



汽車B柱內板熱沖壓成形工藝優化的模擬分析 
[6] 孫然.基于材料輕量化的商用汽車駕駛室CAE分析與建模[J].紅河學院學報,2021,19(5):147-150.[7] 李琦,紀沙沙,王章忠,等.22MnB5超高強度鋼防撞梁的冷沖壓成形數值模擬[J].冶金與材料,2019,39(4):78-80.[8] 張清郁.車用DP780高強鋼板熱沖壓成形數值模擬及模具磨損[J].鍛壓技術,2022,47(8):35-40.
4927 3
汽車-小江 ??? 2年前
汽車沖壓模具的回彈分析及案例 
沖壓工藝設計時按照普通制件進行了回彈補償,制造過程也未采用控制回彈的方法,終因回彈補償過小制件嚴重回彈。5、解決方案采用CAE分析對比實際零件回彈情況,經模擬分析定出回彈補償為長度方向15 mm、寬度方向補償7 mm (如下圖);同時,用驗配的方法改善模具間隙,寬度方向凸模/?角在整形工序做適當減小處理。
3106
金屬加工前沿 ??? 3年前
沖壓工藝仿真中界面接觸壓力計算精度研究 
由于高強鋼沖壓會帶來嚴重的模具磨損,因此,在成形模具設計階段需要進行模具磨損評估。為了揭示成形工藝仿真參數選擇對板料—模具界面接觸壓力技術精度的影響,本文基于Dynaform軟件,參數化研究了有限元單元尺寸、積分點個數和沖壓速度對仿真結果的影響。研究結果表明:對比于積分點個數和沖壓速度,板料網絡和模具網絡更明顯地影響著仿真結果;而積分點個數和沖壓速度帶來的波動范圍很小。
5396 7
FMMM ??? 2年前
淺析基于鋁門外板模具關鍵技術解決方案 
圖6 收料線波動2mm,CAE 理論狀態對比針對收料線波動對回彈變化的對比,CAE 與CAM 階段在數字手段加持下,通過嚴謹的拉延筋設計手段、更加正態趨近實際生產壓機參數模擬、不等間隙控制加工的理論數據等,最大限度控制板料的流入,行之有效地解決實際生產中板料的流入對產品質量的影響。板料敏感區實際流入量與理論最大偏差小于1.0mm,如圖7所示。
4294
FMMM ??? 2年前
帶給你火箭般的沖壓CAE體驗!-Dynaform教育版首發體驗機會來啦! 

沖壓數值模擬軟件DYNAFORM全國高校認證教學合作計劃通知【免費培訓+30套軟件免費申領+官方認證工程師資質認定】>>>點擊了解詳情帶給你火箭般的沖壓CAE體驗!-Dynaform教育版首發體驗機會來啦!適合人群:根據軟件的特點,我們設定面向的人員主要是高職、高專、職業技術院校,模具設計,模具加工,模具CAD/CAM等方向的學生和想開設課程的老師。
1747 1
ETA_China ??? 6年前
沖壓同步工程(SE)在汽車車身開發中的應用 
現以某車型后底板為例,介紹沖壓SE驗證成形工藝性的流程。確定工藝方案→制作模面b)→確定分模線c)→確定拉延筋線c)→確定板料線c)→CAE分析d)。
4362 4 1
金屬加工前沿 ??? 3年前
基于AutoForm的汽車頂蓋沖壓回彈補償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
圖2 頂蓋沖壓工藝 (a)拉 深 (b)修邊沖孔 (c)修邊、翻邊、整形 (d)修邊、翻邊、沖孔 (e)修邊、翻邊、沖孔 2 CAE分析 采用AutoForm R8軟件進行金屬板料成形的CAE分析。
2970 1
keyong2025 ??? 3年前
汽車沖壓生產車間工藝概述
沖壓是汽車制造過程中的龍頭工藝。汽車沖壓車間承擔原材料卷料、板料的存放;卷料的開卷剪切;板料的剪切;各車型大、中、小型沖壓件的沖壓生產;沖壓件的存放;廢料處理以及設備、模具的日常維修和保養等任務。
2805 1
金屬加工前沿 ??? 3年前
二次拉延消除發蓋外板滑移線缺陷 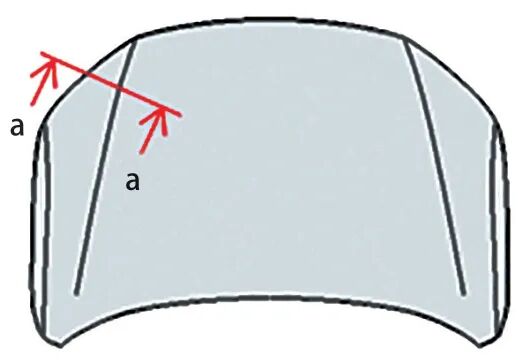
圖3 CAE 分析滑出距離圖4 沖壓零件滑移線缺陷常規方法的分析驗證結果由滑移線產生的機理可知,解決滑移線缺陷的基本思路主要是減少棱線處材料流動和降低棱線處模具跟材料的沖擊力即接觸應力。基于這個思路通常的解決手段有:⑴沖壓方向的調整;⑵工藝補充面的優化;⑶拉延筋阻力調整。
2851 1 2
金屬加工前沿 ??? 3年前
汽車側圍加強板一體式門環結構的應用 
裸板熱成形門環板料由于表面無鋁硅鍍層,摩擦系數加大,零件沖壓易在減薄率大的位置出現開裂,此外裸板門環板料沖壓還存在粘模現象,容易出現出件困難導致沖壓不連續。熱成形件只開一序成形模,沖孔和修邊是通過激光切割實現的,一體式門環也同樣如此,由于需要切割的地方特別多,所以激光切割的產能很重要,在零件開發前要進行充分評估。
3812 2
FMMM ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
沖壓件成形原理:沖壓是靠壓力機和模具對板材、帶材、管材和型材等,施加外力,使之產生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成形加工方法。工藝分類:沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。分離工序(沖裁工序):其目的是使沖壓件沿一定輪廓線從板料上分離,同時保證分離斷面的質量要求。
5969 2
金屬加工前沿 ??? 3年前
熱沖壓成形模具設計要點
,圖2為熱沖壓過程中熱傳遞、力學、相變相互作用圖,熱沖壓成形過程,正是這樣一個板料內部溫度場、應力場、相變同時共存,相互作用的變化過程,對板料在成形過程中的流動、變形等造成影響。
3439 1
金屬加工前沿 ??? 3年前
汽車沖壓自動化生產線規劃及注意事項 
當上料小車裝載料垛(可包括托盤)由換垛位置回到拆垛位置后,板料由拆垛手從料垛拾取,通過傳送裝置穿過清洗機、涂油機送到達對中臺。板料經過對中定位后,便可開始后序沖壓生產。
5019
金屬加工前沿 ??? 2年前
模具工藝編排在提升材料利用率方面的運用 
表1 沖壓件成形的3種方案設計⑴方案1,落料片+模具拉延。如圖2所示,由CAE模擬分析得知,模具成形所需的鋼板是外部最大輪廓規格為1220mm×1800mm、內部輪廓規格為640mm×1100mm工藝板料。圖2 方案1需求的毛坯規格及應用結合上述鋼板的最大外部輪廓尺寸和已知的產品料厚,計算出此工藝料片消耗的原毛坯重量為25.86kg。
2489
FMMM ??? 3年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
如下圖所示,為基于斷裂模型MMC(Modifed Mohr Coulomb)進行的沖壓成形分析,而且研究了板料方向(0°/45°)對開裂的影響。0°沖壓開裂位置與45°沖壓開裂位置明顯不同,充分證明了板料各向異性,不同的擺放產生的開裂缺陷不同。
4796 4
海克斯康設計與仿真 ??? 2年前
五金沖壓件搭邊沖裁必須確定哪些內容 
在沖壓件廠的實際生產中,通常是先將板料剪切成條料,然后再進行沖壓加工。而板料的剪裁有橫裁和縱裁兩種方式,在保證制件質量的前提下,應通過對比一塊板料的利用率來決定是采取橫裁還縱裁。 4.確定排樣圖。在模具裝配圖及工藝卡片上,都應該有排樣圖。排樣圖繪在圖紙的右上方。一張完整的的排樣圖應該標注條料寬度、條料長度、板料厚度、步距、端距、搭邊。
2184
東一金屬 ??? 3年前
【技術熱點】三維五軸激光在熱沖壓成形應用上的工藝提升 
三維沖壓件的切割測試數據 二合一光纖帶來的切割速度提升和更好的激光光束質量,新的光束波形只需更小的切割嘴,切割相同板料時,消耗的氣體更少,而切割質量相同。
3717
熱成形產業聯盟 ??? 2年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
如下圖所示,為基于斷裂模型MMC(Modifed Mohr Coulomb)進行的沖壓成形分析,而且研究了板料方向(0°/45°)對開裂的影響。0°沖壓開裂位置與45°沖壓開裂位置明顯不同,充分證明了板料各向異性,不同的擺放產生的開裂缺陷不同。
3805 1 1
仿真客 ??? 3年前
Ansys專業金屬沖壓成型解決方案 
金屬板料成型的應用領域 -汽車車身沖壓件 -家用電器、五金 -日常生活用品、包裝 -航空航天 板料成型 的工藝問題 常見問題:開裂、拉毛、起皺、回彈 解決辦法:模具間隙、壓延筋、壓邊力、凹模圓角、潤滑、輔助工序等 沖壓仿真的目標 客戶需求:經濟、高質、高效 -質量:保證制件的成型質量
2345 2
Cruise ??? 3年前
deform模擬沖壓、板料 
deform模擬,坯料是板材,沖壓成型方式,凹模是從動輪設計,凸模在下行時,凹模旋轉運動,滾動的形式進行折彎成型
1918
夏末未至 ??? 1年前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
