



一種車用攝像頭殼體冷擠壓成形工藝與模具設計 
圖1 產品圖設備選型此系列產品冷擠壓成形噸位預估不足60t,雖然成形噸位小,但因設備噸位限制,故只能選用500t油壓機。成形工藝與模具設計此系列產品結構可使用型材冷擠壓一次成形,冷擠壓對坯料重量、體積和端面的要求較高,需采用精密鋸切下料。型材鋸切后的坯料形狀、尺寸見圖2;模具結構簡圖如圖3所示。
2814 1
FMMM ??? 4年前
請問獲取材料的力學性能數據,是做拉伸試驗還是壓縮實驗(針對齒輪擠壓成形)?
請問獲取材料的力學性能數據,是做拉伸試驗還是壓縮實驗(針對齒輪擠壓成形)?
2019 7 3
萌_9198 ??? 2年前
基于DEFORM V11.0 星形套溫擠壓成形工藝分析 

溫擠壓成形性能介于冷擠壓和熱擠壓之間,既克服了冷擠壓變形抗力大的難題,又避免了熱加工的過熱、過燒、氧化、脫碳等缺點,所以欲采用溫擠壓先進制造技術制造星形套。
661 3
鄭彥博 ??? 5年前
基于Abaqus CEL方法實現擠壓成形 
1、ABAQUS CEL建模方法;2、擠壓成形建模關鍵點;**注意**附件inp文件需要用電腦下載,若下載下來的附件為AVI格式,請將后綴改為.inp即可。
423 7
Jackill ??? 7年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
⑶擠壓工藝改進后的模擬結果。 擠壓工藝改進后,如圖8 改進工藝后最終成形的速度和流動應力圖所示,消除階梯形孔擠壓成形出現的塌陷現象。如圖9 改進后的最終成形的有效應變圖所示,大大減少了擠壓成形由于摩擦因素和金屬流動不均勻造成的縮孔現象,提高了成形零件的質量。
2985 4 3
FMMM ??? 4年前
典型閥門閥體多向模鍛成形工藝及應用 
多向模鍛是指在閉式模腔內對坯料施加工藝力,進行多方向聯合擠壓、鍛造成形的一種模鍛方法。采用多向模鍛技術可一次成形帶內空腔、外枝丫或具有凹凸外形的復雜結構鍛件,成形的鍛件形狀復雜、尺寸精確,接近成品零件。
2840
FMMM ??? 3年前
大直徑薄壁鋼管縮徑成形工藝研究 
⑶第二道擠壓可利用第一道擠壓的余溫進行擠壓成形,減徑約25mm,擠壓前需要將工件冷卻至約700℃,使得工件的溫度分布接近均勻,在第二道擠壓時喇叭口處的材料能產生足夠的支撐力來對抗成形力,第二道擠壓成形力約500kN。⑷第三道擠壓可利用第二道擠壓的余溫進行擠壓成形,減徑約20mm,達到最終的成形形狀和尺寸,第三道擠壓成形力約550kN。
3253 1
FMMM ??? 4年前
叉車用轉向節生產工藝分析 
缺點:金屬流動距離長,對設計者要求高,需要有較豐富的設計經驗,在設計過程中需控制金屬流動方向,采用三道擠壓成形,每道擠壓的成形程度、壓下量選擇及算料過程對設計者要求較高,前期策劃及模擬次數時間要求長。由于前期對擠壓設計工藝把握度不高,對拔料后的產品溫度影響預估不足,因此樣件生產時直接采用了方案一進行開發及模具設計。
2272 1
FMMM ??? 4年前
Simufact軟件在鋁型材擠壓模具設計數值模擬的應用 附simufact.additive 3下載 
而由于鋁型材壁厚一般很薄,這給網格劃分帶來極大的困難,從而使得金屬塑性成形的有限元模擬無法進行下去[7]。 有限體積法以前多用于模擬流體的流動過程。近年來,部分學者也逐漸將有限體積法用于模擬金屬的塑性成形問題。基于Euler的有限體積法是將網格固定在空間,材料在流動過程中Euler網格不發生變化。
3011 1 1
人類使徒 ??? 4年前
電池殼成形技術研究 
圖4 蘇州斯萊克下傳動沖杯生產線杯料沖擊擠壓成形工藝(德國舒勒提供) 電池殼體原材料采用鋁材料塊,通過沖擊擠壓制成,并經過成形、處理、切邊、清洗等工藝進行加工。當沖頭擠壓料塊時,材料會向相反方向流動。之后,從兩側掃描預成形件,以檢測裂縫或變形。超出規格的產品將會被移除,以防在接下來的工藝中導致停機。
2977 1
FMMM ??? 4年前
【專業知識】鑄、鍛、焊、軋、機加工及3D打印——各種金屬材料最全的成形工藝介紹 
(8)擠壓鑄造(squeezing die casting) 擠壓鑄造:是使液態或半固態金屬在高壓下凝固、流動成形,直接獲得制件或毛坯的方法。它具有液態金屬利用率高、工序簡化和質量穩定等優點,是一種節能型的、具有潛在應用前景的金屬成形技術。
2933
機械工程師 ??? 4年前
關于分流模擠壓問題?
用deform在做金屬分流擠壓時,網格畸變(網格劃分多、少都試過了,最小單元尺寸為模孔最小距離的1/3),在焊合室出現坯料不能焊合。lower die無法正常擠出成形。溫度、擠壓速度都沒有問題。請教下相關大神,該怎么處理?
2500 1 2
i can ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
3)斷裂分離階段已成形的裂紋沿最大應變速度方向向材料內延伸,呈楔形狀發展沖裁后板料斷面分為四個部分成形工序:是使板料在不破壞的條件下發生塑性變形,制成所需形狀和尺寸的工件。成形工序:彎曲、卷圓、扭曲、拉深、變薄拉深、翻邊(孔的翻邊、外緣翻邊)、縮口、擴口、起伏、卷邊、漲形、旋壓、整形、校平、壓印、擠壓(正擠壓、反擠壓、復合擠壓)。
5971 2
金屬加工前沿 ??? 3年前
擠壓溫度對TA2大口徑管材組織與性能的影響 
由圖3(a)可知,擠壓溫度為850℃時,大口徑管材組織類型為等軸組織,晶粒分布較為均勻,平均晶粒尺寸為35~55μm。由圖3(b)可知,擠壓溫度為870℃時,大口徑管材組織類型仍為等軸組織,部分晶粒形貌呈現橢圓形或長條形,平均晶粒尺寸為60~80μm,由于擠壓變形大,成形過程中產生大量的變形熱,金屬擠壓過程中荒管實際溫度接近TA2相轉變溫度,因此組織中有少量β組織存在。
2445 1
FMMM ??? 4年前
設計仿真 | 立即預約-Simufact成形及熱處理工藝仿真解決方案 
預測零部件熱處理過程中變形、應力及相變的演化過程,為優化工藝及模具提供參考新功能簡介:全新升級的模具壽命仿真模塊海克斯康金屬成形工藝仿真軟件 涵蓋了成形工藝技術的諸多重要領域:熱鍛造、冷成形、擠壓成形、鈑金成形、軋制、環軋、旋壓、自由鍛等
2821 1
海克斯康設計與仿真 ??? 2年前
Abaqus反向擠壓成形仿真案例講解

1872
紅沙西石 ??? 3年前
雙工位雙向臥式框架伺服數控擠壓液壓機設計與開發 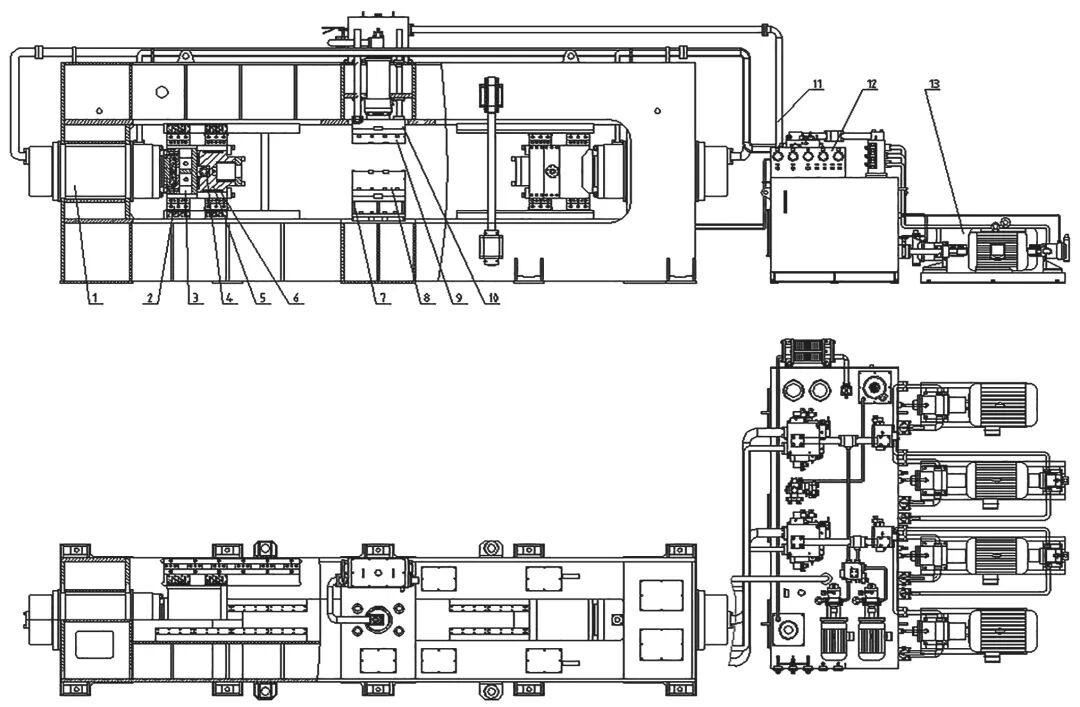
文/司宗青·蘇州虹逸重工科技有限公司雙工位雙向臥式框架伺服數控擠壓液壓機(圖1 和圖2),主要適用于借助專用模具和步進梁輸送工件機構或桁架機器人的工況,可實現圓管材、圓棒料以及方材等兩端同時同步高效熱(冷)擠壓成形新工藝,是專門用于滿足汽車車橋、火車車輛輪軸、汽車半軸、汽車傳動軸的臥式擠壓液壓機,是車輛行業特種鍛造專用液壓機。
3281 1
FMMM ??? 3年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
成形工序:毛坯或零件改變形狀的工序,包括拉深、彎曲、脹形、縮口、刻印、起伏成形、翻邊、局部擠壓、熨薄和整形等。 復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合模或連續(級進)模來實現。
4597 5
數控編程網 ??? 3年前
Abaqus利用ALE方法進行擠壓成形仿真案例講解

1933
紅沙西石 ??? 3年前
某曲軸多楔輪旋壓成形工藝研究 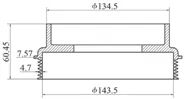
金屬在旋輪徑向進給作用下主要發生徑向及軸向流動,工件變形區持續擴大,隨著增厚程度增加,工件將與下模完成貼模,成形出下筒內壁,部分金屬在旋輪的擠壓作用下有明顯地向凹槽中流動的趨勢以完成法蘭處聚料,聚料越充分后續法蘭成形效果越好。因此,第2 道次旋平工步中最優參數的確定對曲軸多楔輪整體成形質量有著非常重要的影響。
2260 5 3
仿真客 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
