



ANSYS模擬高斯脈沖激光焊接全局最小值為什么總有負的溫度?
模擬高斯脈沖熱源焊接,脈沖頻率為500kHZ,激光光斑半徑為25微米,激光持續時間為30ns,平均功率為50W,利用workbench瞬態熱模擬仿真溫度場。單道掃描為0.12s,共60000個脈沖循環,為減少計算量只模擬2000個循環。但是計算過程中,全局最小值總是出現負溫度,請問是什么原因呢?mesh size已經很小了0.00005m。求助!
2708 2 3
K_8131 ??? 2年前
Abaqus焊接仿真指南V2.0:從DFLUX子程序到FSW全流程詳解 
?? 指南核心內容搶先看這份指南涵蓋了焊接仿真的兩大核心路線:平板多道焊(TIG) 與 攪拌摩擦焊(FSW),包含以下精華板塊:1?? 焊接熱源模型全解析不清楚什么是高斯面熱源、高斯體熱源、雙橢球熱源?文檔詳細解析了各種熱源的數學公式及適用場景(TIG、MIG、激光焊等),教你如何根據熔池形狀選擇最準確的模型。
2636 3
沐毅 ??? 4月前
光子焊接:提高撓性混合電子產品可制造性的新工藝 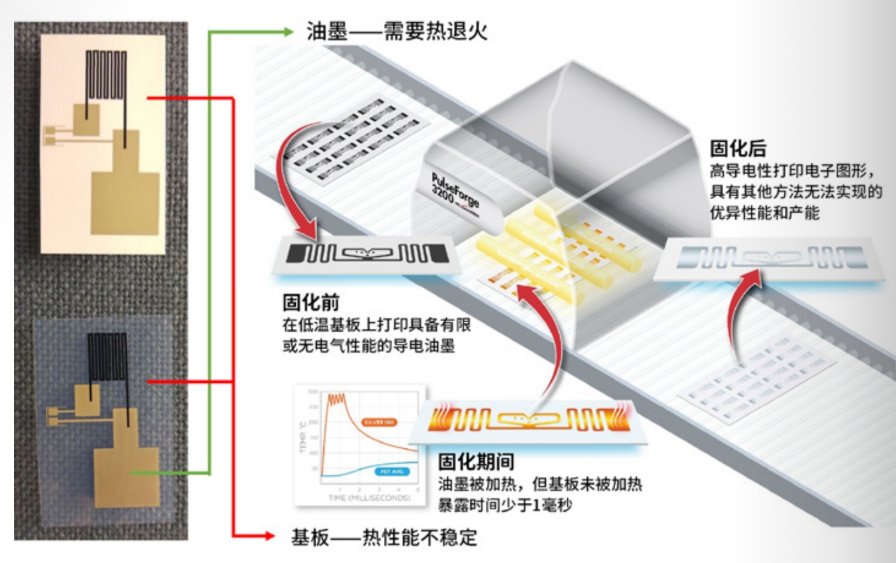
表1:按熱源加熱曲線排列的不同選擇性焊接技術(來源:NovaCentrix)光產生(ER)加熱,如激光焊接,也可以通過閃光管進行,但具有焊接元件不在視線內的優點。NovaCentrix公司開發的PulseForge是第一臺這類新焊接系統。
2686 1
金屬加工前沿 ??? 3年前
李應紅院士|渦輪葉片高能束增材再制造修復技術:理論、工藝、熔池、組織、缺陷及性能 
通常,DED-L采用連續激光作為熱源,使用連續激光能提高沉積效率和組織一致性,但連續能量輸入容易造成熱積累,增大熱裂紋趨勢。此外,熱積累效應間接提高了基材的溫度(等效于施加預熱),促進雜晶產生。采用準連續激光則能很好地解決上述問題[40-42],但由于熔池的脈沖震蕩,修復組織通常呈現不均的“鋸齒狀”,合理選擇脈沖頻率至關重要(見圖 10(a)[40])。
2897 1 2
南極熊3D打印 ??? 3年前
C3P Software 發布 Cast-Designer Weld 
從可制造性(DFM)到量產環節的全覆蓋解決方案焊接計算器:支持規劃并優化焊接計算,包括可焊性、冷卻時間、預熱溫度、焊縫的金相與機械強度。SmartWeld:采用最新遺傳算法技術驅動的快速優化求解器。能夠根據給定的熔池尺寸,自動偵測最佳的焊接參數。能夠支持二氧化碳激光焊, 脈沖ND:YAD激光焊,點焊與電弧焊等工藝。模擬能力:能夠模擬熱場,流場,凝固以及冷卻等物理過程。
2146
C3PChina ??? 4年前
鎂合金3D打印:金屬構件輕量化發展的“未來之光” 
目前鎂合金 SLM研究工作主要集中于探究實驗參數(粉末特征、激光功率密度、掃描速度、脈沖頻率等)對試樣成形的影響規律。因此,識別和關注重要參數是很重要的。研究表明激光功率和掃描速度是決定SLM制備鎂合金成形質量的重要因素。
2952 2
南極熊3D打印 ??? 3年前
104條 PCB 布局布線小技巧 
在這三個熱源中,元器件的發熱量,是主要熱源,其次是PCB板產生的熱,外部傳入的熱量取決于系統的總體熱設計,暫時不做考慮。 那么熱設計的目的是采取適當的措施和方法降低元器件的溫度和PCB板的溫度,使系統在合適的溫度下正常工作。 主要是通過減小發熱,和加快散熱來實現。 21、[問] 可否解釋下線寬和與之匹配的過孔的大小比例關系?
2197
凡億PCB ??? 4年前
可靠性電子產品熱設計知識 附電子設備可靠性熱設計指南徐維新下載 
當設備熱源分布均勻時采用抽風冷卻,非均勻熱源采用吹風冷卻。根據產品發熱量的大小,對所選的風機及風機的安排方式都有特別的要求(如氣流的流量、壓力、噪聲等)。 按照空氣流經發熱元器件的方向,強迫風冷還可分為橫向通風冷卻、縱向通風冷卻和縱出通風冷卻。橫向通風冷卻就是冷空氣通過靜壓風道再流向需散熱的元器件或散熱器,發生換熱后,熱空氣從設備的另一側排出。
2859 2
哈上大 ??? 4年前

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
