



ABAQUS二維細觀混凝土三點彎曲峰值荷載太小只有幾十N,但是應力是對的,怎么解決呀?
使用ABAQUS對二維細觀混凝土做了個三點彎曲,裝配和CDP材料如圖,用的是動態顯式,step time為0.1,沒有質量縮放,試件與上方加載采用tie約束,試件和下方支座采用通用接觸,接觸屬性是罰,摩擦系數是0.13,硬接觸。梁的網格大小和下方支座網格尺寸均為1mm,采用速度加載,速度為25mm/s,平滑分析步,得到的SDEG如圖,但是通過提取反力,峰值只有30N左右,這是什么原因呀?圖和inp
2823 9 5
Waiting_1929 ??? 2年前
MIM技術革新刀具市場,你知道嗎? 
相關推薦:【產品推薦】透明塑件應力“照妖鏡”——應力偏光儀【書籍推薦】新世代模具與成型產業智慧工廠白皮書
4247 7 3
ACMT協會 ??? 2年前
航空發動機渦輪盤用拉刀刃口優化仿真 
當刃口半徑R=25μm或30μm時,后刀面上超過1000MPa的應力范圍較小。從圖7的應力數據對比可以發現,不同于刀具刃口溫度數據,應力數據在線條上會出現較多高低起伏的波動。
4367 2 2
NASA航天愛好者 ??? 2年前
絲錐為什么又斷了?是質量問題還是技術問題? 
1、絲錐品質不好 主要材料,數控刀具設計,熱處理情況,加工精度,涂層質量等等。例如,絲錐截面過渡處尺寸差別太大或沒有設計過渡圓角導致應力集中,使用時易在應力集中處發生斷裂。柄、刃交界處的截面過渡處離焊口距離太近,導致復雜的焊接應力與截面過渡處的應力集中相迭加,產生較大的應力集中,導致絲錐在使用中斷裂。例如,熱處理工藝不當。
1813
數控編程網 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
如果加工余量太大,一次走刀的切削力太大,不僅會使零件變形,而且還會影響機床主軸剛性、降低刀具的耐用度。如果減少背吃刀量,又會使生產效率大打折扣。不過,在數控加工中都是高速銑削,可以克服這一難題。在減少背吃刀量的同時,只要相應地增大進給,提高機床的轉速,就可以降低切削力,同時保證加工效率。 4、走刀順序要講究粗加工和精加工應該采用不同的走刀順序。
2252
UG編程模具設計實戰 ??? 3年前
曾經有一份工作擺在我面前,直到我撞機了... 
刀具崩刃的原因及對策1)刀片牌號、規格選擇不當,如刀片的厚度太薄或粗加工時選用了太硬太脆的牌號。對策:增大刀片厚度或將刀片立裝,選用抗彎強度及韌性較高的牌號。2) 刀具幾何參數選擇不當(如前后角過大等)。對策:可從以下幾方面著手重新設計刀具。① 適當減小前、后角。② 采用較大的負刃傾角。③ 減小主偏角。④ 采用較大的負倒棱或刃口圓弧。
1927
模具設計UG編程教學 ??? 4年前
不銹鋼材料加工難點分析
2)切削用量選擇 鉆削時,切削用量的選擇應從降低切削溫度的基本點出發,因為高速切削將會使切削溫度升高,而高的切削溫度將加劇刀具磨損,因而切削用量中最重要的是選擇切削速度。一般情況下,切削速度以12~15m/min較為合適。進給量對刀具壽命影響較小,但進給量選擇太小將會使刀具在硬化層內切削,加劇磨損;而進給量如果太大,又會使表面粗糙度變差。
2246
數控編程網 ??? 3年前
不銹鋼材料加工難點分析
2)切削用量選擇 鉆削時,切削用量的選擇應從降低切削溫度的基本點出發,因為高速切削將會使切削溫度升高,而高的切削溫度將加劇刀具磨損,因而切削用量中最重要的是選擇切削速度。一般情況下,切削速度以12~15m/min較為合適。進給量對刀具壽命影響較小,但進給量選擇太小將會使刀具在硬化層內切削,加劇磨損;而進給量如果太大,又會使表面粗糙度變差。
2276
數控編程網 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
如果加工余量太大,一次走刀的切削力太大,不僅會使零件變形,而且還會影響機床主軸剛性、降低刀具的耐用度。如果減少背吃刀量,又會使生產效率大打折扣。不過,在數控加工中都是高速銑削,可以克服這一難題。在減少背吃刀量的同時,只要相應地增大進給,提高機床的轉速,就可以降低切削力,同時保證加工效率。 4、走刀順序要講究粗加工和精加工應該采用不同的走刀順序。
2505
模具設計UG編程教學 ??? 3年前
塑膠件的結構設計:倒角篇 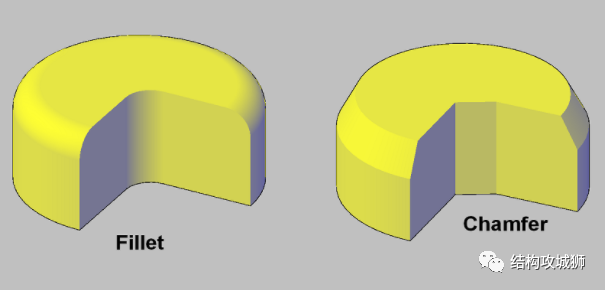
半徑太小,可能無法使用刀具直接加工到位,而不得不用成本更高,加工時長更長的電火花放電或者線切割等加工方式;半徑越大,越容易加工(半徑越大,可使用更大的刀具,加工時間越短,加工的深度越深)。03 在圓角和倒角之間進行選擇時要考慮的因素結構工程師在為其設計選擇圓角或倒角時經常會發現自己處于不確定狀態。為了避免陷入這種混亂狀態,應該考慮以下幾點。
9787 3
結構攻城獅 ??? 3年前
U鉆:孔加工最常用的刀具之一!
2.U鉆的剛性更好,可以采用很高的進給率,而且U鉆的加工直徑要比普通鉆頭大的多,最大能達到D50~60mm,當然U鉆由于裝刀片的特性不可能做的太小。 3.U鉆遇到各種材料只需要更換同類型不同牌號的刀片即可,硬鉆就沒這么方便了。
2694
數控編程網 ??? 4年前
CNC加工中出現這些問題,你懂得怎么處理嗎?
小編今天總結了CNC加工中常見的六個問題,大家來看看都是怎樣處理的? 一、工件過切原因:1、彈刀,刀具強度不夠太長或太小,導致刀具彈刀。2、操作員操作不當。3、切削余量不均勻。(如:曲面側面留0.5,底面留0.15)4、切削參數不當(如:公差太大、SF設置太快等)。
2314
數控編程教學 ??? 4年前
望“屑”診斷加工,這才是高手! 
在切削速度較低、切削厚度較大、刀具前角較小時常產生此類切屑。 3. 粒狀切屑 又稱單元切屑。在切屑形成過程中,如剪切面上的剪切應力超過了材料的斷裂強度,裂紋擴展到整個面上,切屑單元從被切材料上脫落,形成粒狀切屑。如圖c所示。 以上三種切屑只有在加工塑性材料時才可能得到。
2322
數控編程教學 ??? 4年前
詳解機械加工容易出現的九大誤差! 
9內應力 沒有外力作用而存在于零件內部的應力,稱為內應力。工件上一旦產生內應力之后,就會使工件金屬處于一種高能位的不穩定狀態,它本能地要向低能位的穩定狀態轉化,并伴隨有變形發生,從而使工件喪失原有的加工精度。
2143
非標機械論壇 ??? 4年前
機加工的九大誤差,你是否遇到 
9、內應力 沒有外力作用而存在于零件內部的應力,稱為內應力。工件上一旦產生內應力之后,就會使工件金屬處于一種高能位的不穩定狀態,它本能地要向低能位的穩定狀態轉化,并伴隨有變形發生,從而使工件喪失原有的加工精度。 學無止境,沒有最好,只有更好。
2122
模具設計UG編程教學 ??? 4年前
CNC加工中出現這些問題,你懂得怎么處理嗎 
一·工件過切: 原因: 1、彈刀,刀具強度不夠太長或太小。導致刀具彈刀。 2、操作員操作不當。 3、切削余量不均勻。(如:曲面側面留0.5,底面留0.15) 4、切削參數不當(如:公差太大、SF設置太快等)。 改善: 1、用刀原則:能大不小、能短不長。
2309
數控編程網 ??? 4年前
齒輪為什么是17個齒? 
(沒有R角刀具熱處理是尖銳部分應力集中容易崩裂,使用過程中容易磨損或者崩裂)而且就算是刀具沒有R角根切發生的最大齒數也未必是17齒,所以17齒作為根切條件的說法其實是有待商榷的!上幾幅圖大家看看吧。 從圖中可以看出當用前刀面頂部R角為0的刀具加工齒輪時從15齒到18齒的齒根過渡曲線并沒有什么明顯變化,那為什么說17齒是漸開線直齒開始發生根切的齒數呢?
3508
數控編程網 ??? 4年前
數控面試必考題來了!加工工藝了解多少?
措施:1、傳動鏈件數越少,傳動鏈越短,Δφ就越小,則精度越高;2、傳動比i越小,尤其是首末兩端傳動比小;3、由于傳動件中末端件的誤差影響最大,故應使其盡可能精確 ;4、采用校正裝置。 八、哪些誤差屬于變值系統誤差? 系統誤差:(常值系統誤差變值系統誤差) 隨機誤差 常值系統誤差:加工原理誤差,機床,刀具,夾具的制造誤差,工藝系統的受力變形等引起的加工誤差。
2228 3 1
數控編程網 ??? 4年前
車床為何會產生振動?介紹幾種消除措施! 
①刀具主偏角(μr角)愈大,Fy力愈小,愈不容易產生振動。因此,適當增大刀具主偏角,消除或減小振動。②適當增大刀具前角,可減小Fy力,從而減弱振動。③刀具后角太大或刀刃過分鋒利,刀具易啃入工件,容易產生振動。而當刀具適當鈍化后,其后刀面有阻止刀具“啃入”工件的作用,可減小或消除振動。
2494
機械學霸 ??? 4年前
車床為何會產生振動?介紹幾種消除措施!
①刀具主偏角(μr角)愈大,Fy力愈小,愈不容易產生振動。因此,適當增大刀具主偏角,消除或減小振動。②適當增大刀具前角,可減小Fy力,從而減弱振動。③刀具后角太大或刀刃過分鋒利,刀具易啃入工件,容易產生振動。而當刀具適當鈍化后,其后刀面有阻止刀具“啃入”工件的作用,可減小或消除振動。
1875
數控編程教學 ??? 4年前
20條/頁 
 24
24 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
