



Moldex3D模流分析之宗瑋工業使用Moldex3D模具開發至交貨周期有效縮短20% 
在過去,塑料注射件的產品以使用功能為導向,因此在厚度設計與變化較為單純,在成型上借著師傳多年的經驗都可以順利決解大部份的問題,但畢竟仍必須等模具制作完成,到達試模階段才能發現問題。以塑料注射和模具開發及產品設計為核心業務的宗瑋工業,產品營銷歐美大廠已久,客戶遍及海內外。
2158
Moldex3D 中國 ??? 3年前
塑料窗體填充Moldflow分析及應用 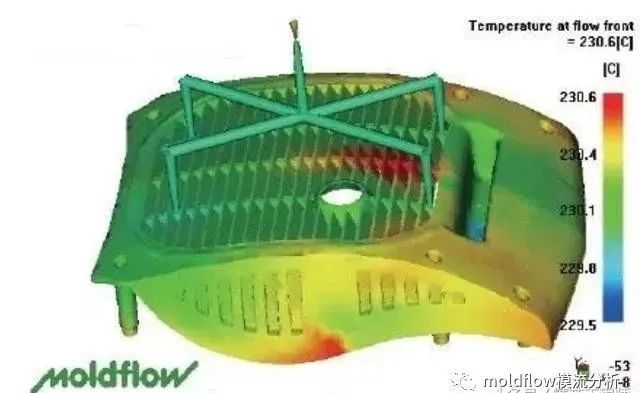
注塑工藝參數的重要性 在注塑成型生產中,塑料原料、注塑設備和模具是三個必不可少的物質條件,將這三者聯系起來并能形成一定的生產能力的技術方法就是注塑成型工藝。通常可以認為影響注塑成型質量的因素很多,但是在塑料原料、注塑機和模具結構確定之后,注塑成型工藝條件的選擇和控制,就成為決定成型質量的主要因素。一般來說,整個注塑成型周期中具有三大工藝條件,即溫度、壓力和時間。
2672
鑄造工程師 ??? 2年前
確保模具順利開發的重要步驟:T零量產關鍵因子之DFX 
根據塑料材料的特性,檢查成品的肉厚度,以避免肉厚不均勻的情況產生成品翹曲變形、縮水痕跡及充填不足等問題,影響成品的質量。圖1:將Moldex3D?/eDesign引入產品設計工作流程中,可大幅降低設計周期、縮短產品上市時間,并同時提高產品質量與利潤模具分析 模具類型:常見的二板模、三板模或其它特殊結構需要在模具設計時間與模流分析相互評估。
2860 3
型創科技2023 ??? 2年前
汽車模具分類及制造工藝 
另外,由于切削量減少,高速加工可使用更小直徑的刀具對更小的圓角半徑及模具細節進行加工,節省了部分機械加工或手工修整工序,從而縮短了生產周期。5.高速切削加工使汽車模具修復過程變得更加方便汽車模具在使用過程中往往需要多次修復以延長使用壽命,如果采用高速切削加工就可以更快地完成該工作,取得以銑代磨的加工效果,而且可使用原NC程序,無需重新編程,且能做到精確無誤。
2543 1
Im智能注塑 ??? 4年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
LCP 塑料成型加工溫度取決於塑料等級, 例如Celanese 的Vectra? LCP 通常使用270~310 ° C 的熔融溫度(其中E 和S 系列熔融溫度需更高)和約80~120° C 的模具溫度條件進行射出成型加工。而Solvay 的Xydar? LCP 可能需要320~360° C 的熔融溫度和65~95° C 的模具溫度加工條件。模具溫度越高,產品表面光澤度越高。
8295 4 1
ACMT協會 ??? 2年前
減少周期時間浪費 
住友塑料機械(上海)有限公司 (轉載自繁體版ACMT電子技術月刊No.070)前言經常有客戶向我們提出希望縮短成型周期、提升生產效率。然而,隨著成型周期的縮短,又擔心產品質量會下降或對模具造成損傷。今天要向大家介紹的就是一種在抑制風險的同時又能減少周期時間浪費的方法。
2554
ACMT協會 ??? 1年前
Moldex3D模流分析金屬脫蠟精密鑄造之快速模具溫度加熱冷卻成型技術 
為什么使用模具溫度加熱冷卻成型技術? 模具設計者和開發者在高分子射出成型加工制程上,經常遭遇結合線、流紋、凹痕等缺陷,或是加纖塑料件的表面浮纖等成型問題。一般來說,這些問題可藉由提高模具溫度獲得改善,然而,提高模具溫度會導致成型周期時間延長。
2001
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之3D金屬打印在模具產業更大更普及的應用 
變更水路配置,縮小公母模溫度差異同時改善翹曲量值,以提供正確的設計方案給3D金屬打印進行模具加工。最終結果,翹曲變形改善49%,并減少25%的成型周期。
2194
Moldex3D 中國 ??? 2年前
注塑模具試模行為規范
在塑料機上機械式頂出桿也必須調在全速開模動作之后作用,以免頂針板或剝離板受力而變形。在作第一模射出前請再查對以下各項:(a) 行程有否過長或不足加料。(b) 壓力是否太高或太低。(c) 充模速度有否太快或太慢。(d) 加工周期是否太長或太短。以防止成品短射、斷裂、變形、毛邊甚至傷及模具。若加工周期太短,頂針將頂穿成品或剝環擠傷成品。
2142
模具論壇 ??? 4年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
如果在尺寸穩定下來之前啟動過程過長,這表明模具溫度控制不好,這是由于模具需較長時間才能達到熱平衡。 模具某些部位熱分散不均會導致大大延長生產周期,從而使模塑成本加大!模溫恒定,可減少成型收縮率的波動,提高尺寸穩定性。結晶性塑料,模溫高有利于結晶過程的進行,充分結晶的塑件,在存放或使用中不會發生尺寸變化;但結晶度高收縮大。
2642
Im智能注塑 ??? 4年前
塑料性能參數對注塑成型工藝的影響 
熱塑性塑料的線性膨脹系數通常比模具鋼材大一個數量級(例如,PP的線性膨脹系數約為100-200 × 10??/°C,而POM約為80-100 × 10??/°C,而模具鋼僅為10-15 × 10??/°C)。這意味著從加工溫度冷卻到室溫,塑料的尺寸收縮遠大于模具的冷縮,其差值即表現為成型收縮率。
2715 1 1
國高材高分子材料產業創新中心 ??? 8月前
塑料件加工發脆,怎么辦? 
模具方面(1) 澆口太小,應考慮調整澆口尺寸或增設輔助澆口。(2) 分流道太小或配置不當,應盡量安排的平衡合理合理或增加分流道尺寸。(3) 模具結構不良造成注塑周期反常。3. 工藝方面(1) 機筒、噴嘴溫度太低,應調高。如果物料容易降解,則應提高機筒、噴嘴的溫度。(2) 降低螺桿預塑背壓壓力和轉速,使料稍為疏松,并減少塑料因剪切過熱而造成的降解。
2097
模具論壇 ??? 4年前
模具遇到這些問題,不再束手無策了! 
9.注塑模具中排氣不暢注塑模具中常常有氣體發生,這是由啥發生的?澆注體系與模具型腔中存有的空氣;有些質料富含沒有被枯燥掃除的水分,它們在高溫下會氣化成水蒸氣;由于在注塑時溫度太高,某些性質不安穩的塑料會發生分化而發生氣體;塑料質料中的某些增加劑蒸騰或許彼此化學反響生成的氣體。一同排氣不良不暢的原因,也需求從速找出來。
2163 1
高分 ??? 4年前
Moldex3D模流分析之冷卻階段模溫的低溫切換 
快速模具溫度加熱冷卻成型技術在充填階段迅速提高模具表面溫度,并且在保壓階段開始時將模具溫度快速冷卻。如此一來,塑件表面溫度即可依據不同成型階段進行動態調整。射出充填階段的高模溫條件將有效改善塑料的流動性及降低射出件表面問題(例如結合線、流痕、浮纖…等)發生的機會;而冷卻階段模溫的低溫切換,也能有效縮短成型周期時間。
1820
Moldex3D 中國 ??? 12月前
新模具試模需要注意的問題,你都知道嗎? 
5.要耐心的等到機器及模具的條件穩定下來,即是中型機器可能也要等30分鐘以上。可利用這段時間來查看成品可能發生的問題。 6.螺桿前進的時間不可短于閘口塑料凝固的時間,否則成品重量會降低而損及成品之性能。且當模具被加熱時螺桿前進時間亦需酌予加長以便壓實成品。 7.合理調整減低總加工周期。
2476
Im智能注塑 ??? 3年前
Moldex3D模流分析之高分子射出成型 
模具設計者和開發者在高分子射出成型加工制程上,經常遭遇結合線、流紋、凹痕等缺陷,或是加纖塑料件的表面浮纖等成型問題。一般來說,這些問題可藉由提高模具溫度獲得改善,然而,提高模具溫度會導致成型周期時間延長。因此,業界開始應用一項新的成型加工技術-快速模具溫度加熱冷卻成型技(Variotherm),藉由模具溫度的快速切換,換取制程不同階段所需的溫度。
2603
Moldex3D 中國 ??? 1年前
模具采購的成本? 
模具主要是通過所成型材料物理狀態的改變來實現物品外形的加工。在汽車、電子、儀器儀表、家電、航空航天、建材、電機和通訊器材等產品中,75%的粗加工工業產品零件、50%的精加工零件和絕大部分塑料制品都是由模具成型制成的,所以模具素有"工業之母"的稱號,主要分為沖壓模具、塑料模具、鑄造模具和鍛造模具等類。我國已經成為世界模具制造及消費大國,建立起了模具工業體系。
2225
Im智能注塑 ??? 3年前
Moldex3D模流分析之汽車電池制造商借助模流縮短70%模具開發時間 
對于塑料件和模具設計團隊而言,要確保可制造性又是一大挑戰,因為塑料相當復雜,產品質量經常會因為不同的參數結合或是不同條件下而產生變異。經過長時間的耕耘,累積近二十年的產業經驗,電池知名制造商Ramcar Technology Incorporated(RTI)致力于設計各式塑料射出件。有鑒于客戶的需求如:交貨時間、質量和成本…等日趨嚴苛,RTI 決定導入CAE分析工具來鞏固其塑料射出地位。
2088
Moldex3D 中國 ??? 3年前
【制造工藝】超全的塑料、橡膠成型工藝總結,輕松get新知識 
工藝特點: 優 點:(與壓縮成型比較) 1、塑料在進入型腔前已塑化,能生產外形復雜、薄壁或壁厚變化很大、帶有精細嵌件的塑件。 2、縮短成型周期,提高生產效率,塑件密度和強度得到提高。 3、由于塑料成型前模具完全閉合,分型面的飛邊很薄,因而塑件精度容易保證表面粗糙度也較低。
3108
機械工程師 ??? 4年前
日本精致模具設計:排氣頂針模具技術案例 
圖 3: 可調節式的排氣鑲件,不需拆模具即可,按刻度調整排氣槽深度星形主流道進澆套,大幅縮短成型周期時間日本普樂望公司所提出的新技術”星形主流道進澆 套”縮短成型周期時間,節約材料,(圖4)模具主流 道的可更換式澆套,從圖形可看到澆套的中間孔,并 不是傳統的圓形,而是以特殊的加工技術,作為六星形,星形的結構,除了節省材料之外,大幅增加了塑膠材料與模具的接觸面積,在生產時快速將熱量帶離
3476 1
ACMT協會 ??? 2年前
20條/頁 
 49
49 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
