



4種鑄件澆注方式對應鑄件類型全面解析 
鑄件缺陷種類繁多,影響鑄件質量的因素存在于與鑄件生產有關的每道工序中,如圖1所示。大型鑄件的特點是尺寸大,即體積大、質量重、澆注的鐵液多、壁厚相對較厚,形狀有的簡單、有的復雜;不同領域的鑄件,具有不同的要求。大型鑄件澆注系統設計及澆注需掌握的主要原則為分散底注(分層注人效果最好),快速澆注(多加出氣冒口),高溫澆注(加強芯子排氣)。
5031
鑄造工程師 ??? 4年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設計 
從鑄件自然凝固過程模擬可以看出,鑄件最后凝固的部位大部分位于水平中分面法蘭附近,水平中分面朝上可以方便地設置冒口,補縮鑄件這部分區域。同時,由于整個鑄件都位于下箱,造型操作、配箱尺寸控制都比較方便。因此該汽缸采用水平中分面法蘭朝上是合理的分型方案。 2.3 澆注系統的設置汽缸類鑄件在工作中承受很大的壓力,對鑄件的致密度要求高。
4450
我愛汽輪機仿真 ??? 2年前
基于自動迭代法的鑄件變形補償技術的開發與應用 
造成鑄件變形缺陷的原因有很多方面,如鑄件結構設計不當;鑄件頂出不平衡;模具溫度不平衡等。變形缺陷對鑄件質量的影響主要表現在以下幾個方面:1)影響鑄件的尺寸精度;2)影響后續的機加工,變形量過大可能導致鑄件有些面加工過深,有些面加工不到。3)對于加工過深的部位,由于壓鑄件表面致密層被去掉而使鑄件內部的孔洞缺陷(如氣孔、縮松等)外露,影響到鑄件外觀及密封性能(針對有密封要求的零件)。
2383 5 4
C3PChina ??? 3年前
閥門鑄件變黑的原因你了解多少? 
在工業化的推動下,閥門鑄件不斷開拓市場。隨著閥門制造技術的發展,閥門鑄件的應用領域也不斷拓寬。但是,因為閥門鑄件的特殊性,在使用的過程中,很多人都會發現閥門鑄件發黑的情況,這是什么原因呢?
2184
全球閥門網 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質量和生產成本及效率 
從而徹底解決:鑄件粘砂,鑄件砂眼,鑄件粗糙,鑄件氣孔,鑄件夾雜〔渣〕,球磨鐵變異,鑄鋼滲硫裂紋,增碳缺陷等。殼型鑄造方法生產的鑄件尺寸精度高,表面粗糙度低,可節省大量的金屬切削消耗和機加工工時,并且由于型砂用量和造型方法的改變,為鑄造生產的機械化和自動化創造了條件,因而特別適用于生產批量較大、精度要求較高的鑄件。
5639 1
鑄造工程師 ??? 2年前
熔模鑄件缺陷分析與案例,了解缺陷類型、學會分析并解決缺陷 
(3)嚴重缺陷 鑄件在使用過程中,由于應力、時間、溫度、環境介質或操作失誤等因素的作用,使鑄件失去原有的功能的現象,稱之為鑄件失效。如果鑄件存在缺陷導致失效,稱為嚴重缺陷。鑄件失效給用戶造成重大的經濟損失時,用戶將提出不菲的索賠。為此,就必須委托第三方權威檢測機構,有時利用電鏡、探針和各種譜儀等先進分析檢測手段,更加精準的判定鑄件失效的真正原因。
3292
鑄造工程師 ??? 4年前
從5方面分析鑄件產生熱裂的原因及相應解決辦法 
根據上述分析可見,影響鑄件形成熱裂的因素是多方面的。因此,當考慮防止熱裂的措施時,不能從單方面的影響因素著手解決,需結合具體情況進行綜合分析,從而采取相應辦法方可。1、鑄件結構鑄件結構設計不合理,往往是熱裂產生的原因之一。所以,在設計鑄件時應注意以下幾點:a、兩截而相交處不要設計成直角拐彎,須設有圓角。圓角的形狀、大小視鑄件的交接情況確定。
2523
鑄造工程師 ??? 4年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
簡述了發動機缸蓋類鑄件、輪類鑄件、框架類鑄件、泵殼閥類致密性鑄件等幾種典型鑄鐵件采用將鑄件分割置于上、下型的做法,甚或是鑄件全部設置于上型的工藝方案,分析了其容易導致氣孔、澆不足、冷隔、縮孔、縮松、錯邊等鑄造缺陷的原因。
2472
鑄造工程師 ??? 4年前
消失模工藝鑄件含碳量超標的9大主要原因分析及操作要點匯總 
03 選擇適宜的泡沫密度進行鑄件模樣的制作。在保證模樣制作溫度技術要求和鑄件生產澆注時不出現因泡沫塑料質量引起的其他缺陷時,制作鑄件模樣的泡沫密度越小、泡沫塑料越少,對減少鑄件的滲碳積碳現象越好。 04 提高鑄件模樣的制作質量。
2300
鑄造工程師 ??? 4年前
印度,全球第二大鑄件產量國!近年鑄造產業發展分析 
圖2 2020年印度不同材質鑄件產量占比 2014-2020年印度鑄件產量的趨勢變化如圖3所示。受印度經濟放緩及新冠肺炎疫情(COVID-19)全球爆發的雙重影響,2019年印度鑄件產量約為1149萬噸,同比降幅14.13%;2020年印度鑄件產量約為1131萬噸,同比降幅1.57%。
2935
鑄造工程師 ??? 4年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
由于造成鑄件炭黑缺陷的因素是多方面的,在生產中企業應該盡可能得控制好所有影響鑄件產生炭黑缺陷的條件,謹防炭黑缺陷影響鑄件整體質量。一般情況下,消失模鑄造過程中會采用EPS或StMMA模樣的消失模,即白模,白模易產生炭黑缺陷,造成鑄件表面出現積碳、炭黑、黑渣狀雜物。
4888 4 1
鑄造工程師 ??? 2年前
優化鑄件設計及工藝條件 | Porsche汽車應用FLOW-3D 
、使用仿真軟件來計算結構-機械(有限元網格)和鑄造參數,以彈簧支柱安裝為例,鑄件目標為滿足鑄件的剛度和工作負載的要求以盡可能低的重量獲得較好的可鑄性、在鑄件品質中取決于鑄件的填充和凝固、缺陷和結構力學取決于幾何形狀、減少缺陷提高鑄件質量、集成鑄造仿真開發及壓鑄過程的技術影響。
2235
FLOW3D 流體仿真 ??? 1年前
精鑄件CAE分析精度提升方法研究 
摘 要:精鑄件在汽車支架類零件中應用十分廣泛,其分析精度的準確性對于產品的使用性能以及整車的安全性能有著非常重要的作用,產品CAE分析精度主要影響因素有分析模型的合理性、分析工況的全面性、鑄件網格模型的選擇、連接單元的建模方法、鑄件后處理結果的讀取對結果的判定等,本文中采用一實例吊耳支架總成結構來進行驗證,該支架在路試中出現裂紋,通過調整分析模型得到分析結果與實物裂紋位置一致,并通過優化手段對結構進行加強并滿足要求
4302 6 1
星空caer ??? 2年前
淺談重力鑄件模流分析 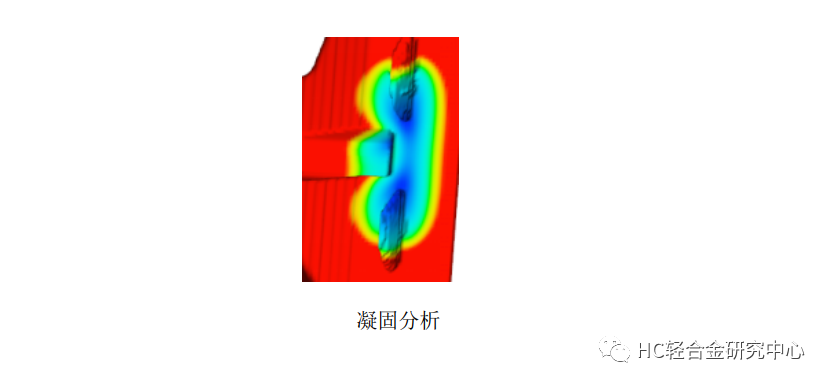
采用金屬型重力鑄造工藝,其優點是,冷卻速度快,鑄件組織致密,力學性能較砂型高15%左右;本文通過對模流分析的主要過程進行分析,軟件的物理模型進行適當的選用并根據鑄造過程的實際條件設置邊界參數,對重力鑄造過程中的鋁液流動、凝固進行了模擬分析,最終獲得了滿足鑄件質量要求的工藝方案。
4206 5 1
鑄造工程師 ??? 2年前
鑄造中鑄件需要使用多大直徑的冒口?補縮怎么計算?教你4個簡單易學的計算方法 
第一、模數法 模數指的是鑄件被補縮部位的體積與散熱表面積的比值稱為模數。 模數基本等同于鑄件的凝固時間,也就是說不同形狀大小的鑄件,只要模數相同,我們就認為他們的凝固時間幾乎相等。當我們使用模數法時,基本遵循兩條原則:1.冒口的模數需大于鑄件被補縮區域的模數。2.冒口必須有足夠的金屬溶液補充鑄件收縮部分的體積收縮。
2580
鑄造工程師 ??? 4年前
使用FLOW-3D的低壓鑄造鋁合金鑄件充型過程卷氣行為研究 
圖6 實際生產的鑄件 圖7 鑄件拉伸性能結果通過拉伸試驗可以得到鑄件的抗拉強度和伸長率,見圖7。可以看出,沒有下落結構的鑄件抗拉強度和伸長率比較穩定,其抗拉強度平均值為191MPa,伸長率的平均值可以達到5.3 %;而具有30 mm 下落結構的鑄件抗拉強度和伸長率都出現了一些比較低的值。
2173
FLOW3D 流體仿真 ??? 1年前
鑄件品質探討:小氣孔大問題,從這10點入手消除鑄件氣孔 
在鑄件生產過程中都會出現各種各樣的缺陷,影響鑄件質量,甚至讓鑄件直接報廢,氣孔就是其中比較常見的,無論鑄鐵件、鑄鋼件還是合金鑄件都可能出現氣孔的問題。 氣孔特征 皮下氣孔大多數情況下是由多個直徑為1-3mm的小氣孔,成串橫列于鑄件表面以下1-3mm處。
2591
鑄造工程師 ??? 4年前
鑄造沙眼與鑄件缺陷的原因及對策 
它可能和凹陷現象一起出現,也可能在鑄件的某個特定位置頻繁出現。
2979
德松模具鋼材有限公司 ??? 1年前
改變鑄件澆注入水位置,能解決哪些問題?
3 小結澆注系統引入位置的選擇對鑄鋼件內外質量的影響很大,韶鑄在生產實踐中通過改變引入位置而提高鑄鋼件質量的案例很多,在引入位置的選擇方面積累了一套經驗,概括起來有以下幾點: (1) 盡量從鑄型最低處入水,以便鋼水平穩上升,浮砂、夾渣充分上浮;(2) 從鑄件的薄處入水,避免薄位澆不足,以及減輕因鑄件壁厚差異懸殊而造成的應力;(3) 少用或不用階梯形澆口;(4)
2298 2 3
鑄造工程師 ??? 3年前
鑄件砂眼鑒別要點匯總,以三種鑄件砂眼為實例講解! 
1.砂眼的定義及鑒別 鑄件內部或表面包裹砂粒或砂塊的孔洞,稱為砂眼。根據砂眼出現的位置,可分為表面砂眼和內部砂眼。對于鑄件表面的砂眼,用肉眼外觀檢查即可識別;對于鑄件內部的砂眼,要用超聲或者射線探傷進行檢驗。 通常,砂眼與夾渣的外觀有相似之處,有時候容易混淆。
3102
鑄造工程師 ??? 4年前
20條/頁 
 17
17 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
