



SolidKits WeldmentPlus焊件增強工具 
SOLIDWORKS的多實體設計非常靈活高效,特別是利用結構焊件的設計方式,調用焊接輪廓,直接生成型材,也可以采用特征多實體,設計出板材、鈑金等多實體零件。但是,如果不加規范,隨意使用多實體焊件功能,您可能在出圖和生成明細的時候遇到困難。雖然焊件可以生成切割清單,但是清單屬性不一定符合企業明細要求,另外還需要人工添加屬性,非常麻煩。甚至,切割清單中,總重的獲取也是個問題。
2265
SolidKits自動化三維設計軟件 ??? 3年前
SOLIDWORKS如何快速填寫焊件切割清單屬性 
SOLIDWORKS的焊件功能大家都很熟悉,而且還能夠直接生成焊件切割清單,但美中不足的是,如果每種焊件需要編代號的話,就只能一種一種的去添加。今天給大家介紹的這款SOLIDWORKS插件,它的作用就是能夠批量去寫入焊件切割清單中的屬性。這款插件的名字是SolidKits.
2064
SolidKits自動化三維設計軟件 ??? 3年前
SOLIDWORKS如何批量填寫焊件切割清單屬性信息 
在SOLIDWORKS中,焊件是指含有可用切割清單描述的多實體特殊零件模型。焊件有一系列的專用命令,這些命令位于Command Manager的【焊件】選項卡中。用戶可以使用焊件命令進行以下操作:1.插入結構構件。2.使用特殊工具對結構構件進行剪裁和延伸。3.添加角撐板、頂端蓋及圓角焊縫。結構構件特征是SOLIDWORKS中焊件模型的主要特征。
2358
SolidKits自動化三維設計軟件 ??? 3年前
SOLIDWORKS焊件模型快速進行屬性反寫 
SOLIDWORKS焊件模塊是一個非常好用的模塊,在SOLIDWORKS中,焊件模型是一個多實體零件,但實際上每個實體都代表著一個零件,相比于裝配體來說,多實體焊件模型更易于管理與修改,因此焊件功能深受廣大工程師們的喜愛。使用焊件建模非常簡便,只需要繪制草圖,選擇結構構件即可。
2253
SolidKits自動化三維設計軟件 ??? 2年前
SolidKits.BOMs工具—BOM及焊件切割清單輸出 
3、支持焊件切割清單的輸出使用SOLIDWORKS焊件功能繪制的模型,使用該工具可以直接將焊件切割清單中的信息導出。4、支持虛擬件的輸出如果SOLIDWORKS裝配體中有虛擬件(只存在于裝配體中,硬盤中無此文件)存在,該工具也可以設置這類模型輸出與不輸出。使用該功能,無需打開SOLIDWORKS軟件,從而大大提高工作效率。
2238
SolidKits自動化三維設計軟件 ??? 2年前
淺析汽車線束在超聲波焊接后的撕裂力 
樣件長度應保證固定到拉力試驗機上的最小長度。本文所涉及到的試驗統一采用200 mm樣件長度。 如圖1 所示,將樣件固定在拉力試驗機夾具上,沿電線軸線放線并施加拉力,記錄接點拉出過程中的最大拉力示值F。
2519
線束專家 ??? 4年前
談談線束壓接點,導線打卡點的設計與注意事項 
因為金屬是直接焊接在一起,所以不需要額外材料,如套管、焊料或助焊劑。此外,超聲波焊接對零件產生較低的熱應力(焊接溫度遠低于零件熔點),因此被焊材料本身性能,以及周邊材料性能不改變,如絕緣套保持完整。
4241
線束工程師 ??? 4年前
為什么高碳鋼比較難焊? 
3)采用合適的裝配和焊接順序,減小焊接接頭的拘束應力,改善焊件的應力狀態。 4)選擇合適的焊接材料,焊前要烘干焊條、焊劑,并做到隨取隨用。 5)焊前應仔細清除坡口周圍基本金屬表面的水、銹等污物,以降低焊縫中擴散氫的含量。 6)焊前應立即進行去氫處理,使氫從焊接接頭中充分逸出。
2299
化工設備人 ??? 4年前
solidworks焊接結構件庫GB下載 
下面,我們繼續將中間的四個角鋼補齊,繪制方法和前面一樣,仍然使用【焊件】→【結構件】,同樣,我們要注意角鋼的方向,隨時進行調整。使用【焊件】→【剪裁/延伸】,對左右兩側的角鋼進行裁剪,這里使用平面來進行裁剪,我們在剪裁邊界中選中下圖中粉色的兩個面做為裁剪的分界面。
7401 1
分享菌 ??? 4年前
【專業知識】焊鐵鋁銅不銹鋼要采用什么焊接方式,好好收藏! 
當結構裂紋傾向不大時,也可采用結502或結503等酸性焊條,焊接工藝與低碳鋼差不多;當焊件剛性較大,周圍溫度低于-10℃時就需要焊前加熱。采用手工電弧焊,埋弧焊或電渣焊都能獲得滿意的效果。 15號錳釩及15號錳鈦鋼的焊接方法如何?
2508
機械工程師 ??? 4年前
鈑金件常用材料,表面處理及缺陷總結 
2、漏焊:對于鈑金件而言,上面焊多個點是很正常的,因此經常出現漏焊焊點的情況。標準化作業是應該執行的。 3、焊偏:焊點的位置打的不正,偏離出預定的位置。 4、焊穿:設備參數原因(如電流過大)或者焊接時兩個零件間距大,導致電流擊穿;焊接零件之間有油污或者銹或者其他的東西都能導致擊穿。 5、焊渣:焊接時火花四濺,所形成 6、焊點凹陷:點焊后焊點不平,形成一個凹點。
5063 4
機械工程師 ??? 2年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求 
鋁合金沖壓板件在焊接上的工藝要求 焊裝鋁合金車身過程中的主要工藝有電阻焊、CMT 冷過渡焊接、鎢極氬弧焊、鉚接、沖連及打磨拋光等。鋁合金板件無鉚連接工藝 鋁板件無鉚連接是通過壓力設備和專用模具將 2 層或多層金屬板件冷擠壓成型,然后形成一個具有一定抗拉和抗剪強度的內部鑲嵌連接點。連接板件厚度可以相同或不同,可以有膠粘層或者其他中間層,材質可以相同或不同。
2448 5
金屬加工前沿 ??? 3年前
鋁合金的焊接方法和材料選用大全 
,熱量較分散,因此焊件變形大、生產率低。
3459 2
金屬加工前沿 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結
2、漏焊:對于鈑金件而言,上面焊多個點是很正常的,因此經常出現漏焊焊點的情況。標準化作業是應該執行的。 3、焊偏:焊點的位置打的不正,偏離出預定的位置。 4、焊穿:設備參數原因(如電流過大)或者焊接時兩個零件間距大,導致電流擊穿;焊接零件之間有油污或者銹或者其他的東西都能導致擊穿。 5、焊渣:焊接時火花四濺,所形成 6、焊點凹陷:點焊后焊點不平,形成一個凹點。
5057 4 1
機械工程師 ??? 2年前
鋼結構焊接工藝模板 
3.2.1.8 焊接角度:根據兩焊件的厚度確定,焊接角度有兩個方面,一是焊條與焊接前進方向的夾角為60~75°;二是焊條與焊接左右夾角有兩種情況,當焊件厚度相等時,焊條與焊件夾角均為45°;當焊件厚度不等時,焊條與較厚焊件一側夾角應大于焊條與較薄焊件一側夾角。 3.2.1.9 收弧:每條焊縫焊到末尾,應將弧坑填滿后,往焊接方向相反的方向帶弧,使弧坑甩在焊道里邊,以防弧坑咬肉。
2668
化工設備人 ??? 4年前
壓力容器焊工證符號的意義 
、壓力容器證等焊工證 件辦理服務,同時提供電焊、氬弧焊、氣保焊等高級焊接實操培訓服務。
4384 1
化工設備人 ??? 4年前
塑膠件的結構設計:超聲波焊接篇(上) 
圖:超聲波焊接機的結構簡圖然后,焊頭將接收到的高頻振動傳遞到待焊接塑膠件的界面,在該區域即兩個焊接的交界面處由于振動引起摩擦,因此會產生局部高溫,由于塑料導熱性差,一時還不能及時散發,聚集在焊區,當溫度達到此塑膠件本身的熔點時,兩個塑料的接觸面迅速熔化,加上一定壓力后,熔化的塑膠填充于接口間的空隙,使其融合成一體。
4622 2 1
結構攻城獅 ??? 3年前
焊接應力的消除方法 
焊接過程中焊件中產生的內應力和焊接熱過程引起的焊件的形狀和尺寸變化。 焊接過程的不均勻溫度場以及由它引起的局部塑性變形和比容不同的組織是產生焊接應力和變形的根本原因。當焊接引起的不均勻溫度場尚未消失時,焊件中的這種應力和變形稱為瞬態焊接應力和變形;焊接溫度場消失后的應力和變形稱為殘余焊接應力和變形。在沒有外力作用的條件下,焊接應力在焊件內部是平衡的。
3047 1
化工設備人 ??? 4年前
【汽車工藝】汽車制造中多種焊接方法大總結 
鍛焊、接觸焊、摩擦焊、氣壓焊、冷壓焊、爆炸焊屬于壓焊范疇。 釬焊:采用比母材熔點低的金屬材料作釬料,將焊件和釬料加熱到高于釬料熔點,低于母材熔化溫度,利用液態釬料潤濕母材,填充接頭間隙并與母材相互擴散實現連接焊件的方法。
4176 2
芝能汽車 ??? 3年前
焊接知識:鑄鐵焊接集錦 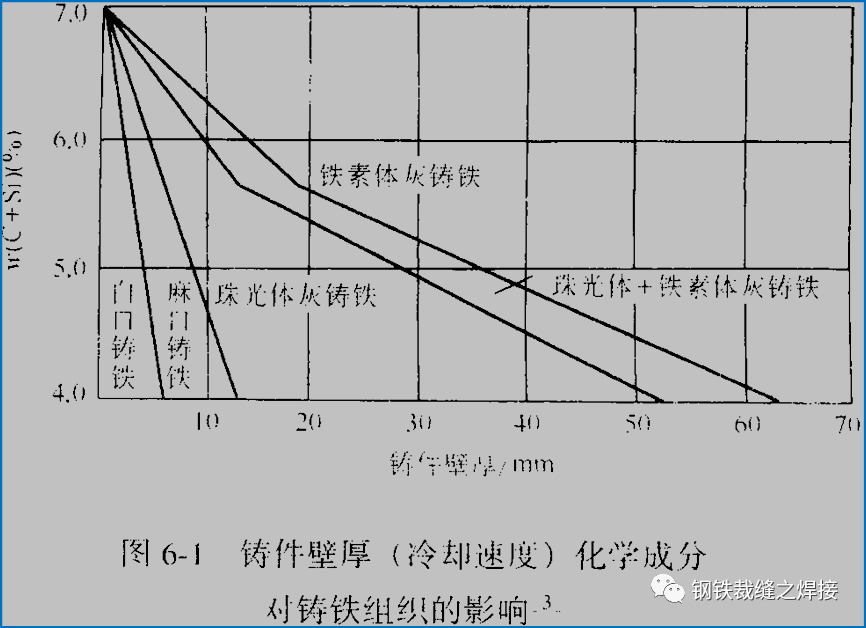
對剛度大的薄壁件缺陷補焊,為了減低焊接應力,防止裂紋出現,宜采用焊件整體預熱的氣焊熱焊法進行。預熱溫度為600~700℃,焊后應采取緩冷措施。 1.氣焊焊接材料焊絲中碳、硅含量應較熱焊時稍高。一般氣焊時(實際相當于局部預熱),焊縫中w(C+Si)總量約為7%。
4353 2
金屬加工前沿 ??? 3年前
20條/頁 
 16
16 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
