



復雜深孔的高效加工方法! 
數十年來,深孔鉆削都是一種采用硬質合金刀具的高效加工方法,但孔底鏜削作為瓶頸已開始不斷顯現。 現在,該加工領域取得成功通常基于混合使用標準和專用刀具元件,這些元件具有設計成專用深孔加工刀具的經驗。
2266
數控編程網 ??? 3年前
日本超精密加工技術:直徑僅為0.01毫米的鉆孔加工,是如何實現的? 
1996年,在菲律賓宿霧島出口加工區設立新工廠Cebu Microelectronics Inc. (CMI),開始制造高頻元器件以及超精密器件。為什么是鉆孔加工?日本技術鉆石公司擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。
2188
金屬加工前沿 ??? 3年前
鉆頭分多少種?十個有八個答不上來 
3、超硬鉆頭:鉆身之前端或全部以超硬合金刀具材料制成,使用于加工材料之鉆孔加工。 4、油孔鉆頭:鉆身有兩道小孔,切削劑經此小孔到達切刃部份以帶走熱量及切屑,使用此鉆頭一般工作物旋轉而鉆頭靜止。 5、深孔鉆頭:專門用于加工深孔的鉆頭。在機械加工中通常把孔深與孔徑之比大于6的孔稱為深孔。深孔鉆削時,散熱和排屑困難,且因鉆桿細長而剛性差,易產生彎曲和振動。
2259
機械加工網 ??? 3年前
汽車行業刀具管理零件,槍鉆在高參數下的加工要怎么改善?
汽車零件材料是HT250(HB200),加工機床用的是臥式加工中心(HSK100) ,孔徑為D14.06,孔深為274.5,加工參數為S2050/F492(內冷),刀具壽命420孔,深孔鉆加工前有引導孔D14.09,孔深22.3。目前的加工情況是容易斷刀,出現加工過載情況;實際平均壽命300,不達標準壽命,換刀頻繁。
2203 1
諾而為刀具管理 ??? 2年前
三坐標測量儀攻克深孔檢測!破解新能源汽車閥體閥孔測量難題 
當前檢測手段的不足 1、測量計量室常規手段如輪廓測量儀,卡尺等無法測量到閥體各表面的平面度,各圓柱內孔的同軸度、位置度、內孔與安裝密封面的垂直度參數; 2、傳統測量方式精度無法達到測量需求,部分零部件軸孔位置度、同軸度、垂直度使用傳統測量方法無法達到檢測精度; 3、通常液壓閥體存在數十倍深徑比的深孔加工,此類深孔常規的檢測手段:卡尺、影像、輪廓類設備無法進行制定位置的孔徑檢測
2051
深圳市中圖儀器股份有限公司 ??? 9月前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2201 1
UG編程模具設計實戰 ??? 3年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2208
模具設計UG編程教學 ??? 3年前
兩機葉片丨中科院寧波材料所:激光極端制造助力航空發動機氣膜孔高質量加工 
實現介入式激光加工的激光與電液束流復合加工技術 激光加工有很多優點,包括材料適應性廣、分辨率高、瞬時材料去除率高、能量精確可控等等,但精密打孔的加工深度長期未能突破20mm,并且深孔加工時干式激光打孔的熱影響很難徹底根除。
3247 5
aero-engine ??? 2年前
UG加工編程 | 各個加工工序詳解 
孔加工操作子類型SPOT-FACING:锪孔,用于加工鉆孔位置的小平面。SPOT-DRILLING:中心鉆,用于加工中心孔。DRILLING:鉆孔,孔加工基本模板,用于加工普通孔。PECK-DRILLING:啄孔,用于深孔加工。BREAKCHIP-DRILLING:斷屑鉆,用于不易斷屑材料的孔加工。
3815 1
張偉一 ??? 3年前
簡單的加工中心手工編程及編程時的注意事項 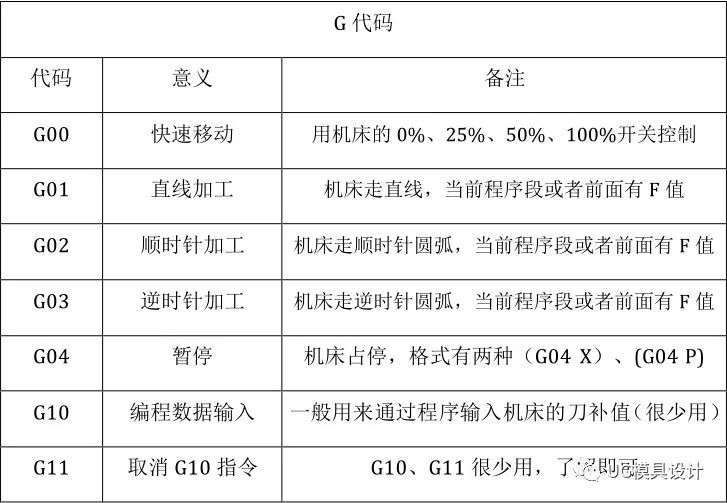
G81鉆孔加工循環指令格式為:G98 G81 X__ Y__ Z__ R__ F__ (X,Y為孔的位置、Z為孔的深度,F為進給速度,R為參考平面的高度) G83鉆孔加工循環指令格式為:G98 G83 X__ Y__ Z__ R__ Q__F__ (Q為深孔鉆每一次的鉆深,其他和G81一樣) G84右螺紋加工循環指令格式為:G98 G84 X__ Y__ Z__ R__ F__
2829
張偉一 ??? 3年前
【米思米機械設備知識分享】- 數控鏜床知識大全 
鏜床的類型目前,鏜床屬于較小眾的一種加工機床設備,可以從大類分為6種:深孔鏜床、坐標鏜床、立式鏜床、臥式銑鏜床、精鏜床、汽車拖拉機修理用鏜床等等.其中在機械行業最常用的鏜床應該是坐標鏜床,下面是米思米坐標鏜床的介紹和產品特點。
1973
MISUMI米 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
潤滑作用:切削液能滲透到工件與刀具之間,使切屑與刀具之間的微小間隙中形成一層薄薄的吸附膜,減小了摩擦系數,因此可減少刀具切屑與工件之間的摩擦,使切削 力和切削熱降低,減少刀具的磨損并能提高工件的表面質量,對于精加工,潤滑尤其重要。 清洗作用:清洗過程中產生的微小的切屑易粘附在工件和刀具上,尤其是鉆深孔和絞孔時,切屑容易堵塞在容屑槽中,影響工件的表面粗糙度和刀具的使用壽命。
1864 1
UG編程模具設計實戰 ??? 4年前
望“屑”診斷加工,這才是高手! 
利用切削液的高壓來斷屑、排屑是某些加工方法中的有效辦法,例如在深孔加工中,高壓切削液可將切屑排出切削區。
2322
數控編程教學 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
潤滑作用:切削液能滲透到工件與刀具之間,使切屑與刀具之間的微小間隙中形成一層薄薄的吸附膜,減小了摩擦系數,因此可減少刀具切屑與工件之間的摩擦,使切削 力和切削熱降低,減少刀具的磨損并能提高工件的表面質量,對于精加工,潤滑尤其重要。 清洗作用:清洗過程中產生的微小的切屑易粘附在工件和刀具上,尤其是鉆深孔和絞孔時,切屑容易堵塞在容屑槽中,影響工件的表面粗糙度和刀具的使用壽命。
1919
模具設計UG編程教學 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
潤滑作用:切削液能滲透到工件與刀具之間,使切屑與刀具之間的微小間隙中形成一層薄薄的吸附膜,減小了摩擦系數,因此可減少刀具切屑與工件之間的摩擦,使切削 力和切削熱降低,減少刀具的磨損并能提高工件的表面質量,對于精加工,潤滑尤其重要。 清洗作用:清洗過程中產生的微小的切屑易粘附在工件和刀具上,尤其是鉆深孔和絞孔時,切屑容易堵塞在容屑槽中,影響工件的表面粗糙度和刀具的使用壽命。
1976
數控編程網 ??? 4年前
機械加工基本常識,不懂可不好干! 
潤滑作用:切削液能滲透到工件與刀具之間,使切屑與刀具之間的微小間隙中形成一層薄薄的吸附膜,減小了摩擦系數,因此可減少刀具切屑與工件之間的摩擦,使切削 力和切削熱降低,減少刀具的磨損并能提高工件的表面質量,對于精加工,潤滑尤其重要。 清洗作用:清洗過程中產生的微小的切屑易粘附在工件和刀具上,尤其是鉆深孔和絞孔時,切屑容易堵塞在容屑槽中,影響工件的表面粗糙度和刀具的使用壽命。
2019
模具設計UG編程教學 ??? 3年前
干數控加工必備G代碼大全,你收藏了嗎?
:G70、G71、72、G73 G71:軸向粗車復合循環指令 G70:精加工復合循環 G72:端面車削,徑向粗車循環 G73:仿形粗車循環 10、銑床、加工中心: G73:高速深孔啄鉆 G83:深孔啄鉆 G81:鉆孔循環 G82:深孔鉆削循環 G74:左旋螺紋加工 G84:右旋螺紋加工
2414
機械加工網 ??? 4年前
干數控加工必備G代碼大全,你收藏了嗎?
:G70、G71、72、G73 G71:軸向粗車復合循環指令 G70:精加工復合循環 G72:端面車削,徑向粗車循環 G73:仿形粗車循環 10、銑床、加工中心: G73:高速深孔啄鉆 G83:深孔啄鉆 G81:鉆孔循環 G82:深孔鉆削循環 G74:左旋螺紋加工 G84:右旋螺紋加工
2330
數控編程網 ??? 4年前
以精工之基,筑芯時代長城:一鑫精密參觀2025深圳灣芯展 
在半導體設備CNC機加工方面,一鑫精密擁有多臺五軸聯動CNC加工中心,能夠實現復雜曲面、深孔、異形流道的一次性成型加工,保證了零件的整體性和精度穩定性。針對晶圓設備零件CNC機加工,我們熟悉高純度鋁合金、不銹鋼等材料的特性,通過優化刀具路徑、切削參數和冷卻方式,實現零件的高效精密加工。
2259 1 1
2103707493 ??? 7月前
切削速度,吃刀量,進給速度三者關系及計算公式 
3、進給量的確定 進給量主要根據零件的加工精度和表面粗糙度要求以及刀具、工件的材料選取。最大進給速度受機床剛度和進給系統的性能限制。 確定進給速度的原則: 1)當工件的質量要求能夠得到保證時,為提高生產效率,可選擇較高的進給速度。一般在100~200m/min范圍內選取。2)在切斷、加工深孔或用高速鋼刀具加工時,宜選擇較低的進給速度,一般在20~50m/min范圍內選取。
3657 1
機械加工網 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
