



Dynaform6.1多工序成形仿真直播原版 

Dynaform6.1多工序成形仿真直播原版
1063
王斌 ??? 5年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
提到沖壓相關(guān)的有限元仿真,往往關(guān)注產(chǎn)品本身的成形仿真,也就是板料塑性變形。其關(guān)注點僅局限于沖壓產(chǎn)品的成形問題: 開裂、起皺、尺寸回彈、外觀面品等,然而一個沖壓產(chǎn)品從設(shè)計階段到批量,整個開發(fā)周期無論是產(chǎn)品設(shè)計、工藝、工裝模具結(jié)構(gòu)設(shè)計、沖壓模具的調(diào)試研合、量產(chǎn)時產(chǎn)品工序件間的傳遞、轉(zhuǎn)運等等整個過程涉及的工況較為復(fù)雜、條件的波動對模具工裝、產(chǎn)品 都會起到一定的影響。
5568 3
金屬加工前沿 ??? 2年前
沖壓模具設(shè)計的方法與步驟:一個保證不出問題的方法 
要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在以后的工序中不得再參加變形,多角曲折件要先彎外后彎內(nèi),要組織必要的輔佐工序和整形、校平、熱處理等工序。4.在確保制件精度的前提下,依據(jù)出產(chǎn)批量和毛坯定位與出料要求,斷定合理的工序組合辦法。
2009
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
用多道沖壓工序沖形狀復(fù)雜的零件,而且模具結(jié)構(gòu)或強度被受限制,它的內(nèi)外輪廓應(yīng)分成幾部分沖裁。對于平面度要求較高的工件,可在沖裁工序后再添加一次校平工序操作。二、結(jié)構(gòu)形狀是否復(fù)雜決定了彎曲件要用多少工序數(shù)量,這根據(jù)彎曲角的數(shù)目、相對位置和彎曲方向來決定。那有時候為什么要在彎曲后增加一道整形工序呢?這是因為彎曲件的彎曲半徑小于允許值。
1900
模具設(shè)計UG編程教學 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
用多道沖壓工序沖形狀復(fù)雜的零件,而且模具結(jié)構(gòu)或強度被受限制,它的內(nèi)外輪廓應(yīng)分成幾部分沖裁。對于平面度要求較高的工件,可在沖裁工序后再添加一次校平工序操作。二、結(jié)構(gòu)形狀是否復(fù)雜決定了彎曲件要用多少工序數(shù)量,這根據(jù)彎曲角的數(shù)目、相對位置和彎曲方向來決定。那有時候為什么要在彎曲后增加一道整形工序呢?這是因為彎曲件的彎曲半徑小于允許值。
2175
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
五金沖壓加工常見的外觀缺陷 
3.在沖壓件的翻邊工序,常見的外觀缺限是:翻邊不垂直、翻邊高度不一致、翻邊拉毛等。 五金沖壓件所經(jīng)過的沖壓工序越多,出現(xiàn)的質(zhì)量問題越多,沖壓件的成品率相對來講就越低。因此,一個好的沖壓工藝,是在保證沖壓件尺寸精度的前提下,盡可能選用較少的沖壓工序,這樣才能降低生產(chǎn)成本,提高沖壓件的合格率。文章來源:http://www.hangzhouaoda.com/
2106
東一金屬 ??? 3年前
Ansys專業(yè)金屬沖壓成型解決方案 
,降低修模次數(shù) -材料利用率:盡可能提高材料利用率 -效率:提高生產(chǎn)效率,簡化工序 -穩(wěn)定生產(chǎn):工藝的合理性 LS-DYNA在金屬板料成型領(lǐng)域的應(yīng)用 -歷史悠久:LS-DYNA在金屬沖壓成型仿真的應(yīng)用始于1990s -良好的業(yè)內(nèi)聲譽:LS-DYNA擁有業(yè)內(nèi)領(lǐng)先的沖壓仿真精度,特別是回彈預(yù)測 -領(lǐng)先的求解技術(shù):板料成型中的許多新技術(shù)都起源于
2346 2
Cruise ??? 3年前
沖壓模具設(shè)計的方法與步驟:一個保證不出問題的方法 
要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在以后的工序中不得再參加變形,多角曲折件要先彎外后彎內(nèi),要組織必要的輔佐工序和整形、校平、熱處理等工序。4.在確保制件精度的前提下,依據(jù)出產(chǎn)批量和毛坯定位與出料要求,斷定合理的工序組合辦法。
2189
模具設(shè)計UG編程教學 ??? 3年前
設(shè)計仿真 | FTI 助力車身鈑金件沖壓工藝設(shè)計及模具成本預(yù)估 
,也包括沖壓工序的模具布局圖。
3025
海克斯康設(shè)計與仿真 ??? 1年前
汽車消聲器連結(jié)法蘭盤沖壓成形工藝參數(shù)優(yōu)化 
Closing工序中,binder的速度取200mm·s-1,持續(xù)時間類型為工具閉合。drawing工序中,punch的速度也取200mm·s-1,持續(xù)時間類型為位移控制。法蘭盤沖壓成形的質(zhì)量問題主要在于工件翻邊后孔口邊緣的拉裂,孔口處的最小壁厚大小直接影響孔口邊緣是否拉裂。
4618 6 1
金屬加工前沿 ??? 2年前
沖壓模具設(shè)計前的規(guī)劃與步驟 
要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在以后的工序中不得再參加變形,多角曲折件要先彎外后彎內(nèi),要組織必要的輔佐工序和整形、校平、熱處理等工序。關(guān)注微信公眾號,沖壓幫 4.在確保制件精度的前提下,依據(jù)出產(chǎn)批量和毛坯定位與出料要求,斷定合理的工序組合辦法。
4402 2
金屬加工前沿 ??? 2年前
Autoform在拉延筋快速修磨中的應(yīng)用 附Autoform+材料庫下載 
沖壓拉延工序常見缺陷及原因分析大型外覆蓋沖壓件拉延工序成形形狀很復(fù)雜,通常延周成形深度較大,內(nèi)部存在較多造型、加強筋等,由于成形面積大、成形深度不同,內(nèi)部型面很大程度上依賴于材料塑性變形,對材料成形性能有較高要求。此外,由于成形深度深、形狀復(fù)雜,容易出現(xiàn)制件翹曲變形、表面擦(拉)傷、拉裂及褶皺等質(zhì)量缺陷。2.
2285
陀飛輪啊 ??? 4年前
3/17 Ansys Mechanical 2022 R1 功能更新——求解器(MAPDL)
主要內(nèi)容包括: 【Ansys&浩亙軟件】Ansys Forming多工序沖壓成形仿真介紹 坐標系; 多工序前處理設(shè)置關(guān)鍵要點; 任務(wù)提交、求解出錯調(diào)試; 多工序分析后處理結(jié)果查看。
2190
CAE聯(lián)盟新聞 ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
彎曲件加工的精度與很多因素有關(guān),如彎曲件材料的力學性能和材料厚度、模具結(jié)構(gòu)和模具精度、工序的多少和工序的先后顧序以及彎曲件本身的形狀尺寸等。精度要求較高的彎曲件必須嚴格控制材料厚度公差。一般彎曲件的尺寸經(jīng)濟公差等級最好在IT13級以下,增加整形等工序可以達到IT11級。彎曲過程彎曲加工的過程是利用V形彎曲模壓彎V形件的模具結(jié)構(gòu)圖。
5978 2
金屬加工前沿 ??? 3年前
設(shè)計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
針對鈑金成形工藝Simufact forming具有專業(yè)的功能模塊,可以實現(xiàn)對冷熱沖壓、深沖、壓印成形、折彎、翻邊、精沖、沖裁、旋壓等工藝過程進行模擬。在單一軟件界面可進行多個工位多個道次的深沖分析。被動旋轉(zhuǎn)、主動旋轉(zhuǎn)、平動以及其它輔助運動可以綜合作用,且易于實現(xiàn)。
4800 4
海克斯康設(shè)計與仿真 ??? 2年前
數(shù)字化智能沖壓車間關(guān)鍵技術(shù) 
自動視覺裝框及AGV 自動入庫技術(shù)沖壓車間線尾下件工序對沖壓件的變形較為敏感,同時質(zhì)量要求很高,但傳統(tǒng)的下件方式采用人工完成,生產(chǎn)節(jié)拍快且人員工作負荷大,容易在大而薄的沖壓件上產(chǎn)生集中應(yīng)力造成沖壓件局部變形,會對沖壓件產(chǎn)生不良的影響。
3289
FMMM ??? 3年前
設(shè)計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
針對鈑金成形工藝Simufact forming具有專業(yè)的功能模塊,可以實現(xiàn)對冷熱沖壓、深沖、壓印成形、折彎、翻邊、精沖、沖裁、旋壓等工藝過程進行模擬。在單一軟件界面可進行多個工位多個道次的深沖分析。被動旋轉(zhuǎn)、主動旋轉(zhuǎn)、平動以及其它輔助運動可以綜合作用,且易于實現(xiàn)。
3809 1 1
仿真客 ??? 3年前
汽車沖壓模具的回彈分析及案例 
防撞梁內(nèi)板2、沖壓工藝方案對零件形狀特征及材質(zhì)進行分析后,決定采用工以方案為首序拉延,共用4道工序完成沖壓全過程, 分別為OP10 DRtOP20 TR/PI^OP30 FURST—>OP40 PI/CPI/CUTo圖12為拉延工序的工具體。拉延工序的工具體3、存在問題零件回彈嚴重,高度方向最大回彈15 mm,寬度方向最大回彈7 mm,如下圖。
3109
金屬加工前沿 ??? 3年前
數(shù)字孿生技術(shù)在沖壓車間的應(yīng)用探究 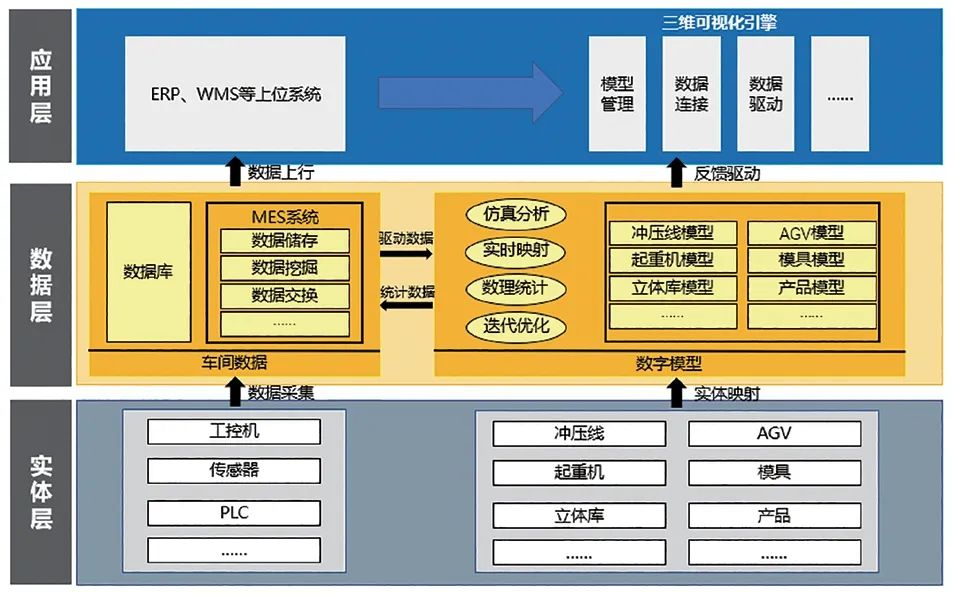
數(shù)字孿生系統(tǒng)構(gòu)成 數(shù)字孿生技術(shù)充分結(jié)合數(shù)字化模型、設(shè)備數(shù)據(jù)、生產(chǎn)數(shù)據(jù)等諸多關(guān)聯(lián)信息,集成多學科、多物理量、多尺度、多概率的仿真過程,在虛擬空間還原設(shè)備運行狀態(tài)、生產(chǎn)管理狀態(tài)并進行數(shù)據(jù)聯(lián)動,真實反映當下車間內(nèi)實體裝備運行過程。
2984 4 1
金屬加工前沿 ??? 3年前
談?wù)勀>咧圃斓膬蓚€關(guān)鍵工序:模具研配和調(diào)試方法(下) 
模具調(diào)試的基準、沖壓零件的最終質(zhì)量要求,決定了調(diào)試的思路,努力的方向,也就決定了調(diào)試的步驟和方法。 1)模具調(diào)試的基準。沖壓一個零件,是由幾套不同工序的模具完成的。如果調(diào)試的時候每一工序的模具各搞各的,顯然不能調(diào)出合格的模具。所以,就要有一個模具的基準。 每一個后工序的模具,用于沖壓的件都是前一工序的模具沖出來的工序件。
4112
FMMM ??? 4年前
20條/頁 
 16
16 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
