



航空發(fā)動(dòng)機(jī)渦輪盤用拉刀刃口優(yōu)化仿真 
[5] 趙倩,賴志偉,劉小杰,等.刀具刃口鈍化對(duì)刀具切削性能影響研究進(jìn)展[J].硬質(zhì)合金,2020,37(5):378-389.[6] 吳志正,張玉華,萬(wàn)禮揚(yáng),等.基于彈性噴砂的拉刀刃口鈍化技術(shù)研究[J].金屬加工(冷加工),2023(3):6-11.[7] 于彥波,朱忠業(yè).拉刀刃口半徑對(duì)拉削表面質(zhì)量的影響[J].機(jī)械工程師,1986(6):32-34,18.
4360 2 2
NASA航天愛(ài)好者 ??? 2年前
看鐵屑顏色,你會(huì)判斷切削溫度嗎?
切屑顏色的變化過(guò)程也就是切削過(guò)程中所消耗的功的絕大部分轉(zhuǎn)換成切削熱的過(guò)程,也可以看作是刀具損耗(鋒利→鈍化→劇烈鈍化→報(bào)廢)的過(guò)程。 我們通常所說(shuō)的切削溫度是指平均溫度,干式切削過(guò)程中溫度可由200攝氏度左右上升到500攝氏度以上,鐵屑顏色的變化包括:銀白色→淡黃色→暗黃色→絳紅色→暗藍(lán)色→藍(lán)色→藍(lán)灰色→灰白色→紫黑色。
2246 1
數(shù)控編程教學(xué) ??? 3年前
【工藝知識(shí)】傳統(tǒng)鉆削與螺旋銑孔加工工藝,它們有什么區(qū)別? 
螺旋銑孔的優(yōu)勢(shì) (1)提高加工孔的質(zhì)量和刀具壽命。 相對(duì)于傳統(tǒng)的鉆孔技術(shù),螺旋銑孔顯著地提高了孔的質(zhì)量和強(qiáng)度;螺旋銑孔屬于斷續(xù)切削,較低的銑削力使得加工的孔無(wú)毛刺;刀具直徑比孔小,切屑得以順利排出,使得孔表面的粗糙度值能大幅降低;在加工復(fù)合型材料時(shí),消除了以往傳統(tǒng)打孔由于刀尖鈍化導(dǎo)致的脫層、剝離、孔表面質(zhì)量低等情況。
2303
機(jī)械工程師 ??? 4年前
車床為何會(huì)產(chǎn)生振動(dòng)?介紹幾種消除措施!
①刀具主偏角(μr角)愈大,F(xiàn)y力愈小,愈不容易產(chǎn)生振動(dòng)。因此,適當(dāng)增大刀具主偏角,消除或減小振動(dòng)。②適當(dāng)增大刀具前角,可減小Fy力,從而減弱振動(dòng)。③刀具后角太大或刀刃過(guò)分鋒利,刀具易啃入工件,容易產(chǎn)生振動(dòng)。而當(dāng)刀具適當(dāng)鈍化后,其后刀面有阻止刀具“啃入”工件的作用,可減小或消除振動(dòng)。
1874
數(shù)控編程教學(xué) ??? 4年前
車床為何會(huì)產(chǎn)生振動(dòng)?介紹幾種消除措施! 
①刀具主偏角(μr角)愈大,F(xiàn)y力愈小,愈不容易產(chǎn)生振動(dòng)。因此,適當(dāng)增大刀具主偏角,消除或減小振動(dòng)。②適當(dāng)增大刀具前角,可減小Fy力,從而減弱振動(dòng)。③刀具后角太大或刀刃過(guò)分鋒利,刀具易啃入工件,容易產(chǎn)生振動(dòng)。而當(dāng)刀具適當(dāng)鈍化后,其后刀面有阻止刀具“啃入”工件的作用,可減小或消除振動(dòng)。
2493
機(jī)械學(xué)霸 ??? 4年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):倒角篇 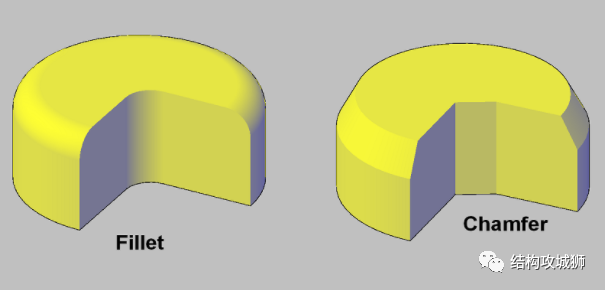
如果外觀對(duì)您的設(shè)計(jì)不重要,比如金屬機(jī)加工件,您可以選擇簡(jiǎn)單的斜角來(lái)鈍化邊沿鋒利的銳角邊,這將有助于降低零件的成本。另一方面,如果您的設(shè)計(jì)外觀需要美觀,而不得不用圓角,此時(shí),您必須注意內(nèi)圓角半徑的大小。
9777 3
結(jié)構(gòu)攻城獅 ??? 3年前
數(shù)控車工必學(xué)技巧! 
總之,加工的基本原則:先粗加工,把工件的多余材料去掉,然后精加工;加工中應(yīng)避免振動(dòng)的發(fā)生;避免工件加工時(shí)的熱變性,造成的振動(dòng)發(fā)生有很多原因,可能是負(fù)載過(guò)大;可能是機(jī)床和工件的共振,或者可能是機(jī)床的剛性不足,也可能是刀具鈍化后造成的,我們可以通過(guò)下述方法來(lái)減小振動(dòng);減小橫向進(jìn)給量和加工深度,檢查工件裝夾是否牢靠,提高刀具的轉(zhuǎn)速后者降低轉(zhuǎn)速可以降低共振,另外,查看是否有必要的更換新的刀具。
1944
機(jī)械加工網(wǎng) ??? 3年前
望“屑”診斷加工,這才是高手! 
采用鋒利的刃口處理形式 由下圖可見,相同的進(jìn)給條件下,刀片刃口鈍化鋒利,有利于斷屑。 加大主偏角,主偏角變大,切屑變厚,利于斷屑: 5.
2322
數(shù)控編程教學(xué) ??? 4年前
磨床車間師傅整理的筆記,推薦收藏 
砂輪的修整是用金剛石除去砂輪外層已鈍化的磨粒,使磨粒切削刃鋒利,降低磨削表面的表面粗糙度值。另外,修整砂輪的縱向進(jìn)給量越小,修出的砂輪上的切削微刃越多,等高性越好,從而獲得較小的表面粗糙度值。2. 工件材質(zhì)有關(guān)的因素包括材料的硬度、塑性、導(dǎo)熱性等。工件材料的硬度、塑性、導(dǎo)熱性對(duì)表面粗糙度有顯著影響。鋁、銅合金等軟材料易堵塞砂輪,比較難磨。
2438
機(jī)械加工網(wǎng) ??? 4年前
磨床車間師傅整理的筆記,快收藏! 
砂輪的修整是用金剛石除去砂輪外層已鈍化的磨粒,使磨粒切削刃鋒利,降低磨削表面的表面粗糙度值。另外,修整砂輪的縱向進(jìn)給量越小,修出的砂輪上的切削微刃越多,等高性越好,從而獲得較小的表面粗糙度值。 2. 工件材質(zhì)有關(guān)的因素 包括材料的硬度、塑性、導(dǎo)熱性等。 工件材料的硬度、塑性、導(dǎo)熱性對(duì)表面粗糙度有顯著影響。鋁、銅合金等軟材料易堵塞砂輪,比較難磨。
2531
機(jī)械加工網(wǎng) ??? 4年前
沖壓模具常見問(wèn)題匯總及解決方案,夠一年用的了! 
十一、使用長(zhǎng)方形切斷刀的注意事項(xiàng)1、步距盡量大,要大于整個(gè)刀具長(zhǎng)度的80%。2、最好通過(guò)編程來(lái)實(shí)現(xiàn)跳躍步?jīng)_。3、建議選用斜刃口模具。十二、在不超過(guò)機(jī)器公稱力的情況下如何沖孔生產(chǎn)過(guò)程中需要沖大于114.3mm直徑的圓孔。如此大的孔會(huì)超出機(jī)器公稱力上限,特別對(duì)于高剪切強(qiáng)度材料。通過(guò)多次沖孔的方法沖出大尺寸孔可以解決這一問(wèn)題。
2057
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
冷沖壓知識(shí):沖壓模具十八般武藝,活到老,學(xué)到老! 
十一、使用長(zhǎng)方形切斷刀的注意事項(xiàng)1、步距盡量大,要大于整個(gè)刀具長(zhǎng)度的80%。2、最好通過(guò)編程來(lái)實(shí)現(xiàn)跳躍步?jīng)_。3、建議選用斜刃口模具。十二、在不超過(guò)機(jī)器公稱力的情況下如何沖孔 生產(chǎn)過(guò)程中需要沖大于114.3mm直徑的圓孔。如此大的孔會(huì)超出機(jī)器公稱力上限,特別對(duì)于高剪切強(qiáng)度材料。
2176 1
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
沖壓模具常見問(wèn)題匯總及解決方案,夠一年用的了! 
十一、使用長(zhǎng)方形切斷刀的注意事項(xiàng)1、步距盡量大,要大于整個(gè)刀具長(zhǎng)度的80%。2、最好通過(guò)編程來(lái)實(shí)現(xiàn)跳躍步?jīng)_。3、建議選用斜刃口模具。十二、在不超過(guò)機(jī)器公稱力的情況下如何沖孔生產(chǎn)過(guò)程中需要沖大于114.3mm直徑的圓孔。如此大的孔會(huì)超出機(jī)器公稱力上限,特別對(duì)于高剪切強(qiáng)度材料。通過(guò)多次沖孔的方法沖出大尺寸孔可以解決這一問(wèn)題。
2377
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
