圖二 (a)傳統水路;(b)異型水路,包括(b1)雙模穴及(b2)單模穴圖三 用不同的模具材質與水路組合進行實驗:(a) P20模具搭配傳統水路、(b) 銅制模具搭配傳統水路、(c)DMLS: MS1模具搭配異型水路、(d) Hybrid: MS1和銅復合模具,搭配異型水路挑戰1、傳統的冷卻水路設計,無法適當地冷卻車頂零件2、冷卻不當時,冷卻時間會變長
2418 4 2
Moldex3D 中國 ??? 3年前
Moldex3D模流分析金屬脫蠟精密鑄造之快速模具溫度加熱冷卻成型技術 
? 決定制程參數,例如: 冷卻系統、加熱系統、模溫度、冷卻時間等等 ? 可檢視模具溫度在模具表面及任意截面的分布和不同時間的變化 ? 利用快速溫度變化解決塑件充填和保壓問題 ? 仿真冷卻系統效率并洞悉潛在缺陷 ? 改善縫合線、流痕、收縮和提高產品平整度
2001
Moldex3D 中國 ??? 3年前
解決注塑模具成型難題,型創科技&ACMT技術平臺助您一臂之力! 
更多內容歡迎進入店鋪搜索可滑動查閱 四、射出成型 ??射出制程的冷卻時間加工條件??模具澆口設計考量及最大剪切速率??決定多模穴射出件的流動平衡性??塑膠射出的表面浮纖現象??射出加工螺桿技術數據??澆口固化時間??科學試模對于射出成型工藝的優化??注塑成品精度與成型參數及模穴公差之關系
3130
ACMT協會 ??? 2年前
NX模具冷卻分析 
從NX1953開始新增的模具冷卻功能是針對模具設計師,基于向導的界面,簡單易用。可在1D管道流體模擬和3D CFD模擬之間選擇。可用于快速模擬注塑模具鑲件的熱性能。
2947 2 3
機械設計師 ??? 3年前
【必看攻略】冷卻時間與效率,玩轉產品設計! 
應用方法:傳統冷卻水路設計受限于加工方式,常常無法考慮幾何本身的需求,而使冷卻受熱不均,造成翹曲 變形以及過長的冷卻時間,使得生產成本增加,目前利用 3D 金屬列印的加工方式,可以列印復雜的模具以及 隨形水路,讓冷卻水管可貼近成品表面,讓溫度的熱傳快速,則可縮小溫度范圍,降低冷卻時間,并且提高品 質同時可大大降低生產成本,好的設計讓冷卻快速,溫度分布均勻生產周期越短。
2236
ACMT協會 ??? 2年前
Moldex3D仿真分析之運用冷卻水路回路精靈有效建構模具冷卻系統 
在射出成型領域中,冷卻系統至關重要。塑件必須冷卻固化至特定溫度,脫模頂出時才能具備足夠的剛性,以避免塑件因外力產生變形,并可保持尺寸穩定性。此外,冷卻時間占整個成型周期70%-80%的時間,因此良好的冷卻系統可以大幅縮減成型周期、提升產能。然而對許多大型產品的模具而言,水路數量多且復雜,這導致在分析之前,須耗費大量時間整理模具中各群水路的進出途徑。
1426
Moldex3D 中國 ??? 1月前
Moldex3D模流分析之冷卻階段模溫的低溫切換 
? 決定制程參數,例如: 冷卻系統、加熱系統、模溫度、冷卻時間等等? 可檢視模具溫度在模具表面及任意截面的分布和不同時間的變化? 利用快速溫度變化解決塑件充填和保壓問題? 仿真冷卻系統效率并洞悉潛在缺陷? 改善縫合線、流痕、收縮和提高產品平整度
1820
Moldex3D 中國 ??? 12月前
Moldex3D模流分析之首爾科技大學利用Moldex3D來進行冷卻性能的研究 
為了確保產品質量,在射出成型的過程中,必須要提高模具溫度以避免潛在的問題如縫合線及殘余應力的發生。不過,提高模具溫度,雖然可以提升對象表面的質量,相對地,冷卻與周期時間也被增長。因此,對于在生產制造中注重效率又有成本考慮的模具設計者,如何同時保持模具溫度、縮短冷卻時間,是一個很重要的課題。
1969
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之冷卻系統圖解 
使用FFEM可以在數分鐘之內完成任何復雜模具的冷卻分析,而BEM法則容易出現計算不收斂、計算時間過長(通常需要數小時以上)、計算內存過大…等問題。
2633
Moldex3D 中國 ??? 10月前
Moldex3D模流分析之SYNC for SOLIDWORKS的冷卻分析 
冷卻 (Cool)在射出成型中冷卻系統的設計非常重要。理想的冷卻系統可以冷卻和固化塑件,避免在脫模過程中發生不必要的變形。冷卻階段在整個成型周期占70-80%的時間。一個設計良好的冷卻系統可以縮短成型時間,提高產量;相反地,冷卻系統和冷卻設計不當則是導致翹曲、收縮不均勻和變形的主要原因之一。經由模具的熱傳導以及水路中冷卻液的熱對流,模具的逐漸熱釋放使得溫度下降。
2306 9
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之韓國KOPLA使用Moldex3D縮短汽車件67%冷卻時間 
由于HTN材料的注塑是在非常高的模具溫度和熔膠溫度下進行的,因此須面對的最大問題是如何縮短冷卻時間。此案例的分析的目的是縮短生產溫控器外殼所需的冷卻時間,并幫助客戶優化其成型參數和冷卻水路。透過Moldex3D模擬分析,KOPLA驗證嵌件材料和水路設計變更帶來的效益,成功縮短冷卻時間,滿足客戶的需求。
2070 1
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之Linear AMS借助Moldex3D異型水路分析縮短69%冷卻時間 
效益 縮短69%的冷卻時間 創造市場競爭利基案例研究本案例產品為步qiāng*qiāng托組件,Linear AMS希望設計出合適的異型水路系統,以縮短冷卻時間;長期目標則是藉由異型水路的應用,有效協助客戶縮短成型周期。由于Linear AMS希望提高產能,但又不想添加更多的模具與射出機。
2097
Moldex3D 中國 ??? 3年前
20條/頁 
 20
20 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
