



300MW 汽輪發(fā)電機(jī)轉(zhuǎn)子鍛件開發(fā) 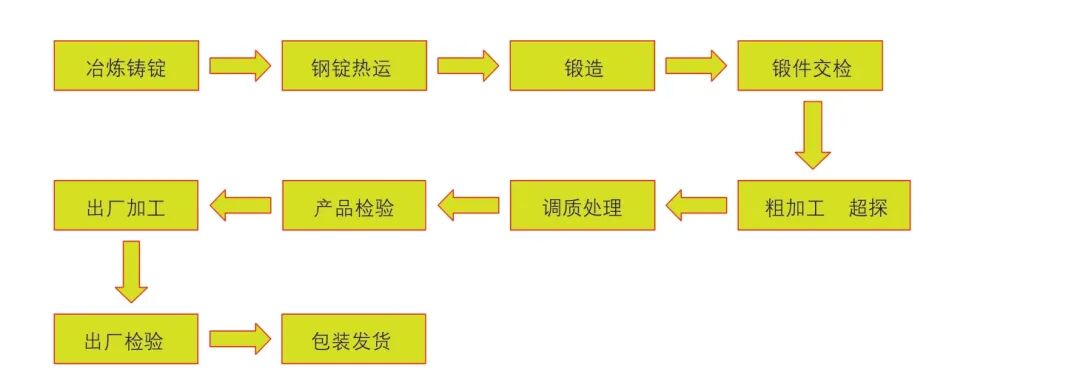
性能熱處理為淬火和回火,應(yīng)均勻加熱到高于上臨界溫度的一個(gè)溫度,保溫足夠長時(shí)間,達(dá)到完全奧氏體,然后水淬。內(nèi)部組織轉(zhuǎn)變后進(jìn)行回火,以達(dá)到規(guī)定的性能。(3)去應(yīng)力處理。出廠加工前,按照需方標(biāo)準(zhǔn)規(guī)定加工后對(duì)鍛件進(jìn)行去應(yīng)力處理,去應(yīng)力處理溫度比性能回火溫度低30℃~55℃。
2484
FMMM ??? 3年前
不銹鋼壓力容器封頭研究
但從近年的制造和使用情況來看,奧氏體不銹鋼封頭產(chǎn)品產(chǎn)生了裂紋、鼓包、過燒、折皺、減薄超標(biāo)、劃傷、拉裂、凹坑等缺陷。為了減少缺陷的產(chǎn)生,有必要對(duì)其產(chǎn)生的原因進(jìn)行分析,并提出控制缺陷產(chǎn)生的主要措施,對(duì)能修復(fù)的缺陷制定合理的返修工藝。1奧氏體不銹鋼封頭缺陷及原因分析奧氏體不銹鋼封頭的加工成形過程包括材料驗(yàn)收、表面處理、校平、劃線、切割、焊接、焊高修磨、壓制成型、無損檢測、熱處理、切邊等工序。
2313 1
化工設(shè)備人 ??? 4年前
管道焊接施工方案 
5.11 射線探傷在沒有監(jiān)測儀器進(jìn)行監(jiān)測時(shí),應(yīng)采取有效的安全隔離措施,安全防護(hù)距離應(yīng)按下列規(guī)定執(zhí)行:X射線探傷安全防護(hù)圈半徑不得少于30米。γ射線探傷安全保護(hù)圈半徑不得少于50米。5.12 進(jìn)行射線探傷作業(yè)前,要提前通知鄰近施工單位及施工人員,以防止意外事故的發(fā)生。5.13 進(jìn)行射線探傷時(shí),必須待安全防護(hù)圈內(nèi)的人員全部撤離,經(jīng)撿查確認(rèn)無人后,才準(zhǔn)許進(jìn)行作業(yè)。
2995 1
化工設(shè)備人 ??? 3年前
不銹鋼壓力容器封頭研究
但從近年的制造和使用情況來看,奧氏體不銹鋼封頭產(chǎn)品產(chǎn)生了裂紋、鼓包、過燒、折皺、減薄超標(biāo)、劃傷、拉裂、凹坑等缺陷。為了減少缺陷的產(chǎn)生,有必要對(duì)其產(chǎn)生的原因進(jìn)行分析,并提出控制缺陷產(chǎn)生的主要措施,對(duì)能修復(fù)的缺陷制定合理的返修工藝。1奧氏體不銹鋼封頭缺陷及原因分析奧氏體不銹鋼封頭的加工成形過程包括材料驗(yàn)收、表面處理、校平、劃線、切割、焊接、焊高修磨、壓制成型、無損檢測、熱處理、切邊等工序。
2618
化工設(shè)備人 ??? 4年前
焊接缺陷及防治措施 
焊縫內(nèi)部的超標(biāo)缺陷,應(yīng)根據(jù)探傷結(jié)果來確定缺陷部位,定好返修位置。 九、夾渣 1、現(xiàn)象 夾渣是焊后殘留在焊縫中的熔渣,有的夾在焊縫內(nèi)部,有的夾在表面溝槽內(nèi)。
4199
化工設(shè)備人 ??? 4年前
25Cr2Ni4MoV飛輪體鍛件制造工藝研究 
圖7 飛輪體鍛件性能熱處理工藝將飛輪體加熱至860℃完全奧氏體化后,保溫3h后,先空冷1.5 分鐘后,再水冷16 ~19 分鐘,使鍛件得到下貝氏體組織。淬火完成后,在590 ~610℃回火,使鍛件得到索氏體組織。
4596
FMMM ??? 3年前
9Ni鋼焊接工藝 
相對(duì)于奧氏體不銹鋼和奧氏體鐵-鎳合金,9Ni鋼成本更低且強(qiáng)度更高;相對(duì)于鋁合金,9Ni鋼具有更好的綜合力學(xué)性能。但其材質(zhì)本身又具有易磁化、難消磁的特點(diǎn),對(duì)焊接工藝的要求極為嚴(yán)格。下面主要對(duì)9Ni鋼的焊接性進(jìn)行分析。
2851 1
化工設(shè)備人 ??? 3年前
最全的壓力容器焊接缺陷及熱處理知識(shí) 
再外側(cè)是“不安全重結(jié)晶去”,加熱溫度在AC1-AC3之間區(qū)域,該區(qū)加熱時(shí)鋼中珠光體和部分鐵素體轉(zhuǎn)變?yōu)榫Я1容^細(xì)的奧氏體,單仍保留部分鐵素體,在冷卻時(shí)奧氏體轉(zhuǎn)變?yōu)榧?xì)小鐵素體和珠光體,而未熔入奧氏體的鐵素體不發(fā)生轉(zhuǎn)變,晶粒比較粗大,形成結(jié)晶顆粒大小均勻組織,并仍保留原始組織中的帶狀特性。
2501 2 1
化工設(shè)備人 ??? 4年前
壓力容器焊接缺陷及熱處理知識(shí)你知道嗎? 
再外側(cè)是“不安全重結(jié)晶去”,加熱溫度在AC1-AC3之間區(qū)域,該區(qū)加熱時(shí)鋼中珠光體和部分鐵素體轉(zhuǎn)變?yōu)榫Я1容^細(xì)的奧氏體,但仍保留部分鐵素體,在冷卻時(shí)奧氏體轉(zhuǎn)變?yōu)榧?xì)小鐵素體和珠光體,而未熔入奧氏體的鐵素體不發(fā)生轉(zhuǎn)變,晶粒比較粗大,形成結(jié)晶顆粒大小均勻組織,并仍保留原始組織中的帶狀特性。
2387 1
化工707 ??? 4年前
球鐵無冒口工藝的鐵液成份、澆注溫度、冷鐵工藝、鑄型強(qiáng)度、孕育處理、鐵液過濾和鑄件模數(shù)參數(shù)分析 
在亞共晶灰鐵中石墨在初生奧氏體的邊緣開始析出后,石墨片的兩側(cè)處在奧氏體的包圍下從奧氏體中吸收石墨而變厚,石墨片的先端在液體中吸收石墨而生長。
2330
鑄造工程師 ??? 4年前
不銹鋼酸洗鈍化原理工藝
在不銹鋼設(shè)備與部件在成形、組裝、焊接、焊縫檢查(如探傷、耐壓試驗(yàn))及施工標(biāo)記等過程中帶來表面油污、鐵銹、非金屬臟物、低熔點(diǎn)金屬污染物、油漆、焊渣與飛濺物等,這些物質(zhì)影響了不銹鋼設(shè)備與部件表面質(zhì)量,破壞了其表面的氧化膜,降低了鋼的抗全面腐蝕性能和抗局部腐蝕性能(包括點(diǎn)蝕、縫隙腐蝕),甚至?xí)?dǎo)致應(yīng)力腐蝕破裂。
3338
化工設(shè)備人 ??? 3年前
鈦鎳材壓力容器焊接技能及質(zhì)量 
為了獲得平衡的奧氏體和鐵素體雙相組織,雙相不銹鋼需選擇適中的焊接熱輸入。除此之外,所有的材料都應(yīng)采用小的焊接熱輸入,奧氏體不銹鋼鈦鎳材均是如此。 層間溫度已經(jīng)改稱“道間溫度”了,這是合理的叫法,明確了堆焊也應(yīng)該控制道間溫度,不是層間溫度。控制道間溫度與控制焊接電流的目的是一樣的,都是防止過熱。需要焊前預(yù)熱的鋼種,道間溫度應(yīng)不低于預(yù)熱溫度。
2191
金屬加工前沿 ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
