



DEFORM旋鍛模擬技術與應用案例 
臺階軸旋鍛模擬案例 某管料經過旋鍛工藝加工為一個臺階管,在保證尺寸要求的前提下,同時要提高變形均勻性和生產效率。不同半徑部位的加工,使用的不同模具,在MO多工序界面可采用兩個swaging旋轉工序,一次前處理完成。 旋鍛模擬結果 四分之一模型計算完成后,可以看到坯料在旋鍛過程中發生的周向移動變形。
3017 1
安世亞太 ??? 3年前
基于Abaqus的旋鍛成型數值仿真建模方法 

主要內容分兩個方面:1)旋鍛成型概念介紹;2)旋鍛成型建模方法。旋鍛主要是對金屬材料的回轉成型,可有效提高材料強度以及疲勞壽命,在汽車、航空航天以及機械重工領域得到廣泛應用。
2022 1 13
Jackill ??? 7年前
Simufact用于鍛造輪轂工藝研究 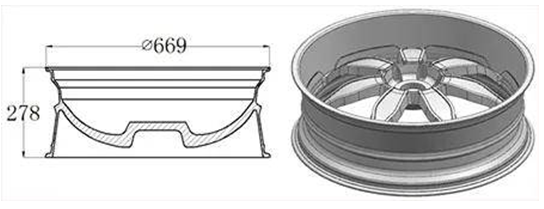
將直徑為?669mm、高度為52mm的圓形坯料加熱以提高材料塑性,再采用反擠壓的方式將坯料擠成杯狀預鍛件,再將杯狀預鍛件鍛成碗狀終鍛件,然后將該碗形終鍛件作為旋壓坯料與加熱坯料,旋壓成旋壓件,最后將旋壓件機加工、涂裝成成品,具體過程如圖2所示。
2883
仿真客 ??? 3年前
DEFORM旋轉加工成形仿真技術 
在旋轉加工成形方面,包括了環軋、型軋、旋壓、旋鍛等,將復雜工藝流程界面化管理,輸入對應的工藝參數即可快速完成模擬設置。擺碾、輥鍛等其它工藝同樣可向導流程化設置。
2757
安世亞太 ??? 3年前
最新 | DEFORM V12-13+新功能簡介 
1.2 新增旋鍛工藝模塊 新的旋鍛專用工藝模塊可采用全模型及對稱模型進行軸類和管類件的旋鍛分析,對于冷溫熱旋鍛/徑向鍛造均可流程化設置工藝參數。鍛打流程表中可設置鍛打次數、起止鍛打位置、材料轉動角度、鍛打行程或材料截面尺寸、傳熱時間等。
5807 1 1
安世亞太 ??? 3年前
精沖工藝與旋壓工藝,高技術含量的制造工藝 
該公司生產鋁輪轂碾鍛機、WSV鋁輪轂旋壓機、WS鋼輪輻旋壓機、鋼輪轂全自動生產線、OSC鋼瓶收口機、SPT內膽旋壓機、FF強力旋壓機、SP碟形桶形旋壓機、PV立式金屬成形旋壓機、SpinCAD編程軟件、機器人上下料系統。據稱該公司的某些軍工級設備一直限制出口中國,直到幾年前才逐漸解禁。國產的旋壓設備進步很快,民用數控的旋壓機正在廣泛被接受。
2623
模具設計UG編程教學 ??? 3年前
最全匯總!鍛造技術知識! 
鋼的開始再結晶溫度約727℃,但普遍采用800℃作為劃分線,高于800℃的是熱鍛;在300~800℃之間稱為溫鍛或半熱鍛,在室溫下進行鍛造的稱為冷鍛。用于大多數行業的鍛件都是熱鍛,溫鍛和冷鍛主要用于汽車、通用機械等零件的鍛造,溫鍛和冷鍛可以有效的節材。根據鍛模的運動方式,鍛造又可分為擺輾、擺旋鍛、輥鍛、楔橫軋、輾環和斜軋等方式。
4591
FMMM ??? 3年前
設計仿真 | 海克斯康工藝仿真軟件裝備制造行業交流研討會 
自由鍛、碾環、馬杠擴孔、徑向鍛造、鈑金沖壓、折彎、旋壓、精沖、機械連接、軋制、擠壓等工藝仿真,而且在同一界面中可以實現成形-熱處理等任意工藝鏈的仿真。
2210 1
海克斯康設計與仿真 ??? 3年前
大噸位鍛錘和高能螺旋壓力機的升級與再制造 
鍛錘未來趨勢由于振動、噪聲及難以實現自動化等缺點,一般大批量中小零件的鍛造已逐漸被其他設備及工藝所取代,如楔橫軋、輥鍛、旋壓設備、打擊力內部平衡的熱模鍛壓力機與螺旋壓力機、成形速度可控制的液壓機。除非工藝需要,否則傳統意義上鍛錘的生產與應用已經不符合當代工業化大生產趨勢與要求。
3006
FMMM ??? 3年前
凸緣鍛件模具設計及工藝優化 
鄢光旭等針對該帶增厚凸緣的離合器轂體,進行了增厚凸緣的沖鍛(翻孔及鐓粗)過程的精度研究。束學道針對焊接易導致零件產生變形降低加工精度的難題,提出了多工步整體熱旋成形零件方法,為帶凸緣深錐形薄壁回轉件的旋壓成形提供了理論基礎。 本文以容器凸緣件為例,設計鍛造凸緣的模具,同時利用Deform-3D 軟件對凸緣件進行了模擬,并對毛坯形狀進行了優化。
2637 1 1
FMMM ??? 4年前
設計仿真 | 立即預約-Simufact成形及熱處理工藝仿真解決方案 
、自由鍛等。
2821 1
海克斯康設計與仿真 ??? 2年前
壓力容器基本結構及制造過程 
而整體鍛造式結構是最早采用的筒體形式,制造時筒體與法蘭可整鍛為一體或用螺紋連接,整個筒身沒有焊縫。焊接技術發展后出現了分段鍛造,然后焊接拼合成整體的鍛焊式筒體。非焊接瓶式筒體主要有兩種制造方法:一種是由優質無縫鋼管通過兩端熱旋壓收口制成;另一種是鋼錠沖壓后再經過熱旋壓收口。通常,整體鍛造式和鍛焊式筒體主要用于高壓和超高壓容器中,而非焊接瓶式筒體常用于制造非焊接大容積瓶式壓力容器。
6884 3
機械工程師 ??? 2年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
