



高速沖壓模具吊緊緩沖組件的設計原則 
圖4 整體式大壓料板結構圖圖5 分開式小壓料板結構圖 一般設計原則:對于整體式大壓料板,總共設置6 個吊緊緩沖組件;對于分開式小壓料板,單側設置4 個吊緊緩沖組件,總共設置8 個吊緊緩沖組件。 以往上模吊緊緩沖組件的設計,很大程度上來自于設計人員的經驗。
2466 1
金屬加工前沿 ??? 3年前
如何使用UG一步式展開? 
,如下圖所示: 5、點擊窗口對話框目標區域選擇面選項設定壓料面,鼠標點擊選擇前面去除的中間壓料面,如下圖所示: 6、參數設置,在分析可成型性一步式窗口【厚度】選項【曲面類型】右邊小三角下拉菜單中選擇“中位面”一【厚度】選項右邊輸入材料的厚度“1.2”,如下圖所示: 7、接著還是在分析可成型性一步式窗口【計算】選項鼠標點擊【網格】
6471 2 1
機械設計師 ??? 4年前
淺析基于鋁門外板模具關鍵技術解決方案 
對于翻邊工 藝內容嘗試驗證多種壓料方式對產品質量變化趨勢并結合CAE 分析;進行行之有效的數據后處理,為制件調試及質量提升提供理論數據支持,可有效縮短制件調試周期,降低成本。前門外板翻邊區域有無下壓料的理論與實際狀態對比,如圖8、圖9 所示。
4303
FMMM ??? 2年前
談談模具制造的兩個關鍵工序:模具研配和調試方法(下) 
第二類,壓料板壓不住造成的變形。壓料板壓不住造成的變形一般在切邊、翻邊、整形的位置附近。在進行切邊、翻邊、整形時對這些位置附近的材料都會產生連帶拉扯,如果壓料板壓不住,不該流動的局部材料發生了流動,就會造成變形。比如局部整形對材料的拉扯,翻邊對材料的拉扯和切、翻邊上模升起時都會造成零件局部變形。改善壓料板的壓料面能壓住板件,減小受影響區域和影響程度,就可以減輕變形。
4113
FMMM ??? 4年前
側圍外板尾燈口暗坑優化方法研究 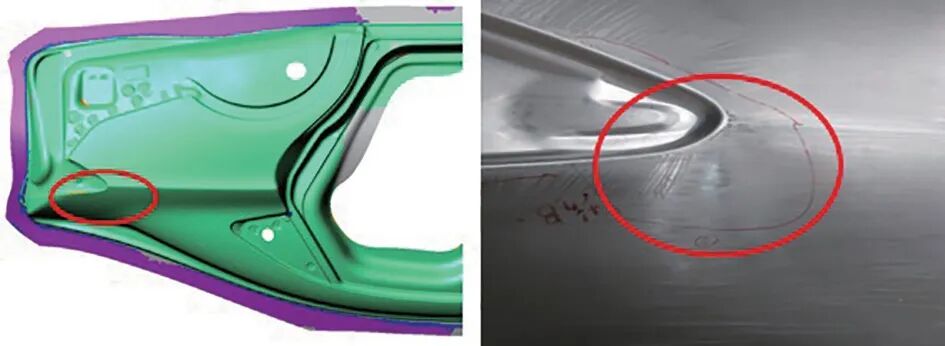
優化拉延、整形模具凸模A 面狀態后,在保證模具凸模型面標準穩定,通過可控的整形壓料,消除壓料型面強壓不實的影響,以批量生產穩定性來驗證效果。通過以上措施的實施,自動線調試生產,側圍外板尾燈口暗坑優化后油石連線正常,制件合格穩定,不需要返修。如圖11 所示,側圍外板尾燈口暗坑缺陷已優化至消除。
2029 1 1
金屬加工前沿 ??? 3年前
沖壓拉伸件的缺陷及其預防措施 
模具的壓料裝置失靈或根本不起壓料作用,必須重新調整壓料力或更換壓力彈簧使其工作正常。 7彎曲件彎曲部位產生裂紋(彎曲變形區的內應力超過材料的強度極限)A. 消除彎曲區外側的毛刺,毛刺會造成該區域的應力集中,◆ 減小彎曲變形量◆ 清除此區域的毛刺◆ 有毛刺的一側放在彎曲區的內側。B.
1931
模具設計UG編程教學 ??? 4年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
尺寸形狀不合格 原因材料的回彈造成產品不合格;定位器發生磨損變形,而使條料定位不準,必須更換新的定位器;在無導向的彎曲模中,在壓力機上調整時,壓力機滑塊下死點位置調整不當,也會造成彎曲件形狀及尺寸不合格;模具的壓料裝置失靈或根本不起壓料作用,必須重新調整壓料力或更換壓力彈簧使其工作正常。
1969
模具設計UG編程教學 ??? 4年前
沖壓模具常見工藝問題解決方法 
哈嘍,大家好 今天給大家分享一個 沖壓模具常見工藝問題解決思路 常用解決成型、拉深起皺方法: 加筋、加大壓料力、調坯料、分步成型、改變成型接觸方式、做余肉改造型、拉伸時凹模做浮動壓塊;常用解決成型、拉深開裂方法: 降低拉延深度、
3242 3 1
金屬加工前沿 ??? 3年前
沖壓模具設計前的規劃與步驟 
(4)斷定壓料、卸料、頂件及推件辦法,并對相應的壓料板、卸料板、推件塊等進行規劃。 (5)模架規劃:包含上下模座及導向辦法的規劃,也能夠選用規范模架。 (6)在完結以上作業的基礎上,按比例制作模具作業圖。先用雙點劃線制作毛坯,再制作作業零件,然后制作定位和定距零件,用銜接零件把以上各部分銜接起來,最終在恰當的方位制作壓料和卸料零件。依據模具的具體情況,以上次序也可作恰當調整。
4405 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
(4)斷定壓料、卸料、頂件及推件辦法,并對相應的壓料板、卸料板、推件塊等進行規劃。(5)模架規劃:包含上下模座及導向辦法的規劃,也能夠選用規范模架。(6)在完結以上作業的基礎上,按比例制作模具作業圖。先用雙點劃線制作毛坯,再制作作業零件,然后制作定位和定距零件,用銜接零件把以上各部分銜接起來,最終在恰當的方位制作壓料和卸料零件。依據模具的具體情況,以上次序也可作恰當調整。
2009
UG編程模具設計實戰 ??? 3年前
如何預防五金沖壓件加工過程中出現偏移 
五金沖壓件生產廠家為防止沖壓件彎曲過程中發生偏移,常會采用壓料裝置來預防。彎曲加工時,壓料裝置將坯料的一部分壓緊從而不能移動,另一部分則逐漸彎曲成形。使用壓料裝置不僅可以得到準確的制件尺寸,而且制件的邊緣與底部均能保持十分平整的狀態。 防止沖壓加工過程發生偏移還有一種方法,就是利用坯料上的孔或工藝孔。在模具上裝有定位銷,工作時,定位銷插入坯料的孔內,使坯料無法移動。
2074
東一金屬 ??? 2年前
汽車沖壓生產車間工藝概述 
安全側銷:主要作用是防止上模壓料板緊固螺釘松動或斷裂,導致壓料板落下,造成人員、工裝的重大損失。存放限制器:主要作用是防止模具彈性元件長期受壓而失效和防止刃口長期接觸影響刃口的壽命。(一般采用聚氨脂橡膠)工作限制器:主要作用是限制凸凹模的吃入深度。七、影響模具壽命的因素1. 沖壓工藝及沖模設計的影響及提高沖模壽命的措施。
2807 1
金屬加工前沿 ??? 3年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
(4)斷定壓料、卸料、頂件及推件辦法,并對相應的壓料板、卸料板、推件塊等進行規劃。(5)模架規劃:包含上下模座及導向辦法的規劃,也能夠選用規范模架。(6)在完結以上作業的基礎上,按比例制作模具作業圖。先用雙點劃線制作毛坯,再制作作業零件,然后制作定位和定距零件,用銜接零件把以上各部分銜接起來,最終在恰當的方位制作壓料和卸料零件。依據模具的具體情況,以上次序也可作恰當調整。
2189
模具設計UG編程教學 ??? 3年前
級進模中卸料裝置和限位裝置如何設計 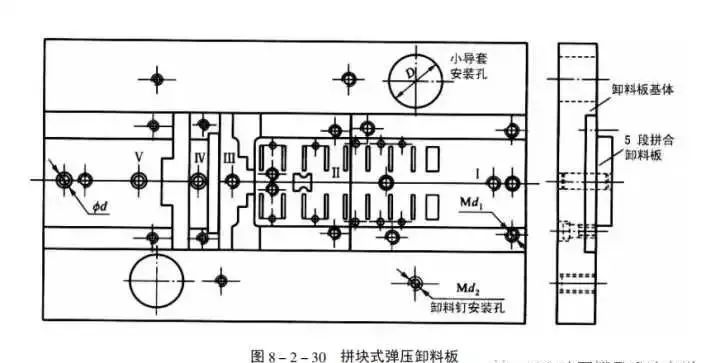
卸料板的壓料力,卸料力都是由卸料板上面安裝的均勻分布的彈簧提供(矩形截面彈簧為好)。由于卸料板與各凸模的配合間隙僅有0.005mm,所以安裝卸料板比較麻煩,在不十分必要時盡可能不把卸料板從凸模上卸下。考慮到刃磨時既不需把卸料板從凸模上取下,又要使卸料板低于凸模刃口端面,所以把彈簧固定在上模內,并用螺塞限位。
4468
金屬加工前沿 ??? 2年前
加工沖壓件所用模具都應該具備哪些最基本的構件 
以上這些構件中,工作零件/定位零件/卸料及壓料零件屬于模具的工藝構件,導向零件/固定零件/聯接零件及其它屬于模具的結構零件。本文章來源:http://www.hangzhouaoda.com/
3599
東一金屬 ??? 2年前
生產制造 | VISI 2025沖壓模塊新功能解析 
新功能五零件法蘭展開-自定義壓料面?當使用線性彎曲和平面定義壓料面時,系統現在會在操作后自動將結果法蘭轉換為線性表示。新功能六零件法蘭展開-編輯?目前,無法更改法蘭步驟,因為系統總是創建一個新步驟。通過這一改進,我們允許用戶通過控制角度值或在法蘭展開步驟之間添加/刪除步驟來修改法蘭步驟。
2374 1 1
海克斯康設計與仿真 ??? 8月前
生產制造 | 模具設計與制造-VISI教您如何展開軸類沖壓件 
這里是根據選擇的部分面展開,我們采用壓料面控制的方式,來規范展開后的平面位置。法蘭展開紫色特征位置,圖示為相切的兩個圓角,這里采用法蘭展開方式,通過壓料面控制。通過圖示連接器的展開過程,發現模型的展開通常是多步驟,多種展開方式綜合的方式。
2944
海克斯康設計與仿真 ??? 1年前
ETA DynaForm7.1已經發布 
包括拉延模面的創建,成形工具、修邊線和翻邊工具的設計,以及修改壓料面和工藝補充面的能力,進行局部特征調整,并對多工步設置進行有效評估等。同時,內置快速求解器SigForm 用于金屬板材成形仿真,支持多線程和多進程。 用戶可以根據評估的結果對壓料面和工藝補充進行快速修改,顯 著地提高了模面設計優化的效率。 模面設計無需專用的 CAD 軟件,即可完成模具報價階段的設計。
2575 1
王毅 ??? 2年前
測試數據竟是“數字資產”?看測迅達自動熔指系統如何硬核破局! 
測迅達配備系統化自動清潔裝置: ? 料桿自動清潔 ? 壓料桿自動清潔 ? 料筒自動清潔 ? 口模自動回收無需人工頻繁干預,真正實現無人值守連續測試。▲ 自動清潔裝置三、誰最需要測迅達?A.
789
國高材高分子材料產業創新中心 ??? 1月前
測試數據竟是“數字資產”?看測迅達自動熔指系統如何硬核破局!
測迅達配備系統化自動清潔裝置: ? 料桿自動清潔 ? 壓料桿自動清潔 ? 料筒自動清潔 ? 口模自動回收無需人工頻繁干預,真正實現無人值守連續測試。▲ 自動清潔裝置三、誰最需要測迅達?A.
639
國高材高分子材料產業創新中心 ??? 11天前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
