



某曲軸多楔輪旋壓成形工藝研究 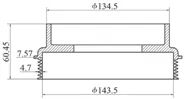
旋壓模擬的運動參數見表1。表1 旋壓模擬運動參數表旋壓增厚有限元模擬分析旋壓增厚成形過程中,首先進行的是第1 道次旋彎工步,此階段不同成形程度下的等效應力分布如圖3 所示。成形初期,預制板坯外緣緊貼旋輪彎曲外緣處,工件在旋輪剛度及徑向壓力的作用下發生輕微變形。成形中期,工件外緣部分在旋輪徑向壓力下逐漸發生彎曲,金屬發生軸向和切向的流動,形成圓弧狀外緣。
2260 5 3
仿真客 ??? 3年前
關于旋壓仿真、后處理、成形精度的疑難雜癥?
外徑圓度精度是指旋壓成形后工件的外徑與理想外徑之間的最大偏差和最小偏差的一半(不是太理解)。選取一旋壓后的外徑 (圖 4 ),經測量計算得到一個外徑圓度精度值,將旋壓后的不同外徑的外徑圓度精度的最大值作為外徑圓度精度。
2371 4
大明湖的Solomon ??? 2年前
DEFORM旋轉加工成形仿真技術 
多道次旋壓 大咖慧網絡培訓 2023年3月29日-31日,安世亞太推出工藝仿真專題仿真免費線上培訓,專題講座包含:Deform感應淬火、旋轉加工成形仿真和Tribo-x摩擦潤滑仿真,不容錯過。 為了方便工藝研究者快捷使用仿真軟件,DEFORM軟件對于典型工藝,開發了向導模塊,按照界面提示,輸入對應參數即可。
2757
安世亞太 ??? 3年前
章節七、simufact.forming14.0旋壓成形 

simufact.forming系列之——旋壓成形1)旋轉/被動旋轉2)軌跡設置3)回彈分析4)壁厚分析5)溫度分析1)幾何模型:見CAD文件2)材料模型: DB.16MnCr5_u3)設備參數:table表4)摩擦條件:0.25)溫度條件:模具溫度25℃ 工件溫度25℃ 環境溫度25℃6)其它邊界條件:運動限制7)網格劃分:成形區間自動細化
1482 4 12
Hubert.Wang ??? 8年前
最新 | DEFORM V12-13+新功能簡介 
1.10 ALE法旋壓成形工藝 DEFORM最早期版本的旋壓采用Lagrange算法進行模擬計算,后期版本推出ALE算法解決傳統Lagrange算法引起的單元大變形及大量耗時問題。ALE算法可用于拉伸旋壓、筒型件強力旋壓的成形。新增算法中,對于復雜旋壓型面如鋁輪轂旋壓成形則采用全六面體單元,旋輪與輪轂計算接觸,在非接觸區域則采用梁單元算法大大降低全局接觸搜索時間。
5805 1 1
安世亞太 ??? 3年前
精沖工藝與旋壓工藝,高技術含量的制造工藝 
旋壓技術是一項古老的技術,類似于轉動陶輪制作泥胎,分為普通旋壓和強力旋壓成型兩種。不改變坯料厚度,只改變坯料形狀的旋壓叫普通旋壓成形,既改變坯料厚度,又改變坯料形狀的旋壓叫強力旋壓成形。現代化的旋壓技術起源于20世紀50年代的軍工行業,然后擴散到民用行業,應用非常廣泛。旋壓可以完成各種復雜鈑金零件,是一種特殊成形方法,完成拉深、翻邊、縮口、脹形和卷邊等加工。
2622
模具設計UG編程教學 ??? 3年前
DEFORM旋鍛模擬技術與應用案例 
DEFORM軟件在計算旋鍛工藝中大部分采用網格數量少且精度高的六面體網格,但這種網格自動完成布爾運算比較困難,為此,旋鍛向導模塊新增了六面體網格的布爾運算功能,方便模擬的自動運算。
3014 1
安世亞太 ??? 3年前
Simufact用于鍛造輪轂工藝研究 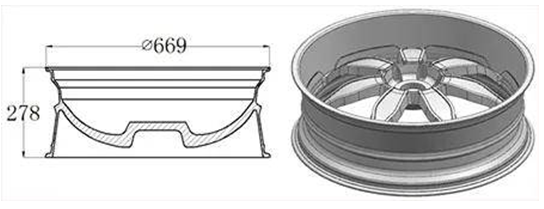
鋁合金旋壓輪轂具有重量輕,強度高,壽命長,表面光潔,機械加工余量少等優點,而旋壓工藝過程復雜,影響因素多,造成實際旋壓加工中工藝參數和工裝的選擇和調試較為困難。Simufact.forming軟件可以提前判斷旋壓工藝的可行性及合理性(旋壓件的應力應變,厚度尺寸變化,旋壓力變化情況),為旋壓產品的研制提供重要參考。
2883
仿真客 ??? 3年前
凸緣鍛件模具設計及工藝優化 
束學道針對焊接易導致零件產生變形降低加工精度的難題,提出了多工步整體熱旋成形零件方法,為帶凸緣深錐形薄壁回轉件的旋壓成形提供了理論基礎。 本文以容器凸緣件為例,設計鍛造凸緣的模具,同時利用Deform-3D 軟件對凸緣件進行了模擬,并對毛坯形狀進行了優化。模具設計 圖1 為凸緣件,此種凸緣件縱深較長(98mm),最薄處6.6mm,成形難度較大。
2637 1 1
FMMM ??? 4年前
不銹鋼壓力容器封頭研究
1.1裂紋缺陷及產生原因分析奧氏體不銹鋼封頭產生的裂紋原因主要有以下幾個方面:一是封頭翻直邊過程中引起加工硬化,產生第三種殘余應力,直邊段內表面承受較大的拉應力產生宏觀內應力,翻直邊過程中冷旋壓工藝的旋壓速度過快、旋壓施加的壓力過高以及冷沖壓工藝的沖壓速度過快、上下模間隙控制不當都有可能產生裂紋;二是端口裂紋的產生主要是由于坯料切割過程中,切割面不平整,在壓制過程中,產生應力集中而形成的;三是焊縫熱影響區熔合線晶粒粗大
2313 1
化工設備人 ??? 4年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
針對鈑金成形工藝Simufact forming具有專業的功能模塊,可以實現對冷熱沖壓、深沖、壓印成形、折彎、翻邊、精沖、沖裁、旋壓等工藝過程進行模擬。在單一軟件界面可進行多個工位多個道次的深沖分析。被動旋轉、主動旋轉、平動以及其它輔助運動可以綜合作用,且易于實現。
4796 4
海克斯康設計與仿真 ??? 2年前
不銹鋼壓力容器封頭研究
1.1裂紋缺陷及產生原因分析奧氏體不銹鋼封頭產生的裂紋原因主要有以下幾個方面:一是封頭翻直邊過程中引起加工硬化,產生第三種殘余應力,直邊段內表面承受較大的拉應力產生宏觀內應力,翻直邊過程中冷旋壓工藝的旋壓速度過快、旋壓施加的壓力過高以及冷沖壓工藝的沖壓速度過快、上下模間隙控制不當都有可能產生裂紋;二是端口裂紋的產生主要是由于坯料切割過程中,切割面不平整,在壓制過程中,產生應力集中而形成的;三是焊縫熱影響區熔合線晶粒粗大
2618
化工設備人 ??? 4年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
針對鈑金成形工藝Simufact forming具有專業的功能模塊,可以實現對冷熱沖壓、深沖、壓印成形、折彎、翻邊、精沖、沖裁、旋壓等工藝過程進行模擬。在單一軟件界面可進行多個工位多個道次的深沖分析。被動旋轉、主動旋轉、平動以及其它輔助運動可以綜合作用,且易于實現。
3805 1 1
仿真客 ??? 3年前
設計仿真 | 立即預約-Simufact成形及熱處理工藝仿真解決方案 
預測零部件熱處理過程中變形、應力及相變的演化過程,為優化工藝及模具提供參考新功能簡介:全新升級的模具壽命仿真模塊海克斯康金屬成形工藝仿真軟件 涵蓋了成形工藝技術的諸多重要領域:熱鍛造、冷成形、擠壓成形、鈑金成形、軋制、環軋、旋壓、自由鍛等
2821 1
海克斯康設計與仿真 ??? 2年前
2023天津鈑金加工、沖壓暨金屬成型展覽會 
/剪板機、聯合沖剪機、彎管機、卷板機、開槽機等;4,特種成形機械:管材成形機、激光切管機、線材成形機、輾壓機、簧機械、螺釘機械、鉚釘、壓鉚緊固件及設備、增量成形機(無模數控成形機)、拉絲機、粉末冶金、電磁成形機、內高壓成形、輥壓機、旋壓機、下料設備如鋸床(圓盤鋸、帶鋸床)、鉆孔及打孔設備、具、棒料剪床、三D打印等;5,自動化、智能化裝置:自動開卷、校平、校直、喂料、傳送、送料、落料、上下料、搬運堆垛
2041 1
上海梵翡會展有限公司 ??? 3年前
2024天津鈑金加工展|2024天津工博會·鈑金加工展 
/剪板機、聯合沖剪機、彎管機、卷板機、開槽機等;4,特種成形機械:管材成形機、激光切管機、線材成形機、輾壓機、簧機械、螺釘機械、鉚釘、壓鉚緊固件及設備、增量成形機(無模數控成形機)、拉絲機、粉末冶金、電磁成形機、內高壓成形、輥壓機、旋壓機、下料設備如鋸床(圓盤鋸、帶鋸床)、鉆孔及打孔設備、具、棒料剪床、三D打印等;5,自動化、智能化裝置:自動開卷、校平、校直、喂料、傳送、送料、落料、上下料、搬運堆垛
2180 1
上海梵翡會展有限公司 ??? 2年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
立銑刀如果簡易區分,可以分為左旋和右旋兩大類。現在很多人還對左旋和右旋沒有概念。 右旋銑刀 首先,判定刀具是左旋還是右旋可以依據以下方法。面對豎直放的銑刀,刃槽如果是從左下方往右上方上升,這就是右旋;刃槽如果是從右下方往左上方上升,這就是左旋。右旋也可用右手定則,彎曲的四指為旋向,撬起的姆指為上升方向為右旋。
2475 1 1
數控編程網 ??? 3年前
大直徑薄壁鋼管縮徑成形工藝研究 
厚壁鋼管的縮頸成形工藝已經較為成熟,目前薄壁鋼管縮徑成形方面的研究報道還較少,夏巨諶等人對薄壁鋼管縮徑成形過程進行了理論分析和有限元模擬;劉超,王連東等研究汽車橋殼管坯推擠—拉拔復合縮徑成形工藝;楊鑫報道了高強鋼管縮徑旋壓成形性能及工藝,并進行了大量的理論和實驗驗證。薄壁鋼管縮頸成形時容易出現失穩,成形質量的好壞有多種因素,主要有模具參數,減徑量、潤滑條件等。
3253 1
FMMM ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
3)斷裂分離階段已成形的裂紋沿最大應變速度方向向材料內延伸,呈楔形狀發展沖裁后板料斷面分為四個部分成形工序:是使板料在不破壞的條件下發生塑性變形,制成所需形狀和尺寸的工件。成形工序:彎曲、卷圓、扭曲、拉深、變薄拉深、翻邊(孔的翻邊、外緣翻邊)、縮口、擴口、起伏、卷邊、漲形、旋壓、整形、校平、壓印、擠壓(正擠壓、反擠壓、復合擠壓)。
5970 2
金屬加工前沿 ??? 3年前
球面銷鍛造模具設計及冷鍛技術應用 
圖6 冷精鍛模具(左下模,右上模)DEFORM-3D 有限元模模擬分析 DEFORM-3D 是針對金屬成形過程的模擬分析軟件,專門用于分析各種金屬成形過程中的三維流動,對鍛造成形過程中的關鍵參數進行模擬,提供有價值的分析數據。減少了模具的優化過程,大大減少了生產成本,提高了生產效率。通過DEFORM-3D 對球面銷的預鍛、終鍛和冷精整3 個工序進行有限元模擬分析。
3145 2
FMMM ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
