



使用ABAQUS顯示動力學進行切削仿真時,應力分布未在切削層表面,請教問題出在哪里?
大佬們,請教一個問題:我用顯示動力學做切削仿真,結果應力云圖分布很奇怪,應力原本應該分布在切削層表面才合理。沒能找到錯誤的原因,請大佬指點指點,謝謝了。
2881 1 2
Quanstasy ??? 3年前
Abaqus三維切削案例教學 
1、 引言本教學聚焦于金屬切削加工領域,通過 Abaqus 有限元分析軟件開展三維切削過程仿真建模實踐教學。
4353 17 7
Abaqus_JUN ??? 11月前
Abaqus金屬切削仿真,網格單元變形量過大?
2234 3 1
用戶_40195 ??? 2年前
求教ABAQUS切削模擬殘余應力時,卸載和冷卻如何做?
殘余應力是在切削完成的基礎上再重啟動嗎?重啟之后靜力通用分析步沒有換熱選項如何進行冷卻?求解答
1833 2
平行宇宙 ??? 2年前
不同切削深度下二維巖石切削分析 
6.結論:(1)當切削深度較小時,巖石的破壞主要是以表層的巖石材料為主,特征主要是被破碎的巖石碎屑在切削刀具前端不斷的堆積和塑性流動,且切削碎屑比較碎小,切削面相對平坦。當切削深度較大時,主要是應力區域在切削刀具的前端不斷積累,應力向自由表面擴散較為明顯,且切削碎屑比較大,切削面更為粗糙。
3156 6 9
初心和使命 ??? 3年前
基于有限元軟件的刀具切削仿真應用 
后處理過程計算結果如下 本案例的后處理結果云圖可反映刀具切削過程中的應力變化。刀具與工件材料之間接觸區域的顏色較深,表示該區域的應力值較高,這是由于在切削過程中,工件受到擠壓和剪切力的作用,產生了應力集中現象。03 結論 作為國民經濟各工業部門的基礎配套產業,切削刀具對提高制造業效率起著不可替代的作用。
2836 1
神工坊(高性能仿真) ??? 2年前
金屬切削過程宏觀和微觀尺度有限元仿真進展 
圖7 不同類型殘余應力的有限元仿真模型3)回顧了在微觀切削過程中,建立有限元模型模擬材料去除機制,重點介紹了切屑形成中未切削切屑厚度,微切削力,微刀具磨損,微切削殘余應力和微觀組織演化的有限元建模與宏觀切削的區別。a)考慮尺寸效應,進一步研究從塑性變形到剪切的臨界狀態,對工件表面質量的提高具有重大意義,如圖8所示。
5685 7 1
小白Johnny ??? 2年前
航空發動機渦輪盤用拉刀刃口優化仿真 
故過小的刀具鈍圓半徑會引起刀具磨損加快,導致刀具壽命降低,但過大的刃口值同時會引起軸向力的增大,對刀具性能產生負面影響。因此,在拉刀前角和后角分別為18°和3°,拉削速度及齒升量分別為5m/min和0.05mm的工況下,選擇10~15μm的刃口半徑值理論上應具有更好的加工和磨損壽命表現。
4362 2 2
NASA航天愛好者 ??? 2年前
基于DEFORM-3D對300M切削燒傷進行分析及加工過程改善 附DEFORM3D_v10.2下載 
由于切削時切削力大,切削熱高,刀具與切屑的直接摩擦加劇,所以導致刀具材料與工件材料產生親和作用,加上材料硬質點的存在和嚴重的加工硬化現象,刀具在切削過程中易產生黏結磨損、擴散磨損、磨料磨損和溝紋磨損,使刀具喪失切削的能力。切削時的切屑為帶狀的纏繞屑,既不安全,又影響切削過程的順利進行,也不便于處理。在加工中容易產生熱變形,因而一些精密尺寸和形狀不易保證。
3265 1 1
你是我的神 ??? 4年前
abaqus顯示動力學應用-鉆頭切削巖石 
abaqus擁有強大的顯示動力學求解能力,應用abaqus的Explicit做了個牙輪鉆頭切削巖石的案例,總結以下幾個遇到的問題:1.不開多線程可以正常求解,一開多線程就報錯?
3382 7 12
小海-有限元 ??? 1年前
生成數條裂紋,用插入cohesive單元做二維巖石切削 
在二維切削模型中,刀具擠壓巖石會在刃口前方形成應力集中區,同時在切削面下方產生次生裂紋,多條裂紋的擴展路徑相互影響,最終決定碎屑形態與切削力波動特征。Cohesive單元可預先嵌入巖石基體網格的薄弱面(如顆粒邊界、層理面)或全域分布,當局部應力滿足斷裂準則時,單元自動失效形成裂紋,無需人為預設裂紋路徑,有效避免了預設裂紋帶來的主觀性誤差。
2877
用戶_116013 ??? 4月前
數控車床螺紋編程切削,這下秒懂了!
在粗車和半精車時,刀尖位置比工件的出中心高1%D左右(D表示被加工工件直徑)。 工件裝夾不牢工件本身的剛性不能承受車削時的切削力,因而產生過大的撓度,改變了車刀與工件的中心高度(工件被抬高了),形成切削深度突增,出現啃刀,此時應把工件裝夾牢固,可使用尾座頂尖等,以增加工件剛性。
2063
數控編程網 ??? 4年前
CNC數控 | 車床螺紋編程切削 
在粗車和半精車時,刀尖位置比工件的出中心高1%D左右(D表示被加工工件直徑)。 工件裝夾不牢工件本身的剛性不能承受車削時的切削力,因而產生過大的撓度,改變了車刀與工件的中心高度(工件被抬高了),形成切削深度突增,出現啃刀,此時應把工件裝夾牢固,可使用尾座頂尖等,以增加工件剛性。
2751
金屬加工前沿 ??? 4年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
1)背吃刀量ap和每齒進給量fz對切削力F影響較大,影響主次為B>C>A,故切削力F優選方案為B1C2A2,即vc=60m/s,fz=0.16mm/z,ap=2mm。2)切削速度vc和背吃刀量ap對切削溫度T影響較大,影響主次為A>C>B,故切削溫度T優選方案為A1B1C4,即vc=50m/s,fz=0.16mm/z,ap=4mm。
4331 3 1
CAEer吳皓 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
主要有幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。一、減少鋁加工變形的工藝措施1、降低毛坯內應力采用自然或人工時效以及振動處理,均可部分消除毛坯的內應力。預先加工也是行之有效的工藝方法。對較大的毛坯,由于余量大,故加工后變形也大。
2252
UG編程模具設計實戰 ??? 3年前
鋼的熱處理集錦。 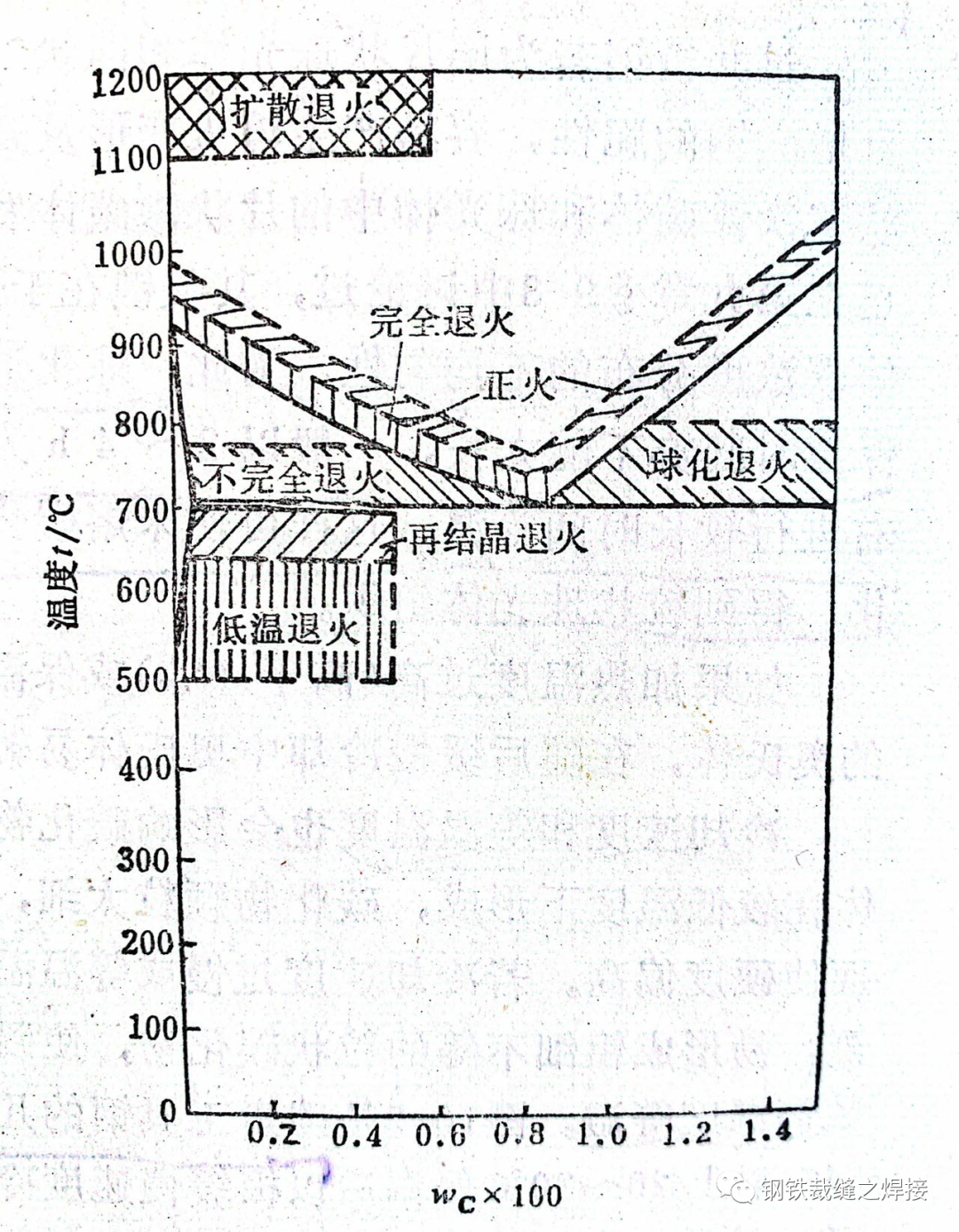
它主要用于亞共析鋼(wc=0.3~0.6%),其目的是細化晶粒、均勻組織、消除內應力、降低硬度和改善鋼的切削加工性。低碳鋼和過共析鋼不宜采用完全退火。低碳鋼完全退火后硬度偏低,不利于切削加工。過共析鋼加熱至Accm以上奧氏體狀態緩冷退火時,有網狀二次滲碳體析出,使鋼的強度、塑性和沖擊韌性顯著降低。完全退火需要的時間很長,尤其是過冷奧氏體比較穩定的合金鋼更是如此。
3730
FMMM ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
主要有幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。 一、減少鋁加工變形的工藝措施 1、降低毛坯內應力 采用自然或人工時效以及振動處理,均可部分消除毛坯的內應力。預先加工也是行之有效的工藝方法。對較大的毛坯,由于余量大,故加工后變形也大。
2503
模具設計UG編程教學 ??? 3年前
絲錐為什么又斷了?是質量問題還是技術問題? 
例如,絲錐截面過渡處尺寸差別太大或沒有設計過渡圓角導致應力集中,使用時易在應力集中處發生斷裂。柄、刃交界處的截面過渡處離焊口距離太近,導致復雜的焊接應力與截面過渡處的應力集中相迭加,產生較大的應力集中,導致絲錐在使用中斷裂。例如,熱處理工藝不當。絲錐熱處理時,若淬火加熱前不經預熱、淬火過熱或過燒、不及時回火及清洗過早都有可能導致絲錐產生裂紋。
1813
數控編程網 ??? 3年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
1)背吃刀量ap和每齒進給量fz對切削力F影響較大,影響主次為B>C>A,故切削力F優選方案為B1C2A2,即vc=60m/s,fz=0.16mm/z,ap=2mm。2)切削速度vc和背吃刀量ap對切削溫度T影響較大,影響主次為A>C>B,故切削溫度T優選方案為A1B1C4,即vc=50m/s,fz=0.16mm/z,ap=4mm。
4291 5
仿真客 ??? 2年前
曾經有一份工作擺在我面前,直到我撞機了... 
5) 切削用量選擇不合理,如用量過大,便機床悶車;斷續切削時,切削速度過高,進給量過大,毛坯余量不均勻時,切削深度過小;切削高錳鋼等加工硬化傾向大的材料時,進給量過小等。對策:重新選擇切削用量。6) 機械夾固式刀具的刀槽底面不平整或刀片伸出過長等結構上的原因。對策:①修整刀槽底面。②合理布置切削液噴嘴的位置。③淬硬刀桿在刀片下面增加硬質合金墊片。
1926
模具設計UG編程教學 ??? 4年前
20條/頁 
 25
25 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
