



注塑機(jī)開(kāi)合模控制需要注意的問(wèn)題 
開(kāi)模控制:當(dāng)熔融塑料注射入模腔內(nèi)及至冷卻完成后,隨著便是開(kāi)模動(dòng)作,取出制品。開(kāi)模過(guò)程也分三個(gè)階段。第一階段慢速開(kāi)模,防止制件在模腔內(nèi)撕裂。第二階段快速開(kāi)模,以縮短開(kāi)模時(shí)間。第三階段慢速開(kāi)模,以減低開(kāi)模慣性造成的沖擊及振動(dòng)。
2318 1
高分 ??? 4年前
應(yīng)用3D打印陶殼模鑄模技術(shù)控制鑄造工藝金屬凝固行為及其縮孔 
鑄件內(nèi)金屬液相完全凝固成固態(tài)后縮孔位置如圖 8(c)所示,SH2殼模厚度比為2的設(shè)計(jì),可觀察到仍有部分縮孔會(huì)殘留于鑄件內(nèi)部,雖然為完全凝固區(qū)域可移動(dòng)至冒口區(qū),但最后凝固于鑄件內(nèi)所產(chǎn)生拉力仍會(huì)導(dǎo)致形成細(xì)長(zhǎng)形縮孔于冒口與鑄件界面處。隨著殼模厚度比增加,完全凝固前固液界面位置,由底部單方向往上位移,證明其藉由殼模異厚設(shè)計(jì),確實(shí)能夠控制整體金屬液固液界面的凝固方向,進(jìn)而控制缺陷位置。
2821
FLOW3D 流體仿真 ??? 1年前
用sph模擬炸藥在密閉容器內(nèi)爆炸,sph粒子在第一個(gè)時(shí)間步就發(fā)生了穿模現(xiàn)象,請(qǐng)問(wèn)有什么解決方法嗎?
炸藥用sph模擬,用JWL方程控制,外殼為有限元,設(shè)置了點(diǎn)面接觸,想要達(dá)到的效果是炸藥把外殼破壞后sph粒子逃出,但在仿真時(shí)sph粒子發(fā)生了穿模,后續(xù)外殼才發(fā)生破壞,時(shí)間步設(shè)的0.67,請(qǐng)問(wèn)還有什么方法解決sph粒子穿模問(wèn)題。圖片1.png圖片2.png
2732 4 8
朝聞道_9762 ??? 3年前
保險(xiǎn)杠內(nèi)分型模具開(kāi)合模過(guò)程注意事項(xiàng) 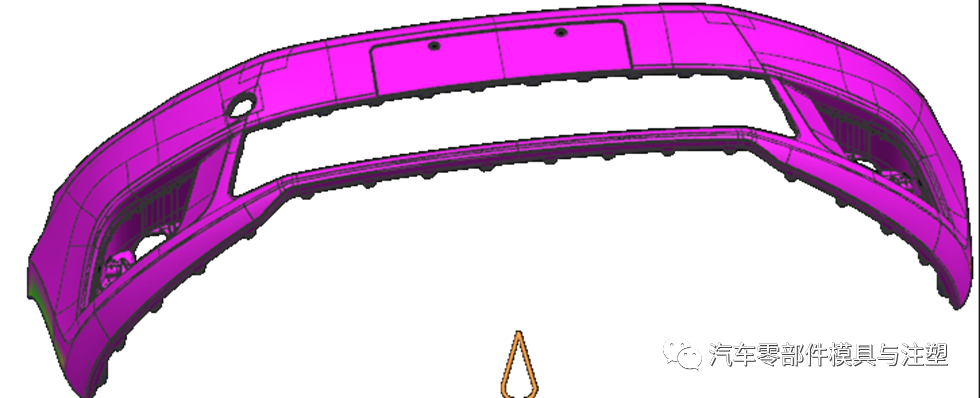
由于此保險(xiǎn)杠的分型為內(nèi)分型,A板的倒扣位分型線位于動(dòng)模側(cè)斜頂下方,為了避免操作過(guò)程中可能出現(xiàn)損壞模具的風(fēng)險(xiǎn),特作如下6(7)步驟示意指引!!!定模A板在合模前必須保證頂針板是頂出50mm的狀態(tài)(以此才能保證A板倒扣處不碰到突出于大斜頂上的小斜頂和保證A板能順利通過(guò)壓緊回針完成合模動(dòng)作-----見(jiàn)左圖藍(lán)色區(qū)所示的小斜頂)!!!!!
2260
芝能汽車 ??? 3年前
ColorForm模內(nèi)上漆技術(shù)開(kāi)啓「智造」新維度 
克勞斯瑪菲 (轉(zhuǎn)載自繁體版ACMT電子技術(shù)月刊No.093)環(huán)保法規(guī)對(duì)噴漆車間的要求正日益提高,全球范圍內(nèi)都在提升對(duì)涂裝行業(yè)的環(huán)保標(biāo)準(zhǔn)。這種趨勢(shì)反映了全球?qū)Νh(huán)境保護(hù)的共同關(guān)注和對(duì)可持續(xù)發(fā)展的承諾。嚴(yán)格的法規(guī)推動(dòng)了技術(shù)創(chuàng)新,促使企業(yè)探索更為環(huán)保的生產(chǎn)方式,以減少對(duì)環(huán)境的負(fù)面影響。 克勞斯瑪菲ColorForm模內(nèi)上漆工藝,一種革命性的涂裝技術(shù)。
2415
ACMT協(xié)會(huì) ??? 1年前
汽車熱燙印、模內(nèi)轉(zhuǎn)印、空氣熱轉(zhuǎn)印工藝介紹 
汽車熱燙印、模內(nèi)轉(zhuǎn)印、空氣熱轉(zhuǎn)印工藝介紹
1928
汽車零部件模具與注塑 ??? 4年前
新模具試模需要注意的問(wèn)題,你都知道嗎? 
10.把每模樣品量得的尺寸作個(gè)比較,應(yīng)注意: A、制品尺寸是否穩(wěn)定。 B、是否某些尺寸有增加或降低的趨勢(shì)而顯示機(jī)器加工條件仍在變化,如不良的溫度控制或油壓控制。 C、尺寸之變動(dòng)是否在公差范圍之內(nèi)。 11.如果成品尺寸不甚變動(dòng)而加工之條件亦正常,則需觀察是否每一模穴之成品其質(zhì)量都可被接受,其尺寸都能在容許公差之內(nèi)。
2476
Im智能注塑 ??? 3年前
標(biāo)準(zhǔn)的試模程序是什么樣的?
把每模樣品量得的尺寸作個(gè)比較,應(yīng)注意: 制品尺寸是否穩(wěn)定; 是否某些尺寸有增加或降低的趨勢(shì),而顯示機(jī)器加工條件仍在變化,如不良的溫度控制或油壓控制; 尺寸之變動(dòng)是否在公差范圍之內(nèi)。10. 如果制品尺寸不再變動(dòng),而加工條件也正常,則需觀察是否每一模穴的制品其質(zhì)量都可被接受,其尺寸都能在允許公差之內(nèi)。
2085 1
高分 ??? 4年前
如何選定消失模鑄造工藝參數(shù)?探究消失模鑄造大口徑球墨鑄鐵管件生產(chǎn)關(guān)鍵 
橫澆道和內(nèi)澆道在管件管體內(nèi)壁或承口(或法蘭)端面;直澆道設(shè)在橫澆道的交叉處。直澆道:橫澆道:內(nèi)澆道=1:(4-6):(1-2)。 2.3 涂料 消失模鑄造涂料用浸涂法施涂,有生產(chǎn)效率高,節(jié)省涂料、涂層均勻等優(yōu)點(diǎn)。但由于泡沫模樣密度小(與涂料密度相差幾十倍),且本身強(qiáng)度又很低,浸涂時(shí)浮力大,因此僅適用于模樣可浸入或半浸入涂料中的中小型管件。
2700
鑄造工程師 ??? 4年前
基于定量泵與節(jié)流調(diào)速的硫化機(jī)開(kāi)合模液壓系統(tǒng)仿真 
由圖可知,液壓缸在0~6 s內(nèi)做快速合模運(yùn)動(dòng),6~12.8 s內(nèi)做慢速合模運(yùn)動(dòng)直至運(yùn)動(dòng)到最大位移2 m處,隨后進(jìn)入暫停;在18~24 s內(nèi)做快速開(kāi)模運(yùn)動(dòng),24~26.5 s內(nèi)做慢速合模直至液壓缸完全退回。
4411 2
液壓那些事 ??? 2年前
注塑模具試模行為規(guī)范
(b)是否有某些尺寸有增加或降低的趨勢(shì)而顯示機(jī)器加工條件仍在變化,如不良的溫度控制或油壓控制。(c)尺寸之變動(dòng)是否在公差范圍之內(nèi)。10.如果成品尺寸不甚變動(dòng)而加工之條件亦正常,則需觀察是否每一模穴之成品其質(zhì)量都可被接受,其尺寸都能在容許公差之內(nèi)。把量出連續(xù)或大或小于平均值的模穴號(hào)記下,以便檢查模具之尺寸是否正確。
2142
模具論壇 ??? 4年前
注塑模調(diào)機(jī)工藝.
二、可能出現(xiàn)問(wèn)題的原因 (1).輸入射料缸內(nèi)的塑料不均。(2).射料缸溫度或波動(dòng)的范圍太大。(3).注塑機(jī)容量太小。(4).注塑壓力不穩(wěn)定。(5).螺桿復(fù)位不穩(wěn)定。(6).運(yùn)作時(shí)間的變化、溶液黏度不一致。(7).注射速度(流量控制)不穩(wěn)定。(8).使用了不適合模具的塑料品種。(9).考慮模溫、注射壓力、速度、時(shí)間和保壓等對(duì)產(chǎn)品的影響。
2275 1
模具論壇 ??? 4年前
從此告別單一注塑,多模腔技術(shù)引領(lǐng)未來(lái)! 
圖1: 對(duì)稱式的一模8 腔流道設(shè)計(jì)以產(chǎn)品形狀相同為例,傳統(tǒng)處理多模腔模具的熔體流動(dòng)不平衡問(wèn)題,大多以幾何對(duì)稱的流道系統(tǒng)作設(shè)計(jì)( 如圖1所示),對(duì)稱式的流道設(shè)計(jì)可使8 腔的熔體流動(dòng)充填與內(nèi)壓較一致。
2818 3 1
ACMT協(xié)會(huì) ??? 2年前
【T0 量產(chǎn)之科學(xué)化試模?】 
另外在實(shí)際上機(jī)成型加工過(guò)程中,也需要搭配一些外部資源來(lái)取得實(shí)際的機(jī)臺(tái)響應(yīng)數(shù)據(jù);例如 CAE 模流分析解析與驗(yàn)證,觀察 CAE 充填分析的流動(dòng)波前型式與實(shí)際注塑短射波前的比對(duì)與差異分析;注塑機(jī)臺(tái)的速度壓力響應(yīng)曲線判讀,比對(duì)設(shè)定條件與實(shí)際機(jī)臺(tái)響應(yīng)數(shù)據(jù)的差異性;注塑機(jī)臺(tái)響應(yīng)統(tǒng)計(jì)數(shù)據(jù)判讀來(lái)觀察注塑機(jī)在連續(xù)生產(chǎn)下的穩(wěn)定性;同時(shí)也進(jìn)行模內(nèi)溫度與壓力數(shù)據(jù)的即時(shí)檢測(cè),利用紅外線熱顯像儀器來(lái)量測(cè)模具表面溫度分布,及模內(nèi)壓力感測(cè)器量測(cè)模內(nèi)特定位置的壓力變化情況
6307 1
ACMT協(xié)會(huì) ??? 2年前
科學(xué)試模對(duì)于射出成型工藝的優(yōu)化 
當(dāng)涉及到有關(guān)過(guò) 程優(yōu)化、成型和模具設(shè)計(jì)驗(yàn)證,以及產(chǎn)品質(zhì)量控制的 決策時(shí),科學(xué)成型特別有價(jià)值。這種方法優(yōu)于標(biāo)準(zhǔn)的成型程序,因?yàn)橥ㄟ^(guò)前期設(shè)計(jì)實(shí)驗(yàn)、使用分析、過(guò)程 監(jiān)控和質(zhì)量控制可以進(jìn)行高水平的科學(xué)控制,從而可 以在幾秒鐘內(nèi)糾正任何過(guò)程變化。
3144 7 3
型創(chuàng)科技2023 ??? 2年前
科學(xué)試模對(duì)于射出成型工藝的優(yōu)化 
當(dāng)涉及到有關(guān)過(guò)程優(yōu)化、成型和模具設(shè)計(jì)驗(yàn)證,以及產(chǎn)品質(zhì)量控制的決策時(shí),科學(xué)成型特別有價(jià)值。這種方法優(yōu)于標(biāo)準(zhǔn)的成型程序,因?yàn)橥ㄟ^(guò)前期設(shè)計(jì)實(shí)驗(yàn)、使用分析、過(guò)程監(jiān)控和質(zhì)量控制可以進(jìn)行高水平的科學(xué)控制,從而可以在幾秒鐘內(nèi)糾正任何過(guò)程變化。
2183 1
ACMT協(xié)會(huì) ??? 2年前
LED圓形散熱片模內(nèi)反扣 

從零基礎(chǔ)到模具設(shè)計(jì)精英,包含CAD軟件、Presscad外掛、UG軟件、UG外掛、2D結(jié)構(gòu)、2D料帶、工程出圖、BOM表、3D料帶、全3D設(shè)計(jì)結(jié)構(gòu)、Autoform工藝分析、改模技巧,純模具公司設(shè)計(jì)實(shí)戰(zhàn),重點(diǎn)是設(shè)計(jì)理念及設(shè)計(jì)思維的培養(yǎng),設(shè)計(jì)參數(shù)的確定,加工經(jīng)驗(yàn)、組模經(jīng)驗(yàn)、試模經(jīng)驗(yàn)的傳授等
80
模具設(shè)計(jì)UG編程教學(xué) ??? 6年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實(shí)用 
然而由于各種鑄件生產(chǎn)工藝技術(shù)參數(shù)不同,其常規(guī)裝箱薄膜覆蓋真空砂箱工藝方法,極易使?jié)裁翱谥苓叡∧龎穆猓又訜煽諝ず笮颓?em>內(nèi)真空度急速下降,致使型腔外壓強(qiáng)遠(yuǎn)大于型內(nèi)壓強(qiáng),極易造成塌箱。 因此澆注前選定負(fù)壓值要求在0.7MPa以上。但過(guò)高的真空度對(duì)鐵液澆注又帶來(lái)一系列問(wèn)題,易造成塌箱或氣渣孔嚴(yán)重,也使得澆注前按生產(chǎn)經(jīng)驗(yàn)選定負(fù)壓值在0.25~0.50MPa范圍內(nèi)操作難以控制。
2912
鑄造工程師 ??? 4年前
Moldex3D模流分析之怎樣有效評(píng)估模溫機(jī) 
圖一 模溫機(jī)與模具水管示意圖水管的流量與壓力關(guān)系模擬過(guò)程中要控制冷卻水路的液體流動(dòng),通常可以設(shè)定兩種邊界條件種類:流量或壓力。在流量方面,當(dāng)冷卻液在水管內(nèi)流動(dòng)時(shí),進(jìn)水口與出水口的流量必定是相等的,使用者只要量測(cè)水管一端流量,就可知另一端流量,所以流量是較容易掌握的水管邊界條件。至于壓力方面,水管進(jìn)水口壓力會(huì)大于出水口壓力,便是此壓力差才產(chǎn)生流動(dòng)現(xiàn)象。
1941
Moldex3D 中國(guó) ??? 3年前
風(fēng)電增速箱鍛件制造技術(shù)及質(zhì)量控制的研究 
2)加熱爐控制:要求嚴(yán)格按加熱工藝升溫、保溫,采用溫度檢測(cè)儀器測(cè)定爐內(nèi)溫度的均勻性。 3)鍛造的控制:鍛造必須有反復(fù)鐓拔過(guò)程,鍛件心部區(qū)域有足夠的塑性變形量,不得少于二次鐓拔過(guò)程。模鑄錠鍛造比不小于5,連鑄坯料鍛造比不小于6,最后一火鍛造比必須不小于1.5。
2562
FMMM ??? 4年前
20條/頁(yè) 
 311
311 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
