



Moldex3D模流分析之嘉捷科技整合模流和結構分析改善產品斷裂問題 
從分析結果得知(圖二),鎖附位置的流動波前會合角度落在30~140度;依此案例所使用塑材,會合角的角度越大,縫合線就會越趨明顯。圖二 Moldex3D 充填分析可以顯示縫合線會合角另外,透過充填剖面圖也同時發現凸轂的厚度中心溫度溫差約為10℃(見圖三)。以此案例而言,其溫度均已低于塑料工作溫度10℃左右,在此條件下也導致該區域易產生結合線。
2000 2 1
Moldex3D 中國 ??? 3年前
別讓一塊“鐵板”毀了你的實驗!這是一場與0.01毫米的戰爭。 
固定與鎖固:調平后,采用對角交叉擰緊法鎖緊所有地腳螺栓的螺母,使用扭矩扳手控制扭矩(如M20螺栓扭矩可能需達到150N·m以上),避免因擰緊順序不當或扭矩過大導致底板變形 。二次灌漿(可選) :對于需要永和久固定的重型設備基礎,可在調平鎖固后,用無收縮水泥砂漿灌注底板與地面之間的空隙,以增強整體穩定性和減震性能 。
1243
威岳13780573715 ??? 2月前
站得穩,才能測得準”——一位大型鑄鐵平臺的“立正”修養 
第四步:鎖緊與時效穩定靜置“養和生”:初步調平緊固后,建議靜置 24小時,讓平臺釋放內應力,避免后期精度漂移。比較終鎖緊:靜置后復核并微調至比較佳狀態,按對角線順序均勻擰緊所有墊鐵的鎖緊螺母。二次灌漿(視情況而定) :對于需要永和久固定的平臺,在鎖緊后進行二次灌漿(使用高強無收縮灌漿料),待灌漿層固化后,建議再次校驗水平度。
1029
威岳13780573715 ??? 1月前
站得穩,才能測得準”——一位大型鑄鐵平臺的“立正”修養
第四步:鎖緊與時效穩定靜置“養和生”:初步調平緊固后,建議靜置 24小時,讓平臺釋放內應力,避免后期精度漂移。比較終鎖緊:靜置后復核并微調至比較佳狀態,按對角線順序均勻擰緊所有墊鐵的鎖緊螺母。二次灌漿(視情況而定) :對于需要永和久固定的平臺,在鎖緊后進行二次灌漿(使用高強無收縮灌漿料),待灌漿層固化后,建議再次校驗水平度。
848
威岳13780573715 ??? 1月前
90%的人忽略了這一步:為什么你的鑄鐵裝配平臺精度下降那么快? 
小型平臺(如≤1000×1000mm):至少四角各放置一組墊鐵。中型及大型平臺:需在四角和中間均勻增加支撐點,例如按每1000mm間距布置一組。將選好的可調墊鐵或地腳螺栓放置在對應的支撐點上,確保其與基礎貼合緊密。吊裝平臺就位:使用起重機等設備,通過平臺上的吊裝孔,用足夠強度的鋼絲繩或專用吊具,將平臺平穩地吊運至已布置好的墊鐵上,注意避免碰撞。
1403
威岳13780573715 ??? 2月前
光固化玩家必看!為你解答3D打印中會遇到的6大問題 
調平應當注意打印平臺鎖緊的順序:先對角預鎖緊,待四個螺絲都預鎖緊后再全部鎖緊。
3529 1
ANYCUBIC3D打印機 ??? 4年前
ADAMS開鎖過程仿真 
(6)鑰匙的建立 鑰匙的輪廓要保證鑰匙插入時,正好將所有驅動鎖銷推出鎖芯,并且鑰匙頭部要有一定的傾角以便進入鎖芯從而推動彈體(建模過程中,通過折線、拉伸、倒角功能建立鑰匙)。
2841 7
擺渡人張 ??? 2年前
T 型槽裝配平臺:別讓平臺“站不穩”教你把它“焊”在C位 
精調校準:使用激光水平儀投射基準線覆蓋工作面,均勻選取8-12個檢測點(含四角、中部及T型槽交叉處)。低洼處順時針旋轉地腳螺栓升高,高處逆時針調低,反復微調至平面度誤差符合精度等級要求:00級≤0.02mm/m、0級≤0.04mm/m、1級≤0.08mm/m。鎖緊固定:按規定扭矩鎖緊地腳螺栓(M20螺栓扭矩不小于150N·m),再次用水平儀復核確認平面度無變化。
945
威岳13780573715 ??? 1月前
別讓設備“站不穩”!T型槽地軌,專治各種不平 
鎖緊驗收:對所有緊固螺栓按對角順序施加規定的扭矩(例如M20螺栓扭矩300-500N·m)進行比較終鎖緊。
1017
威岳13780573715 ??? 2月前
T型槽平臺選購指南:按焊接/檢測工況“抄作業”,告別選擇困難 
然后移動至四角及對角線位置逐點校準。對于1級精度平臺,確保各點水平度誤差≤0.02mm/m。避坑技和巧:定點時在平臺底部墊3塊臨時支撐塊,方便調整位置,比直接落地調整省時50%。節點三:穩固固定與比較終驗收鎖緊固定:擰緊可調腳頂部的鎖緊螺母。注意:鎖緊時要觀察水平儀氣泡,避免鎖緊力導致偏移。重載平臺需用膨脹螺栓將底部固定座與地面連接。
1989
威岳13780573715 ??? 2月前
三分平臺七分調,T型槽鐵地板的精度落地秘訣 
每塊地板至少需要在四角擺放4個墊鐵,對于尺寸較大的地板,中間位置也需要加放墊鐵,建議墊鐵之間的間距不超過500毫米,以確保支撐穩定。關鍵要點:優先選用鑄鐵墊鐵,這種材料耐磨且不易變形,能為后續調平提供穩定支撐。3. 初調水平使用水平儀緊貼鐵地板的上表面,通過調整墊鐵的高度,使地板初步達到水平狀態。
1263
威岳13780573715 ??? 2月前
Moldex3D模流分析之顯示視窗 
展開/收束樹 (Expand/Collapse Tree):點擊樹的右上角圖示來收起樹的顯示提供更大的顯示窗口空間。 2. 顯示選項工具欄 (Display Option Toolbar) 此工具欄位于窗口上方,在四窗口模式時,有此工具欄者為主動窗口)。下表列出每個繪圖工具的功能。 3. 底部工具欄 (Bottom Toolbar) 此工具欄位于窗口下方。
2156
Moldex3D 中國 ??? 2年前
Moldex3D模流分析模型之BLM 網格 (修復)之一 
也可以切換成使用四點定義表面網格生成的四個頂點。 3.最后一個點選完后,按下輸入 (Enter) 或鼠標右鍵,完成指令。或不按任何鍵,繼續選擇另一個表面的三點,重復手繪表面網格。 4.若有勾選網格加密,則需要再輸入網格尺寸,確認后會在手繪的基礎再參考此值加密網格。若無勾選,則只會依照使用者繪制部分來生成 (四點時會擇優以對角線分割為二)。
2544
Moldex3D 中國 ??? 3年前
圓錐滾子軸承如何安裝 
齒輪設計時要有軸向定位臺階,將軸承外環靠死,內環外側再用鎖緊螺母鎖死,根據應用條件設置鎖死的預緊力。 3、圓錐滾子軸承如何安裝及調節游隙? 一般選用圓錐滾子軸承,面對面和背靠背都可以,游隙大小要根據你選擇的軸承大小和機構要求的傳動精度選定游隙組別確定!至于調整方法可以用壓緊回松的辦法實現。瀏覽米思米官網https://www.misumi.com.cn/學習更多軸承知識
2839
MISUMI米 ??? 3年前
無框車門密封系統優化研究 
對于門框密封條來說,車門鎖完全上鎖前,門框密封條上段未受到玻璃擠壓變形,與理論位置狀態一致,因此計算過程忽略P1段密封反力,只計算P2、P3密封反力。
4935 6 3
MSC結構軟件 ??? 3年前
裝配平臺調平手把手教學:小白也能變高手 
正確做法:使用框式水平儀(精度0.02mm/m)放置于平臺中和央調節地腳螺栓,使氣泡居將水平儀移至四角及對角線位置,逐點校準確保各點水平度誤差≤0.02mm/m后,鎖緊螺母避坑提示:調平不是一次性工作。建議每半年復測一次,特別是車間有重型設備經過或季節性溫度變化大的地區。
1777
威岳13780573715 ??? 2月前
CNC加工中心有哪些不同的刀柄,BT刀柄中的7:24是什么意思? 
DIN 69871 型(簡稱JT、DIN、DAT或者DV)拉緊方式:NT型刀柄是在傳統型機床上通過拉桿將刀柄拉緊,國內也稱為ST;其它四種刀柄均是在加工中心上通過刀柄尾部的拉釘將刀柄拉緊。
2772
數控編程網 ??? 3年前
干貨|閘閥、截止閥、蝶閥的檢修工藝 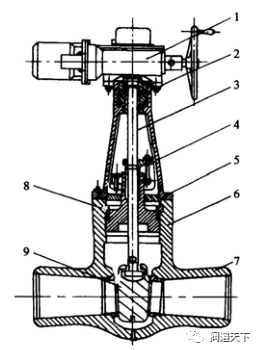
主要包括:①在閥體上,裝上密封環,用壓板壓住,并用螺栓鎖緊;②清掃密封面,裝配閥盤、閥軸,注意流向記號;③裝上下閥套、墊圈和下閥蓋;④裝上上閥套和新填料,用盤根壓蓋壓住,鎖好上閥蓋螺栓;⑤清掃管道、閥門,應無任何雜物留在管內;⑥注意管道流向,將閥門處于全關閉位置,把閥門吊裝在管道上,注意吊裝時,勿碰傷閥體,對角均勻地鎖緊螺栓;⑦裝上傳動機構,對組裝后的閥門做試運行,開關數次
3505
全球閥門網 ??? 3年前
【選型計算】機械設計基礎計算題之球軸承的分類及選型 
帶鎖緊的軸承,有獨立鎖緊裝置,適合安裝于直軸上。
2837
機械工程師 ??? 4年前
60歲老設計師總結 230條模具設計經驗,珍貴的資料! 
23.考慮注塑機裝夾模具時的螺桿長度,需要注意上下固定板的厚度,必要時四個角應該銑低一些,同時,為了提高安全性,上下固定板上可以根據注塑機上孔的位置,鉆四個螺栓孔。24.斜銷的成型端有一段直面,一般長4-6mm,為了在頂出時斜銷在107 與108板間滑動順燙底部應該倒0.5mm-1mm 的R 角。25.需要咬花的外觀品,拔模斜度的設計需要考慮咬花的程度,以免造成外觀拉傷。
3205 1
UG模具設計材料 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
