鑄造缺陷預測-FLOW3D熔模鑄造收縮缺陷預測(凝固、縮松、卷氣、夾渣)

 |
案例原文附件下載(論文附圖) |
熔模鑄造工藝是公元前4000年左右流行的最古老鑄造工藝之一。它涉及將液態(tài)金屬澆鑄到圍繞消耗性(蠟)圖案創(chuàng)造的陶瓷殼模中。此前它被用來生產(chǎn)金,銀,銅和青銅合金的珠寶和偶像。1897年,投資鑄造過程作為一種現(xiàn)代工業(yè)流程被使用,當時牙醫(yī)開始使用它制作冠和鑲嵌物,如1897年愛荷華州議會布拉夫斯的巴納巴斯弗雷德里克菲爾布魯克所描述的那樣。在二十世紀40年代,二戰(zhàn)期間由于對傳統(tǒng)方法不能成形的特殊合金的精密網(wǎng)狀制造技術的需求增加,或者需要太多機加工,所以增加了熔模鑄造工藝的使用。
投資鑄造過程包括四個主要步驟:
創(chuàng)建蠟模,然后用澆注系統(tǒng)進行清潔和裝配以形成圖案簇或“樹”
或者用精細和粗砂顆粒的漿料涂覆樹木以獲得陶瓷殼
將殼干燥,加熱熔化蠟,然后預熱以增加其強度并準備澆注
最后將鑄造合金熔化并倒入預熱的殼體中; 凝固后殼體破裂以獲得鑄件
從投資鑄造過程中獲得的零件被用于許多關鍵應用,因此它們需要沒有內部缺陷。在熔模鑄造過程中出現(xiàn)的主要缺陷是陶瓷夾雜物,裂紋,變形,飛邊,失控,收縮,夾渣和冷關閉。 為了預測所得鑄件的質量,有必要研究各種鑄造工藝參數(shù)的影響,如金屬模傳熱系數(shù),澆注溫度,殼厚度和殼體傳熱系數(shù)。隨著現(xiàn)代計算機系統(tǒng)和仿真軟件的出現(xiàn),模具填充和凝固的模擬越來越多地用于鑄造廠,以預測鑄造缺陷并優(yōu)化設計以獲得最大產(chǎn)量。
這項工作的主要目的是調查是否特有的熔模鑄造工藝可以有效實施輻射傳熱是在熔模鑄造工藝主要因素,而成型外殼 FLOW-3D。通過使用FLOW-3D對簡單幾何模型進行熔模鑄造過程的模具填充和凝固模擬,也可以對這兩個過程組件的不同影響進行研究 。在不同地點獲得的溫度的數(shù)值通過文獻[1]報道的實驗結果進行驗證。還研究了輻射傳熱系數(shù),殼模厚度以及澆口和入口的位置的影響。
方法
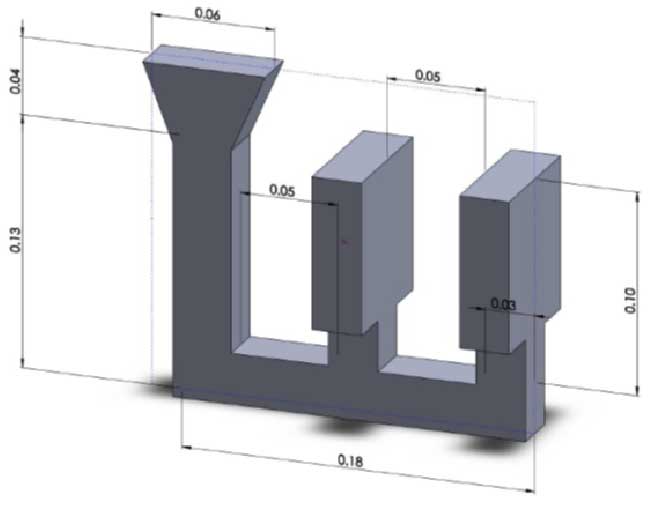
本研究中使用的計算幾何圖如圖1所示。使用以下步驟創(chuàng)建殼模:
將幾何圖形作為組件1導入到 FLOW-3D中, 并使用指定的單元大小在導入的幾何圖形周圍創(chuàng)建網(wǎng)格塊。
創(chuàng)建類型為“complement”的component1的第一個子組件,使子組件外的所有內容都可以達到網(wǎng)格的范圍。
從固體數(shù)據(jù)庫中定義此固體塊的模具材料屬性。
有一個選項可以在固體屬性GUI中的組件屬性下定義“熱滲透深度”。在那里可以定義殼厚度值。
現(xiàn)在運行預處理器。
轉到分析選項卡> 3D選項卡,然后打開 上一步中創(chuàng)建的 prpgrf文件。在“Iso-surface”和“color variable”下,選擇“thermal active component volume”并選擇“Render”。
現(xiàn)在在Display中它應該只顯示幾何的外殼部分。
通過在對象列表(左側,窗口底部)中選擇“component 1”,右鍵單擊“component 1”并選擇“export to stl”,將該曲面保存為STL文件。
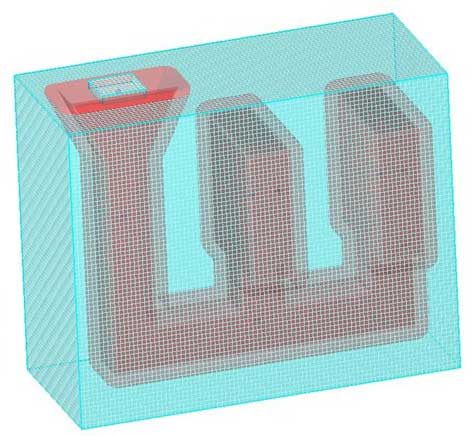
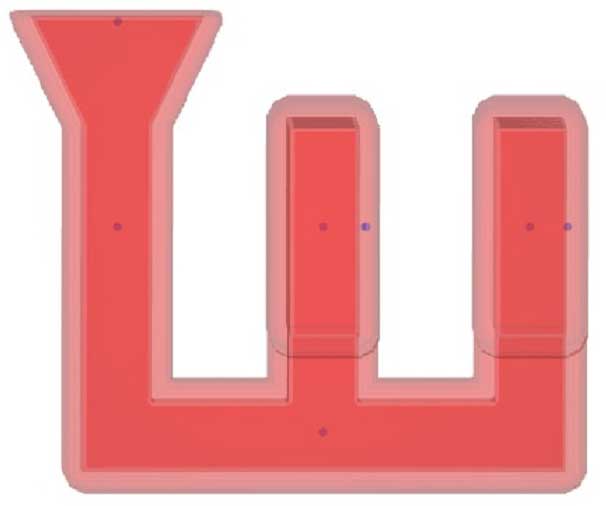
在創(chuàng)建殼模的STL文件后,將該文件作為組件1導入到一個新的模擬中,之前創(chuàng)建的鑄造幾何作為子組件導入,并將該類型選為“孔”。圖2顯示了鑄造幾何形狀以及殼模。這是我們的計算領域。接下來的任務是創(chuàng)建一個網(wǎng)格來將計算域離散化為立方體/矩形單元格。網(wǎng)格在FLOW-3D中 生成 通過創(chuàng)建一個網(wǎng)格塊。對于目前的工作,我們選擇了圖3所示的均勻網(wǎng)格選項,其中選擇2.5mm的固定單元尺寸。為當前模擬創(chuàng)建兩個網(wǎng)格塊,其中網(wǎng)格塊2用于入口位置周圍。在殼體周圍形成空隙區(qū)域,以解釋殼體與環(huán)境空氣之間在30℃下的傳熱。這被選擇為具有’傳熱類型1’的空隙區(qū)域,并且分配殼體和環(huán)境空氣之間的傳熱系數(shù)值。傳熱類型1將是包括輻射的集總傳熱系數(shù)。
選擇用于殼模的材料是鋯石,熱性能可以從Sabau和Vishwanathan [2]進行的實驗中獲得。表1顯示了在研究中使用的材料分配的值。
| 材料 | 屬性 | 值 | 單元 |
| Fluid-AluminiumA356合金 | 密度 | 2437 | 公斤/立方米 |
| 導熱系數(shù) | 116.8 | W /(m K) | |
| 比熱 | 1074 | J /(kg K) | |
| 潛熱 | 433.22 | 千焦/立方米 | |
| 液相線溫度 | 608 | 0℃ | |
| 固相線溫度 | 552.4 | 0℃ | |
| 鋯石模具 | 導熱系數(shù) | 1.09 | W /(m K) |
| 比熱*密度 | 1.63E + 06 | J /(m3K) |
初始和邊界條件如表2所示。
| 模具溫度 | 430℃ |
| 熔融溫度 | 680℃ |
| 填充時間 | 7秒 |
| 界面?zhèn)鳠嵯禂?shù) | 850 W / m 2 K |
| 環(huán)境與模具之間的傳熱系數(shù)(輻射效應) | 30 -100 W / m 2 K |
表2.用于模擬的初始和邊界條件
進入澆口盆的熔體的初始速度和溫度以網(wǎng)格塊2頂部邊界處的速度邊界條件給出。默認情況下所有其他邊界被設置為對稱類型。
結果與討論
驗證報告的實驗結果
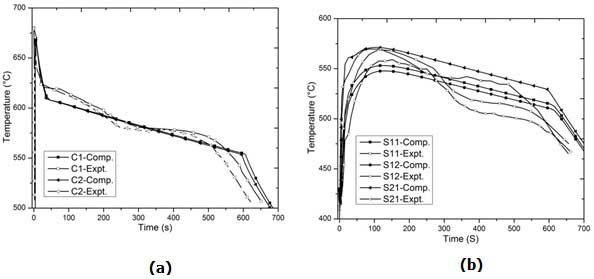
Sabuet.al [1]在填充和凝固過程中獲得冷卻曲線的實驗中選擇了四個位置用于驗證目的。它們被稱為C1,C2和S11,S12和S21。點C1和C2位于雙板鑄件的中心,S11,S12和S21都位于殼體中。圖4顯示了這些位置的溫度演變情況。
可以看出,溫度分布的數(shù)值和實驗結果的比較在可接受的范圍內。對于探測點C1和C2,數(shù)值和實驗結果之間的變化在凝固過程中在5%以內,在凝固后在12%以內。對于殼中的點,數(shù)值結果比實驗結果高5%左右。這可能是由于為殼材料分配熱物理性質和殼體傳熱系數(shù)的值所做的假設。
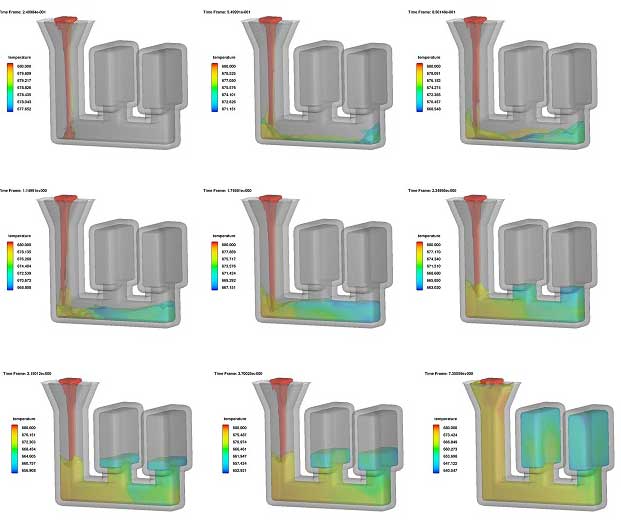
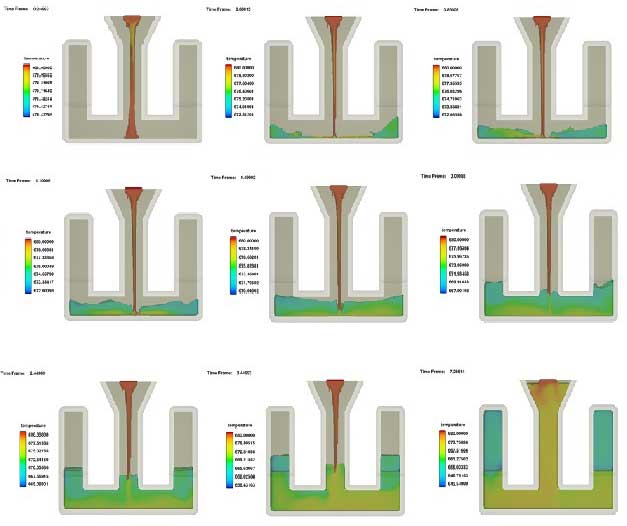
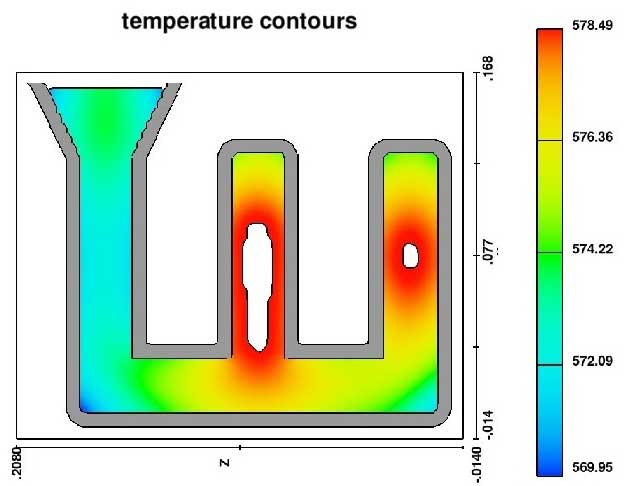
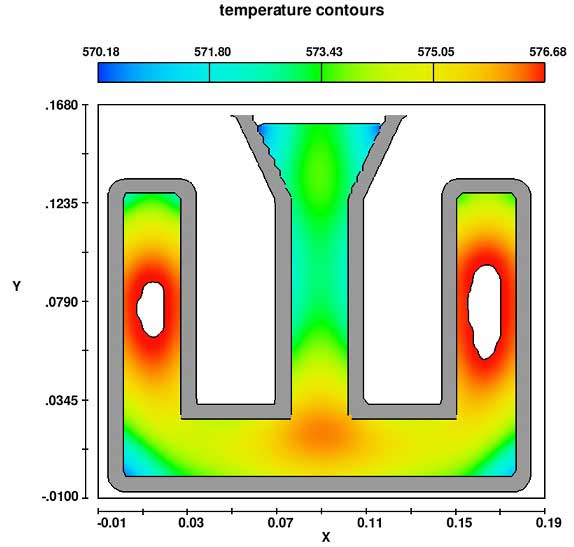
為兩個不同的澆道位置填充序列和凝固圖案
在圖5a和5b中示出了在兩個不同澆口位置的模具填充期間的填充序列。可以觀察到,最后的直澆道產(chǎn)生更多的飛濺,這可能導致夾雜型缺陷。當澆道位于中間時,流動更加均勻并且在兩個澆鑄區(qū)段中顯示類似的溫度分布。對于兩種情況,圖5c和5d顯示了50%固化后的溫度分布的2D視圖。從收縮位置,非常清楚,兩個澆道位置都會導致缺陷。
在圖5a和5b中示出了在兩個不同澆口位置的模具填充期間的填充序列。可以觀察到,最后的直澆道產(chǎn)生更多的飛濺,這可能導致夾雜型缺陷。當澆道位于中間時,流動更加均勻并且在兩個澆鑄區(qū)段中顯示類似的溫度分布。對于兩種情況,圖5c和5d顯示了50%固化后的溫度分布的2D視圖。從收縮位置,非常清楚,兩個澆道位置都會導致缺陷。
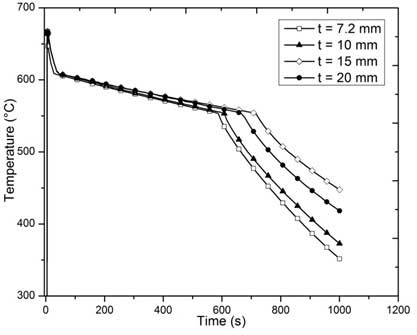
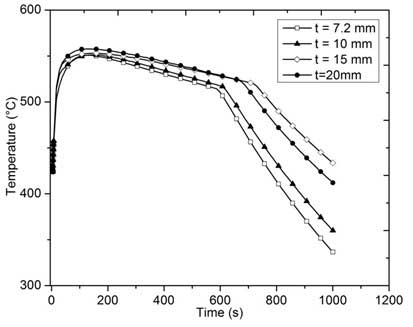
殼厚度的影響
為了研究殼厚度對熔模鑄造的影響,考慮殼厚度為7.2,10,15和20mm的鑄件。圖6a和6b顯示了在鑄件中的特定位置處的冷卻曲線,其被描繪為C1并且在殼模具中的特定位置處,其在凝固期間被描繪為S11。可以看出,陶瓷殼體的厚度從7.2mm增加到15mm降低了冷卻速率,因此導致更長的凝固時間。
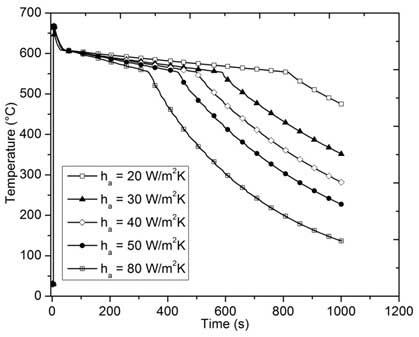
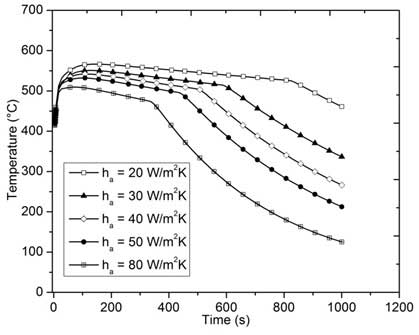
殼體傳熱系數(shù)的影響
殼體傳熱系數(shù)h a代表通過輻射從殼模外壁向周圍空氣散熱的速率。為了研究這種效應,傳熱系數(shù)的值從20到80W / m 2 K變化。從圖7a和圖7b可以看出,h a的變化 對鑄造材料和殼體的冷卻速率有顯著影響。當傳熱系數(shù)從20增加到80 W / m 2 K時,可以看出C1處的凝固時間從812秒減少到334秒(減少了大約44%)。因此,改變h a的值 將影響鑄造產(chǎn)品的微觀結構。
結論
使用FLOW-3D進行熔模鑄造過程的模具填充和凝固模擬 。已經(jīng)進行了參數(shù)研究以研究鑄造參數(shù)對鑄造過程的影響。本研究可得出以下結論:
FLOW-3D 能夠模擬多腔模具中的填充和凝固,用于熔模鑄造過程。探頭位置的預測溫度分布在實驗數(shù)據(jù)的可接受范圍內。
對于殼體厚度,可以看出,在兩種情況下殼體都存在臨界厚度,超過該厚度,傳熱特性反轉。隨著殼體厚度的增加,可以看到凝固時間增加,直至臨界厚度,然后開始減小。對于原始幾何形狀,臨界厚度位于15至20毫米之間,而對于修改后的幾何體,位于10至15毫米之間。
發(fā)現(xiàn)殼與環(huán)境空氣之間的傳熱系數(shù)h a對傳熱特性具有最顯著的影響。當h a 增加4倍時,從20到80 W / m 2 K,澆口中心的凝固時間減少了40%以上。
參考
Sabau,AS,“熔模 鑄造過程的數(shù)值模擬”,美國鑄造協(xié)會會刊,vol。113,第05-160號文件,2005年。
Sabau,AS,和維斯瓦納坦,S., 鋯石的熱物理性質,并在熔模鑄造工藝中使用的二氧化硅基熔融殼, 所述美國鑄造學會會刊,第 112,2004年第04-081號文件。
「FLOW3D鑄造仿真」壓力、速度
如何設定壓力、控制速度(射速)、控制溫度等參數(shù)?!壓鑄金屬按填充型腔過程,需要考慮壓力、速度、溫度以及時間等工藝因素,使用軟件仿真分析壓鑄過程「高壓鑄造」「壓力鑄造」「壓鑄工藝」
如何設定壓射力最佳壓力值?壓力的大小影響射速,由壓射缸的截面積和工作液的壓力所決定「高壓鑄造」「壓力鑄造」「壓鑄工藝」
如何確定鑄造工藝?高壓鑄造適用范圍?鑄件分為有強度要求的和一般要求的兩類,對于有強度要求的,應該具有良好的致密度.這是應該采用高的增壓比壓「FLOW3D鑄造仿真分析」「高壓鑄造」「壓力鑄造」「壓鑄工藝」
如何設定壓力鑄造壓力、射速?考慮工藝因素和結構復雜程度,導熱和比熱性,凝固溫度范圍,模具溫度,結構。「射速」「壓射速度」
「FLOW3D鑄造仿真」材料
壓鑄鋁合金中各元素的作用和影響「高壓鑄造」「壓力鑄造」「壓鑄工藝」
「FLOW3D鑄造仿真」壓鑄模具
如何優(yōu)化設計壓鑄模具設計(鑄造模具)?模具結構考慮因素湯餅,湯道,澆道,澆口,產(chǎn)品,真空澆道頭,鑄孔,渣包,優(yōu)化模具設計。「FLOW3D鑄造仿真」「壓鑄模具」「鑄造模具」「鑄造模具設計優(yōu)化」
「FLOW3D鑄造仿真」鑄造方案
優(yōu)化鑄造方案,提前發(fā)現(xiàn)鑄造缺陷,優(yōu)化澆道設計(進澆截面積、型腔內部速度)、排氣設計、渣包設計、冷卻設計(防止產(chǎn)品變型)、滑塊方案。「鑄造方案」「排氣」「渣包」「冷卻」
如何從鑄造原理出發(fā),通過仿真分析優(yōu)化鑄造方案?工藝因素帕斯卡原理、伯努利定理、壓鑄機結構、壓鑄機、壓鑄的射出過程、高速低速、充填時間、鑄造壓力、射出波形。「鑄造原理」「壓鑄機」「充填時間」「射出波形」





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




