



如何提高無網(wǎng)格CAE軟件對薄壁塑料件的分析精度 

課程大綱:1.SimSolid軟件介紹2.案例介紹3.剛度、強(qiáng)度、模態(tài)、熱變形分析4.針對薄壁件的軟件設(shè)置技巧5.對標(biāo)6.總結(jié)掌握SimSold在薄壁件中快速仿真分析方法,掌握粘膠在軟件中的設(shè)置方法,對薄壁件的仿真分析精度有深刻的認(rèn)識等。Altair SimSolid是專為設(shè)計工程師開發(fā)的結(jié)構(gòu)分析軟件且極具創(chuàng)新性。
1773 2
技術(shù)鄰直播 ??? 5年前
三坐標(biāo)檢測薄壁件:如何消除裝夾變形誤差? 
在精密制造領(lǐng)域,薄壁零件(如電機(jī)端蓋、航空結(jié)構(gòu)件)的三坐標(biāo)檢測長期面臨一個隱蔽而頑固的挑戰(zhàn):裝夾變形。 在薄壁件測量中,傳統(tǒng)方法對“裝夾導(dǎo)致的變形誤差”幾乎無法覺察。
2334
深圳市中圖儀器股份有限公司 ??? 9月前
碳纖維復(fù)合材料薄壁件的注塑成型過程模擬 
利用注塑成型軟件Moldflow,模擬出碳纖維復(fù)合材料薄壁件的注塑成型過程,可提取薄壁件內(nèi)部短碳纖維取向分布,成型件翹曲變形量、體積收縮等數(shù)據(jù),利于進(jìn)行成型質(zhì)量優(yōu)化。
692 1
Wilson就 ??? 1年前
金屬圓弧形薄壁件銑削 
課程通過刀具的復(fù)雜軌跡擬合實現(xiàn)圓弧形薄壁件的銑削
1219
有那麼點東西 ??? 3年前
應(yīng)用實例 | Simufact 增材制造工藝仿真助力保時捷薄壁件打印 
02 價值體現(xiàn) 本研究揭示了激光束粉末床熔融工藝在汽車薄壁結(jié)構(gòu)中應(yīng)用的可行性。然而,該工藝相對較高的成本將限制其應(yīng)用范圍為:小批量、高端產(chǎn)品的制造。Simufact Additive 準(zhǔn)確的預(yù)測了變形和收縮線,并可以基于仿真結(jié)果進(jìn)一步進(jìn)行改進(jìn)工藝設(shè)計和驗證,最終實現(xiàn)一次成功打印的目標(biāo)。
2904
上海庭田信息科技有限公司 ??? 1年前
基于宏觀斷裂力學(xué)的CFRP薄壁結(jié)構(gòu)耐撞性能研究及應(yīng)用 
首先將單向碳纖維預(yù)浸料纏繞在設(shè)計好尺寸的芯棒上,然后抽出芯棒,將氣囊放入在纏繞好的預(yù)浸料圓管中,再將其放入模具之中進(jìn)行固定,最后用熱壓機(jī)進(jìn)行加壓得到試驗試件。所制備的CFRP薄壁圓管的纖維鋪層角度和順序為[0°/90°]4(最內(nèi)層為0°),其中0°與90°分別為薄壁管件的軸向與橫向方向。CFRP薄壁圓管的制造工藝流程如圖3所示,其中,CFRP薄壁圓管尺寸數(shù)據(jù)見表2。
4720 12 3
汽車-小江 ??? 2年前
鋁合金薄壁殼體低壓鑄造工藝方案設(shè)計 
這也促使機(jī)械制造業(yè)朝著輕量化發(fā)展,鋁合金鑄造作為制造業(yè)重要的一環(huán),為了達(dá)到輕量化的要求,鑄件的壁厚越來越薄也是必然的趨勢。但鋁合金薄壁件具有難以成形、缺陷多的特點,造成這類零件良品率低的問題。 本文以鋁合金薄壁殼體為研究對象,在建模軟件CATIA中建立帶有澆注系統(tǒng)的三維模型,應(yīng)用Procast對鑄件鑄造成形過程進(jìn)行數(shù)值模擬計算。
3273
鑄造工程師 ??? 3年前
Abaqus薄壁件三維銑削仿真案例講解

1978 1 2
紅沙西石 ??? 3年前
Abaqus薄壁件銑削(殘余應(yīng)力+最終變形)仿真案例講解(下)

1590 1
紅沙西石 ??? 12月前
ABAQUS三維大型薄壁件車削仿真 
車削仿真效果演示,需要教學(xué)私聊
936
切削仿真技術(shù)工作室 ??? 5年前
Abaqus薄壁件銑削變形仿真案例講解(Python前處理+單元生死法)

2338
紅沙西石 ??? 1年前
【設(shè)計基礎(chǔ)】常用鑄鐵件和種類與應(yīng)用 
應(yīng)用:壁厚不得過大;零件突出部分應(yīng)用較薄的加強(qiáng)肋加固,以免熱裂;形狀不易太復(fù)雜。六、無錫青銅和黃銅件收縮較大,結(jié)晶范圍小,易產(chǎn)生集中縮孔;流動性好。耐磨、耐腐蝕性好。應(yīng)用:類似鑄鋼件。七、鋁合金件鑄造性能類似鑄鋼,但強(qiáng)度隨壁厚增大而下降得更顯著。
2528 1
CAM課堂 ??? 3年前
樹脂砂工藝生產(chǎn)鑄鋼件,熱裂缺陷最頭疼,從4方面有效解決!
(2)對于薄壁鑄件,宜采用較高的澆注速度。如對某鑄鋼件,重量為125Kg,壁厚為15mm,澆注時間為14秒時不出現(xiàn)熱裂;延長至40秒就觀察到裂紋?! ?3)在鑄件易發(fā)生裂紋處設(shè)置防裂筋,是防止鑄鋼件熱裂的有效措施?! ?4)及時松箱,也有助于減少熱裂,因為可以減少鑄件的收縮應(yīng)力?! ?/div>
2371
鑄造工程師 ??? 3年前
大直徑薄壁鋼管縮徑成形工藝研究 
本文采用三維金屬成形分析軟件DEFORM 分析研究并擬定了一種大直徑薄壁鋼管的縮徑成形工藝,并據(jù)此制定了雙頭三工位臥式擠壓機(jī)方案。原材料鋼管參數(shù)和成形件尺寸如圖1 所示,材料:B510L,GB/T 3273-2015,汽車大梁用熱軋鋼。
3255 1
FMMM ??? 4年前
基于壓鑄車門的設(shè)計與仿真 
這對于大的壓鑄件或者薄壁件 有不好的影響。 車門壓鑄是要將車門壓鑄成一體零件,車 門外板屬于2~3mm 的薄壁件,因此要選擇免熱處理合金 進(jìn)行壓鑄。 綜合考慮后本文選擇上海交通大學(xué)團(tuán)隊研發(fā) 的 A3(公開專利號:CN114411020A)為車門材料。
4071 3 1
清風(fēng)徐來asd ??? 2年前
提高薄壁注塑加工精度的四個技巧 
塑膠件的應(yīng)用范圍越來越廣泛,從簡單的餐具、廚具到復(fù)雜的機(jī)械零部件、電子產(chǎn)品外殼等都有用到塑膠件,然而對于電子產(chǎn)品外殼等精密度要求較高的塑膠件,在注塑制造的時候從模具制造開始就要重視其精度要求。 而在塑膠件注塑加工階段的精度由哪些因素決定?我們又該如何來提高薄壁注塑加工件的精度呢?
2458 1
高分 ??? 4年前
改變鑄件澆注入水位置,能解決哪些問題?
3 小結(jié)澆注系統(tǒng)引入位置的選擇對鑄鋼件內(nèi)外質(zhì)量的影響很大,韶鑄在生產(chǎn)實踐中通過改變引入位置而提高鑄鋼件質(zhì)量的案例很多,在引入位置的選擇方面積累了一套經(jīng)驗,概括起來有以下幾點: (1) 盡量從鑄型最低處入水,以便鋼水平穩(wěn)上升,浮砂、夾渣充分上??;(2) 從鑄件的薄處入水,避免薄位澆不足,以及減輕因鑄件壁厚差異懸殊而造成的應(yīng)力;(3) 少用或不用階梯形澆口;(4)
2300 2 3
鑄造工程師 ??? 3年前
樹脂砂工藝生產(chǎn)鑄鋼件,最頭疼的熱裂缺陷,從四個方面出手解決!
(2)對于薄壁鑄件,宜采用較高的澆注速度。如對某鑄鋼件,重量為125Kg,壁厚為15mm,澆注時間為14秒時不出現(xiàn)熱裂;延長至40秒就觀察到裂紋。 (3)在鑄件易發(fā)生裂紋處設(shè)置防裂筋,是防止鑄鋼件熱裂的有效措施。 (4)及時松箱,也有助于減少熱裂,因為可以減少鑄件的收縮應(yīng)力。
2365
鑄造工程師 ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
拉深工藝分類1)按壁厚變化情況分:① 一般拉深(工件壁厚不變)② 變薄拉深(工件壁厚變薄)2)按使用的毛坯的形狀分:① 第一次拉深(使用平板毛坯)② 以后的各次拉深(以開口空心件為毛坯)3)拉深變形過程:4)拉深過程中毛坯各部分變化 :① 平面凸緣部分(主要變形區(qū))② 凹模圓角部分(過渡區(qū))③筒壁部分(變形區(qū))④ 凸模圓角部分(過渡區(qū))
5974 2
金屬加工前沿 ??? 3年前
汽車車身覆蓋件技術(shù)現(xiàn)狀和制造工藝發(fā)展 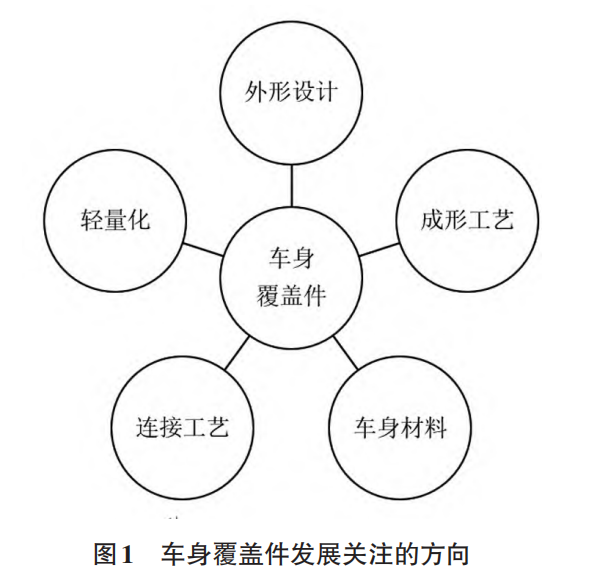
牛志超等將高壓壓鑄應(yīng)用于薄壁件進(jìn)行了可鑄造性、缺陷和力學(xué)性能方面的研究,得到了產(chǎn)品屈服強(qiáng)度和延伸率二者與澆道遠(yuǎn)近的位置關(guān)系,并且得到了大型薄壁件壓鑄產(chǎn)品容易在力學(xué)性能不均勻性方面出現(xiàn)問題的結(jié)論。
2733 2
駕駛哥 ??? 3年前
20條/頁 
 14
14 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
